You might also like
- Water FountainDocument13 pagesWater Fountaingarych72No ratings yet
- Community Needs Assessments and Sample QuestionaireDocument16 pagesCommunity Needs Assessments and Sample QuestionaireLemuel C. Fernandez100% (2)
- 2012-02-29 An Introduction To OptimizationDocument4 pages2012-02-29 An Introduction To OptimizationSam ShahNo ratings yet
- As 2812-2005 Welding Brazing and Cutting of Metals - Glossary of TermsDocument6 pagesAs 2812-2005 Welding Brazing and Cutting of Metals - Glossary of TermsSAI Global - APAC0% (1)
- Project Proposal CarolingDocument7 pagesProject Proposal CarolingAmparo Daniel Einstein D.No ratings yet
- Redundant Power Supply Installation Guide EP-DCX205Document38 pagesRedundant Power Supply Installation Guide EP-DCX205Anonymous zLwP4FjLNo ratings yet
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesFrom EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesRating: 5 out of 5 stars5/5 (1)
- Fibretherm FT12Document47 pagesFibretherm FT12Dana Iulia Moraru50% (2)
- Ethylene Yield From Pyrolysis Cracking in Olefin PDocument6 pagesEthylene Yield From Pyrolysis Cracking in Olefin PALL2WINNo ratings yet
- Cooling Tower 3DTrasar ManualDocument90 pagesCooling Tower 3DTrasar ManualArevaLemaNo ratings yet
- Polyester Polyol From Recycled PETDocument3 pagesPolyester Polyol From Recycled PETA MahmoodNo ratings yet
- (Marko Zlokarnik) Scale-Up in Chemical EngineeringDocument9 pages(Marko Zlokarnik) Scale-Up in Chemical EngineeringakilaprabuNo ratings yet
- Casein Hydrolysis by Immobilized Enzymes in A Torus ReactorDocument7 pagesCasein Hydrolysis by Immobilized Enzymes in A Torus ReactorLia NashNo ratings yet
- Thermo-Mechanical Chain Branching of Commercial High Density Polyethylene During ExtrusionDocument9 pagesThermo-Mechanical Chain Branching of Commercial High Density Polyethylene During ExtrusionRimaz RameezNo ratings yet
- Recycling of Condensation Plastics: GPEC 2004 Paper Abstract #52Document8 pagesRecycling of Condensation Plastics: GPEC 2004 Paper Abstract #52Anjum ParkarNo ratings yet
- Thermal Stabilization of Recycled PET Through Chain Extension and Blending With PBTDocument9 pagesThermal Stabilization of Recycled PET Through Chain Extension and Blending With PBTMerve GüçlüNo ratings yet
- 2007 Polymer Deg & Stab 2007 v92 1061-1071Document11 pages2007 Polymer Deg & Stab 2007 v92 1061-1071Giselle GalloNo ratings yet
- All Green Microwave Assisted 99 Depolymerisation of Polyethylene Terephthalate Into Value Added Products Via Glycerol Pretreatment and Hydrolysis ReactionJournal of Polymers and The EnvironmentDocument13 pagesAll Green Microwave Assisted 99 Depolymerisation of Polyethylene Terephthalate Into Value Added Products Via Glycerol Pretreatment and Hydrolysis ReactionJournal of Polymers and The EnvironmentDana MateiNo ratings yet
- FULLTEXT01 Perkalite ThesisDocument23 pagesFULLTEXT01 Perkalite ThesisTomGaliciaNo ratings yet
- Operating Conditions For The Pyrolysis of Poly - (Ethylene Terephthalate) in A Conical Spouted-Bed ReactorDocument6 pagesOperating Conditions For The Pyrolysis of Poly - (Ethylene Terephthalate) in A Conical Spouted-Bed ReactorZahid FarooqNo ratings yet
- Polyester Fiber Production Using Virgin and Recycled PET: Fibers and Polymers March 2014Document7 pagesPolyester Fiber Production Using Virgin and Recycled PET: Fibers and Polymers March 2014Nguyên LêNo ratings yet
- 5.Động học, xúc tácDocument14 pages5.Động học, xúc tácVân Tú NguyễnNo ratings yet
- Improvement of The Energy Density of Rice Husk Using Dry and Chemicaltreated Torrefaction 2090 4568 1000185Document6 pagesImprovement of The Energy Density of Rice Husk Using Dry and Chemicaltreated Torrefaction 2090 4568 1000185வேல் முருகன்No ratings yet
- Biochemical Engineering JournalDocument8 pagesBiochemical Engineering Journalyunpu jiaNo ratings yet
- Simulation Study For Production of Hydrocarbons From WasteDocument9 pagesSimulation Study For Production of Hydrocarbons From WasteeduardoNo ratings yet
- Fluidised Bed Pyrolysis of Polypropylene Over Cracking Catalysts For Producing HydrocarbonsDocument8 pagesFluidised Bed Pyrolysis of Polypropylene Over Cracking Catalysts For Producing HydrocarbonsGovind ManglaniNo ratings yet
- Polymer Degradation and Stability: M. Asensio, K. Nu Nez, J. Guerrero, M. Herrero, J.C. Merino, J.M. PastorDocument11 pagesPolymer Degradation and Stability: M. Asensio, K. Nu Nez, J. Guerrero, M. Herrero, J.C. Merino, J.M. PastorRich SanchezNo ratings yet
- 6moyDocument11 pages6moyiaydn1810No ratings yet
- Grause 2015 SolubilityparameterDocument12 pagesGrause 2015 SolubilityparameterbharatmorwaniNo ratings yet
- Evaluation Effects of Biobased Plasticizer On The Thermal, Mechanical, Dynamical Mechanical Properties, and Permanence of Plasticized PVCDocument10 pagesEvaluation Effects of Biobased Plasticizer On The Thermal, Mechanical, Dynamical Mechanical Properties, and Permanence of Plasticized PVCsavanNo ratings yet
- Effect of Sodium Dodecyl Sulfate On Mechanical and Thermal Properties of Polypropylene/ Chitosan CompositesDocument15 pagesEffect of Sodium Dodecyl Sulfate On Mechanical and Thermal Properties of Polypropylene/ Chitosan CompositesKhawaja TaimoorNo ratings yet
- Pet 1Document15 pagesPet 1Martin GeorgeNo ratings yet
- Aswan 2020 J. Phys. Conf. Ser. 1500 012061Document9 pagesAswan 2020 J. Phys. Conf. Ser. 1500 012061Sorry for uploading your docNo ratings yet
- Quadros Et Al. 2015Document7 pagesQuadros Et Al. 2015henrinicacioeqNo ratings yet
- Simulation of Waste Plastic Pyrolysis Hysys V9 Steady ConditionDocument10 pagesSimulation of Waste Plastic Pyrolysis Hysys V9 Steady ConditionhanaNo ratings yet
- 2020 IOP Conf. Ser. - Overcometheequilibriumlimitationinpara-XyleneproductionDocument12 pages2020 IOP Conf. Ser. - Overcometheequilibriumlimitationinpara-XyleneproductionWilly DinataNo ratings yet
- Polyethene CourseworkDocument4 pagesPolyethene Courseworkf5dj7xvv100% (2)
- Biodegradable Green Composites Reinforced by The Fiber Recycling From Disposable ChopsticksDocument16 pagesBiodegradable Green Composites Reinforced by The Fiber Recycling From Disposable ChopsticksAnonymous kTVBUxrNo ratings yet
- Converting Plastic Waste Pyrolysis Ash Into Flash Graphene: Version of RecordDocument31 pagesConverting Plastic Waste Pyrolysis Ash Into Flash Graphene: Version of RecordmelcapellaNo ratings yet
- Characterization of Recycled/ Virgin PET Polymers and Their CompositesDocument6 pagesCharacterization of Recycled/ Virgin PET Polymers and Their CompositesZe Wei NgNo ratings yet
- Icammm2021 0140PDocument12 pagesIcammm2021 0140PAbhilash S SNo ratings yet
- Corona Surf Ionization of PETDocument9 pagesCorona Surf Ionization of PETWilliams Marcel Caceres FerreiraNo ratings yet
- Novel Preparation of Hybrid Polypropylene/Silica Nanocomposites in A Slurry-Phase Polymerization ReactorDocument8 pagesNovel Preparation of Hybrid Polypropylene/Silica Nanocomposites in A Slurry-Phase Polymerization ReactorDaniel Escobar EsquivelNo ratings yet
- Glycolysis PET WasteDocument13 pagesGlycolysis PET Wasteankur2061No ratings yet
- Banat2001 (Very Useful!)Document220 pagesBanat2001 (Very Useful!)Dan CuizonNo ratings yet
- A Study On Thermo - Catalytic Degradation of PET (Polyethylene Terephthalate) Waste For Fuel Production and Chemical ProductsDocument6 pagesA Study On Thermo - Catalytic Degradation of PET (Polyethylene Terephthalate) Waste For Fuel Production and Chemical ProductsFaisal MumtazNo ratings yet
- Glycolysis of PETDocument4 pagesGlycolysis of PETLeoJamesPerezNo ratings yet
- Non-Catalytic Liquefaction of Microalgae in Sub and Supercritical AcetoneDocument28 pagesNon-Catalytic Liquefaction of Microalgae in Sub and Supercritical Acetonejosè CarhuapomaNo ratings yet
- V9I1 19 M TascanDocument9 pagesV9I1 19 M TascanvahidNo ratings yet
- Thermal Properties of Polyethylene Reinforced WithDocument7 pagesThermal Properties of Polyethylene Reinforced WithramNo ratings yet
- (2007) A Thermal Degradation Mechanism of Polyvinyl Alcoholsilica NanocompositesDocument11 pages(2007) A Thermal Degradation Mechanism of Polyvinyl Alcoholsilica NanocompositesNam Huu TranNo ratings yet
- Better Business in A Better IrelandDocument4 pagesBetter Business in A Better Irelandapi-286562658No ratings yet
- Simulation Study For Production of Hydrocarbons From WasteDocument9 pagesSimulation Study For Production of Hydrocarbons From WasteAJER JOURNALNo ratings yet
- Ijct 25 (4) 336-344Document9 pagesIjct 25 (4) 336-344hari reddyNo ratings yet
- 10 1021@ie0107643Document7 pages10 1021@ie0107643noviNo ratings yet
- 10 1016@j Seppur 2020 117953Document8 pages10 1016@j Seppur 2020 117953nabeelkhaliq323No ratings yet
- Synthesis & Mathematical Modeling of PET Via Direct EsterificationDocument10 pagesSynthesis & Mathematical Modeling of PET Via Direct EsterificationMARKASGEORGENo ratings yet
- HUSY - Marcilla (2009) - Thermal and Catalytic Pyrolysis of Polyethylene Over HZSM5 and HUSY ZeolitesDocument9 pagesHUSY - Marcilla (2009) - Thermal and Catalytic Pyrolysis of Polyethylene Over HZSM5 and HUSY ZeolitesKatiane MesquitaNo ratings yet
- List Project Topics For Final Year Chemical Engg. StudentsDocument4 pagesList Project Topics For Final Year Chemical Engg. StudentssumitNo ratings yet
- Chemical Engineering Journal Advances: Li Sun, Zegang Zong, Weilan Xue, Zuoxiang ZengDocument9 pagesChemical Engineering Journal Advances: Li Sun, Zegang Zong, Weilan Xue, Zuoxiang ZengFenita Yuni PratiwiNo ratings yet
- Synthesis of Unsaturated Polyester Resin Based On Pet WasteDocument6 pagesSynthesis of Unsaturated Polyester Resin Based On Pet WasteIJRASETPublicationsNo ratings yet
- Anilina PlantaDocument23 pagesAnilina PlantaDiego ForeroNo ratings yet
- Polystyrene Recycling Processes by Dissolution in Ethyl AcetateDocument7 pagesPolystyrene Recycling Processes by Dissolution in Ethyl AcetateAby Ponce GonzálezNo ratings yet
- Modelling of PET Quality Parameters For A Closed Loop Recycling System For Food Contact PDFDocument12 pagesModelling of PET Quality Parameters For A Closed Loop Recycling System For Food Contact PDFJoão13@No ratings yet
- Li 2020Document11 pagesLi 2020shubh shahNo ratings yet
- Investigation of Submerged Membrane Photocatalytic Reactor (SMPR) Operating Parameters During Oily Wastewater Treatment ProcessDocument9 pagesInvestigation of Submerged Membrane Photocatalytic Reactor (SMPR) Operating Parameters During Oily Wastewater Treatment ProcessRobertNo ratings yet
- Pyrolysis of Rice Husk in A Fixed Bed ReactorDocument5 pagesPyrolysis of Rice Husk in A Fixed Bed Reactorsathish_iyengarNo ratings yet
- Renewable Energy 91 (2016) 451-455Document5 pagesRenewable Energy 91 (2016) 451-455Sandro Gonzalez AriasNo ratings yet
- Remote SensingDocument30 pagesRemote SensingAdeel AhmedNo ratings yet
- Diagnostic Exam Review Phy10Document24 pagesDiagnostic Exam Review Phy10Kayla DollenteNo ratings yet
- HGU User ManualDocument72 pagesHGU User Manuallomayani100% (1)
- Air Filters PDFDocument2 pagesAir Filters PDFTan Jai0% (1)
- CMA Building Foundation Beams PDFDocument13 pagesCMA Building Foundation Beams PDFRegie NojaldaNo ratings yet
- InternshipDocument14 pagesInternshipMohammed Shaheeruddin0% (1)
- Euro Guard BrochureDocument28 pagesEuro Guard BrochureNazia SodawalaNo ratings yet
- Rotation Gearbox Component Fig 1Document2 pagesRotation Gearbox Component Fig 1Mohamed RashedNo ratings yet
- Topic 5 FB Stability PDFDocument26 pagesTopic 5 FB Stability PDFAbdulrahman NasserNo ratings yet
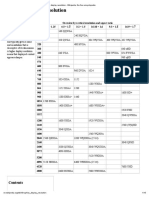
- Graphics Display Resolution - Wikipedia, The Free EncyclopediaDocument15 pagesGraphics Display Resolution - Wikipedia, The Free EncyclopediaKarun KumarNo ratings yet
- Kobelco 30SR Service ManualDocument6 pagesKobelco 30SR Service ManualG NEELAKANDANNo ratings yet
- p20 PDFDocument12 pagesp20 PDFpraphul gamangoNo ratings yet
- Characteristics of Supercritical Flow in Rectangular ChannelDocument10 pagesCharacteristics of Supercritical Flow in Rectangular ChannelFatihNo ratings yet
- Capitulo 9 - Flujo de DatosDocument24 pagesCapitulo 9 - Flujo de DatosOrlando Espinoza ZevallosNo ratings yet
- Module 1 Microtunneling NoteDocument2 pagesModule 1 Microtunneling Notematrixworld20No ratings yet
- T-Spice User's Guide: Release 16.3 June 2015Document579 pagesT-Spice User's Guide: Release 16.3 June 2015Laxmi GuptaNo ratings yet
- Mahindra08 Tractor 2Document5 pagesMahindra08 Tractor 2Pawan SinghNo ratings yet
- Coomaraswamy, SarpabandhaDocument3 pagesCoomaraswamy, SarpabandhakamakarmaNo ratings yet
- A Feasibility Study On Drilling of Metals Through Microwave HeatingDocument6 pagesA Feasibility Study On Drilling of Metals Through Microwave HeatingT J GNo ratings yet
- Microsoft ISA Server 2006 - Certificate Troubleshooting - Part IIDocument7 pagesMicrosoft ISA Server 2006 - Certificate Troubleshooting - Part IIKhodor AkoumNo ratings yet
- HMA Road Design NotesDocument86 pagesHMA Road Design NotesFarooq AhmadNo ratings yet
- 8 Candidate Quiz Buzzer Using 8051Document33 pages8 Candidate Quiz Buzzer Using 8051prasadzeal0% (1)