You might also like
- DrillingDocument27 pagesDrillingSamy OrabyNo ratings yet
- Adaptive Control System in MachiningDocument13 pagesAdaptive Control System in MachiningSamy OrabyNo ratings yet
- Tool Life Determination Based On The Measurement of Wear and Tool Force Ratio VariationDocument9 pagesTool Life Determination Based On The Measurement of Wear and Tool Force Ratio VariationSamy OrabyNo ratings yet
- Mathematical Models and In-Process Monitoring Techniques For Cutting ToolsDocument349 pagesMathematical Models and In-Process Monitoring Techniques For Cutting ToolsSamy OrabyNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Prepositions French Worksheet For PracticeDocument37 pagesPrepositions French Worksheet For Practiceangelamonteiro100% (1)
- Hombres Mujeres Cmo Salir Del Camino Equivocado Spanish Edition by Badinter Lisabeth 950557584xDocument5 pagesHombres Mujeres Cmo Salir Del Camino Equivocado Spanish Edition by Badinter Lisabeth 950557584xFernanda Avilés CartagenaNo ratings yet
- MAT2355 Final 2002Document8 pagesMAT2355 Final 2002bojie_97965No ratings yet
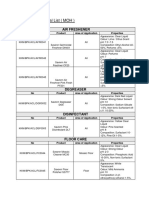
- Approved Chemical ListDocument2 pagesApproved Chemical ListSyed Mansur Alyahya100% (1)
- Focus Charting of FDocument12 pagesFocus Charting of FRobert Rivas0% (2)
- Lesson 3 The Prodigal SonDocument2 pagesLesson 3 The Prodigal Sonapi-241115908No ratings yet
- Philosophy of Jnanadeva - As Gleaned From The Amrtanubhava (B.P. Bahirat - 296 PgsDocument296 pagesPhilosophy of Jnanadeva - As Gleaned From The Amrtanubhava (B.P. Bahirat - 296 PgsJoão Rocha de LimaNo ratings yet
- GRADE 1 To 12 Daily Lesson LOG: TLE6AG-Oc-3-1.3.3Document7 pagesGRADE 1 To 12 Daily Lesson LOG: TLE6AG-Oc-3-1.3.3Roxanne Pia FlorentinoNo ratings yet
- Process of CounsellingDocument15 pagesProcess of CounsellingSamuel Njenga100% (1)
- Best-First SearchDocument2 pagesBest-First Searchgabby209No ratings yet
- Research ProposalDocument45 pagesResearch ProposalAaliyah Marie AbaoNo ratings yet
- Joshua 24 15Document1 pageJoshua 24 15api-313783690No ratings yet
- Developing Global LeadersDocument10 pagesDeveloping Global LeadersDeepa SharmaNo ratings yet
- Hilti Product Technical GuideDocument16 pagesHilti Product Technical Guidegabox707No ratings yet
- Scatchell Jr. V Village of Melrose Park Et Al.Document48 pagesScatchell Jr. V Village of Melrose Park Et Al.Gianna ScatchellNo ratings yet
- Concentrating Partial Entanglement by Local OperationsDocument21 pagesConcentrating Partial Entanglement by Local OperationsbhpliaoNo ratings yet
- Sample Midterm ExamDocument6 pagesSample Midterm ExamRenel AluciljaNo ratings yet
- MasterMind 1 Unit 5 Extra LifeSkills Lesson 2Document2 pagesMasterMind 1 Unit 5 Extra LifeSkills Lesson 2Hugo A FENo ratings yet
- Etta Calhoun v. InventHelp Et Al, Class Action Lawsuit Complaint, Eastern District of Pennsylvania (6/1/8)Document44 pagesEtta Calhoun v. InventHelp Et Al, Class Action Lawsuit Complaint, Eastern District of Pennsylvania (6/1/8)Peter M. HeimlichNo ratings yet
- Exercise No.2Document4 pagesExercise No.2Jeane Mae BooNo ratings yet
- Book of Dynamic Assessment in Practice PDFDocument421 pagesBook of Dynamic Assessment in Practice PDFkamalazizi100% (1)
- Insung Jung An Colin Latchem - Quality Assurance and Acreditatión in Distance Education and e - LearningDocument81 pagesInsung Jung An Colin Latchem - Quality Assurance and Acreditatión in Distance Education and e - LearningJack000123No ratings yet
- 1stQ Week5Document3 pages1stQ Week5Jesse QuingaNo ratings yet
- Butterfly Valve Info PDFDocument14 pagesButterfly Valve Info PDFCS100% (1)
- Challenges For Omnichannel StoreDocument5 pagesChallenges For Omnichannel StoreAnjali SrivastvaNo ratings yet
- Term-2 - Grade 8 Science (Biology) Mock Paper-2Document3 pagesTerm-2 - Grade 8 Science (Biology) Mock Paper-2bhagat100% (1)
- La Navassa Property, Sovereignty, and The Law of TerritoriesDocument52 pagesLa Navassa Property, Sovereignty, and The Law of TerritoriesEve AthanasekouNo ratings yet
- British Citizenship Exam Review TestDocument25 pagesBritish Citizenship Exam Review TestMay J. PabloNo ratings yet
- Progressivism Sweeps The NationDocument4 pagesProgressivism Sweeps The NationZach WedelNo ratings yet
- Maria MakilingDocument2 pagesMaria MakilingRommel Villaroman Esteves0% (1)