You might also like
- Cours5 TurbineDocument6 pagesCours5 TurbineLola IbizaNo ratings yet
- Cours3pompes Ventilateur 2006 BisDocument25 pagesCours3pompes Ventilateur 2006 BisLola Ibiza100% (1)
- Soudure 2Document5 pagesSoudure 2Lola IbizaNo ratings yet
- Cours2 Turbomachine 2006Document22 pagesCours2 Turbomachine 2006Lola Ibiza100% (6)
- LubrifaintsDocument6 pagesLubrifaintsLola IbizaNo ratings yet
- Soudage ArcDocument2 pagesSoudage ArcDriss SajNo ratings yet
- EffetsDocument6 pagesEffetsLola IbizaNo ratings yet
- La Polution Atmo Et Votre SentéDocument1 pageLa Polution Atmo Et Votre SentéLola IbizaNo ratings yet
- Filtre CarburantDocument3 pagesFiltre CarburantLola IbizaNo ratings yet
- Fiche Pot CatalytiqueDocument2 pagesFiche Pot CatalytiqueLola IbizaNo ratings yet
- MatriceDocument4 pagesMatricemamiheryNo ratings yet
- Les Mots de Liaison PDFDocument3 pagesLes Mots de Liaison PDFwajdigeo216100% (1)
- TD4 Topologie RD Suites Vectorielles PDFDocument3 pagesTD4 Topologie RD Suites Vectorielles PDFAliRouwaneNo ratings yet
- La Commande À Modèle Interne (IMC)Document31 pagesLa Commande À Modèle Interne (IMC)Abdelhamid Oughanem100% (2)
- Cours - IRDocument41 pagesCours - IRيوسف حجوNo ratings yet
- Exercices Corrigs Chimie Quantique PDFDocument2 pagesExercices Corrigs Chimie Quantique PDFJennifer20% (5)
- Dossier Rayon XDocument12 pagesDossier Rayon XJesus AcuñaNo ratings yet
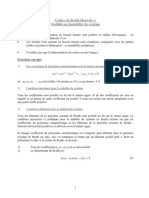
- Critere DE ROUTHDocument5 pagesCritere DE ROUTHFadwaNo ratings yet
- Optimisation Des Coûts Dans La Centrale Thermique (JLEC)Document125 pagesOptimisation Des Coûts Dans La Centrale Thermique (JLEC)Hamza Fadla100% (1)
- These Nguyen LMT Version FinaleDocument217 pagesThese Nguyen LMT Version FinaleTerence DengNo ratings yet
- Chapitre 2 - Champ Et Potentiel ÉlectriquesDocument20 pagesChapitre 2 - Champ Et Potentiel ÉlectriquesZizou DalibeyNo ratings yet
- Agi LiftDocument2 pagesAgi LiftJan HendriksNo ratings yet
- Cours Hydrogéologie LFST2Document210 pagesCours Hydrogéologie LFST2Emna Gheriani100% (2)
- Exercices Sur Les Espaces Vectoriels NormésDocument3 pagesExercices Sur Les Espaces Vectoriels NormésEssaidi Ali100% (1)
- Mii 00026Document62 pagesMii 00026Houssine GueNo ratings yet
- Angelantoni EKO Basic 700,1500 - Manual PDFDocument45 pagesAngelantoni EKO Basic 700,1500 - Manual PDFJose MorenoNo ratings yet
- Atelier Raisonnement Tableau BXDocument4 pagesAtelier Raisonnement Tableau BXkajjoui mohamedNo ratings yet
- 00023595Document40 pages00023595Claudio TesserNo ratings yet
- Exercices 2 Decroissance RadioactiveDocument1 pageExercices 2 Decroissance RadioactivesmfouazeNo ratings yet
- Maxwell Et PropagationDocument18 pagesMaxwell Et PropagationIslamnet Islam IslamnetNo ratings yet
- DEVOIR 11 OctobreDocument6 pagesDEVOIR 11 OctobreHeni HtiraNo ratings yet
- Resume Du Cours Sur La Modulation L3Document8 pagesResume Du Cours Sur La Modulation L3YolandeMengue100% (1)
- Annatut': BiophysiqueDocument21 pagesAnnatut': BiophysiqueKhaoulaFaithful100% (2)
- Chapitre 6Document22 pagesChapitre 6Nacer AssamNo ratings yet
- Alloys DataDocument3 pagesAlloys DatamdkhandaveNo ratings yet
- Cor StructuresDocument14 pagesCor Structuresfrederic sateraNo ratings yet
- Equations (Anc Prog - 3ème-)Document4 pagesEquations (Anc Prog - 3ème-)MATHS - VIDEOSNo ratings yet
- Suite Rec 2Document2 pagesSuite Rec 2baye layeNo ratings yet
- André Marie AmpèreDocument12 pagesAndré Marie AmpèreMatheus José RodriguesNo ratings yet
- Cours Automatique Linéaire Séance 1Document17 pagesCours Automatique Linéaire Séance 1fakehiNo ratings yet