You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- SM 1201r9 UsxrayDocument500 pagesSM 1201r9 UsxrayMurat KaanNo ratings yet
- High Performance Techniques For Microsoft SQL Server PDFDocument307 pagesHigh Performance Techniques For Microsoft SQL Server PDFmaghnus100% (1)
- ATR 72 - Flight ManualDocument490 pagesATR 72 - Flight Manualmuya78100% (1)
- Hassāniyya Arabic DialectDocument15 pagesHassāniyya Arabic DialectTiddukla Tadelsant Imedyazen100% (1)
- Ordinary Dierential Equations Principles and ApplicationsDocument349 pagesOrdinary Dierential Equations Principles and ApplicationsSokratis Spyrou100% (1)
- Stator Generator EolianDocument40 pagesStator Generator EolianCatalin BordeiNo ratings yet
- FirmcusbDocument123 pagesFirmcusbAndry1975No ratings yet
- Lime Manual PDFDocument60 pagesLime Manual PDFKenny RuizNo ratings yet
- Experiment No 02Document5 pagesExperiment No 02Farhan AliNo ratings yet
- Brochure Innerynx Mechanical SealsDocument12 pagesBrochure Innerynx Mechanical SealsErivelton ScaldelaiNo ratings yet
- Statistical Properties of Population Stability IndexDocument60 pagesStatistical Properties of Population Stability IndexВячеславNo ratings yet
- Optical VibrationDocument6 pagesOptical VibrationKarthick VelayuthamNo ratings yet
- Cavalieri Principle (Kin Y. Li)Document4 pagesCavalieri Principle (Kin Y. Li)Hicham ElyassamiNo ratings yet
- GGGDocument3 pagesGGGAnkitNo ratings yet
- H-I SUPER-DEHYDRATION WITH GLYCOLSDocument15 pagesH-I SUPER-DEHYDRATION WITH GLYCOLSDiego1980bNo ratings yet
- B483B483M 13e1Document10 pagesB483B483M 13e1Mohamad ZandiNo ratings yet
- What Is Canal LiningDocument6 pagesWhat Is Canal LiningFiaz GujjarNo ratings yet
- Lab 2 ECADocument7 pagesLab 2 ECAAizan AhmedNo ratings yet
- TCL 55P607 CNET Review Calibration ResultsDocument3 pagesTCL 55P607 CNET Review Calibration ResultsDavid KatzmaierNo ratings yet
- Electric Charges and Fields All DerivationsDocument9 pagesElectric Charges and Fields All DerivationsFlame kaiserNo ratings yet
- Faculty of Engineering and Computing Sciences: Annexure-IDocument2 pagesFaculty of Engineering and Computing Sciences: Annexure-IAkshay MehtaNo ratings yet
- Quantitative Reasoning: Factors, HCF & LCM, FactorialsDocument2 pagesQuantitative Reasoning: Factors, HCF & LCM, FactorialsNaman JainNo ratings yet
- SMD Meter User's ManualDocument2 pagesSMD Meter User's ManuallucianoNo ratings yet
- Wa0000.Document7 pagesWa0000.Kumkum KumbarahalliNo ratings yet
- Manual ApolloDocument263 pagesManual ApolloJose Luis CristanchoNo ratings yet
- Vendor Information Vishay BLH Handbook TC0013 Solutions For Process Weighing and Force Measurement Electronic Weigh SystemsDocument59 pagesVendor Information Vishay BLH Handbook TC0013 Solutions For Process Weighing and Force Measurement Electronic Weigh SystemsAndrew JacksonNo ratings yet
- Coreldraw 12 Hotkeys - Keyboard ShortcutsDocument6 pagesCoreldraw 12 Hotkeys - Keyboard ShortcutsRais AhmadNo ratings yet
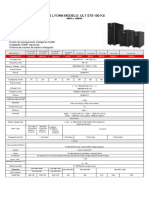
- Ups Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVADocument1 pageUps Lyonn Modelo: Ult St5-100 KS: 10KVA A 120KVASebastian Matias CruzNo ratings yet
- UNIT IV: Calculating Probability Using Fundamental ConceptsDocument15 pagesUNIT IV: Calculating Probability Using Fundamental ConceptsGaurav SonkarNo ratings yet
- Lesson Plan 18 (Final)Document3 pagesLesson Plan 18 (Final)ryan agustianNo ratings yet