You might also like
- The Art of Gem Cutting - Including Cabochons, Faceting, Spheres, Tumbling and Special TechniquesFrom EverandThe Art of Gem Cutting - Including Cabochons, Faceting, Spheres, Tumbling and Special TechniquesNo ratings yet
- Bench MillDocument2 pagesBench MillEdward Elric2No ratings yet
- Faceting Machine ProjectDocument26 pagesFaceting Machine Projectmobsivac100% (3)
- Gemmological Instruments: Their Use and Principles of OperationFrom EverandGemmological Instruments: Their Use and Principles of OperationRating: 5 out of 5 stars5/5 (4)
- Faceting Machine AlignmentDocument21 pagesFaceting Machine AlignmentIonut Anechitei100% (2)
- Gemstone Facet Cutting - A Collection of Historical Articles on Methods and Equipment Used for Working GemsFrom EverandGemstone Facet Cutting - A Collection of Historical Articles on Methods and Equipment Used for Working GemsNo ratings yet
- Lapidary MachineDocument5 pagesLapidary Machinespicerm88% (8)
- Cutting A GemDocument18 pagesCutting A Gemmobsivac100% (1)
- Small Grinding and Polishing MachineDocument3 pagesSmall Grinding and Polishing MachinemobsivacNo ratings yet
- How To Faceting GemsDocument126 pagesHow To Faceting Gemsdepo banjarmasin100% (1)
- Gem Cutting Technology234523452345243Document5 pagesGem Cutting Technology234523452345243rseresfer34533373563100% (1)
- Faceting With The Tes LapDocument11 pagesFaceting With The Tes LapmobsivacNo ratings yet
- PM's Small Business Loan Scheme for Gemstone Lapidary ProjectDocument22 pagesPM's Small Business Loan Scheme for Gemstone Lapidary ProjectMian Adi Chaudhry100% (2)
- 0910Document22 pages0910Sotiris Aslanopoulos100% (1)
- JMD Gem Stone Setting NEWebook1Document27 pagesJMD Gem Stone Setting NEWebook1Paola Rincón100% (3)
- LapidaryDocument7 pagesLapidarykkeshner100% (1)
- Guide To Gem Cutting Styles ShapesDocument13 pagesGuide To Gem Cutting Styles ShapesomarfarookkhanNo ratings yet
- Inspired Sculpting with a Goldsmith's HammerDocument1 pageInspired Sculpting with a Goldsmith's HammerjokerrabitNo ratings yet
- The History of LapidaryDocument16 pagesThe History of LapidaryamerenidasNo ratings yet
- Lost-Wax Bronzes by Robyn ErbeDocument66 pagesLost-Wax Bronzes by Robyn Erbebr0nzeyNo ratings yet
- Making Your Own Jewelry Like A ProDocument40 pagesMaking Your Own Jewelry Like A ProNadia Oliphant-Momplè100% (1)
- Goldsmithing: Stone Setting TechniquesDocument9 pagesGoldsmithing: Stone Setting TechniquesGaia Tam0% (1)
- Point Symmetry ExamplesDocument3 pagesPoint Symmetry ExamplesKapila WijayaratneNo ratings yet
- Online Faceting Designs & Diagrams - Easy EmeraldDocument4 pagesOnline Faceting Designs & Diagrams - Easy EmeraldTEEH.DRV100% (6)
- MachinesDocument8 pagesMachinesrazanymNo ratings yet
- Home Made Metal Spinning LatheDocument7 pagesHome Made Metal Spinning Latheuragunbaga75% (4)
- Gemstone Treatment TipsDocument8 pagesGemstone Treatment Tipsdepo banjarmasin100% (1)
- The Art of The Goldsmith and Jeweller - Wigley 1898Document332 pagesThe Art of The Goldsmith and Jeweller - Wigley 1898Cintia Lavaissieri100% (1)
- Gemstone Settings BLAD WebDocument8 pagesGemstone Settings BLAD WebInterweave75% (16)
- Bench Lathe 3 in 1 (Lathe - Sander - Grinder/Sharpener)Document16 pagesBench Lathe 3 in 1 (Lathe - Sander - Grinder/Sharpener)Jd DiazNo ratings yet
- Gemstone Cutting & PolishingDocument95 pagesGemstone Cutting & Polishingsoothsayer144100% (1)
- Metal Style S11 BLAD WebDocument8 pagesMetal Style S11 BLAD WebInterweaveNo ratings yet
- Edward Soukup Jewelry Making For BeginnersDocument26 pagesEdward Soukup Jewelry Making For Beginnersmobsivac100% (2)
- How To Make The Mini Metal FoundryDocument18 pagesHow To Make The Mini Metal Foundrydannyjan50800% (1)
- Chain Maille - Foxtail Chain NecklaceDocument5 pagesChain Maille - Foxtail Chain NecklaceDiana Codreanu100% (2)
- Gem Stone GBDocument0 pagesGem Stone GBJutt AwaraNo ratings yet
- Lathe-Milling AttachmentDocument4 pagesLathe-Milling AttachmentFrenchwolf420No ratings yet
- GEMSDocument69 pagesGEMSsaopaulo100% (3)
- Oscar T Branson Indian Jewelry Making 01 0918080177Document63 pagesOscar T Branson Indian Jewelry Making 01 0918080177Gypsy5100% (4)
- PagesDocument90 pagesPagesSii DannyNo ratings yet
- Usa Knife Maker CatalogDocument104 pagesUsa Knife Maker Catalogsalenka71100% (2)
- Miniature Machining TechniquesDocument40 pagesMiniature Machining Techniqueskriskee1376% (17)
- Metal Clay and Enamel - Peacock CloisonneDocument4 pagesMetal Clay and Enamel - Peacock Cloisonneloremunteanu100% (1)
- 0610 JMD-StoneSetFreemiumDocument18 pages0610 JMD-StoneSetFreemiumAnanthi Murugesan88% (8)
- Make Your Own Chamber ReamersDocument9 pagesMake Your Own Chamber ReamersMarky Maypo100% (1)
- Grinder PlansDocument21 pagesGrinder Plansmanometro80% (5)
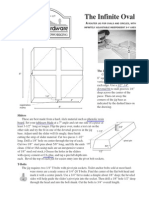
- The Infinite Oval: Tools For WoodworkingDocument2 pagesThe Infinite Oval: Tools For Woodworkingoqab18No ratings yet
- Knife Grinder - PlansDocument21 pagesKnife Grinder - PlansRodney SmithNo ratings yet
- Grinder PlansDocument17 pagesGrinder PlansRobert Steven Ciaccio100% (1)
- Motores A VaporDocument6 pagesMotores A VaporAntony BurgersNo ratings yet
- Podkop 1Document20 pagesPodkop 1Olin Stej80% (5)
- ENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFDocument2 pagesENGINEERING - MILL - Construction Plans For Horizontal Bench Mill. - (Ebook Diy Building How To Machine Tools 178848 PDFGlaucius Borba50% (2)
- Engine Stand PlansDocument23 pagesEngine Stand PlansJoey WilletNo ratings yet
- Dremel 2012AccessoryPosterDocument1 pageDremel 2012AccessoryPosterwdowiuueNo ratings yet
- Belt Sander 0001Document5 pagesBelt Sander 0001wienslaw5804No ratings yet
- Shop Made SlotterDocument4 pagesShop Made Slotternevadablue100% (4)
- Adjustable Laptop Desk: Project PlanDocument6 pagesAdjustable Laptop Desk: Project PlancajemarNo ratings yet
- Casing & Compressor of Air ConditionerDocument22 pagesCasing & Compressor of Air ConditionerAbdullah Zakirin Abdul 'AzamNo ratings yet
- SCC Development, Applications and InvestigationsDocument5 pagesSCC Development, Applications and InvestigationslauravoineagNo ratings yet
- PLAXIS Tutorial ManualDocument124 pagesPLAXIS Tutorial ManualPeteris Skels100% (2)
- SchoolofLifeSciencesAdmissionOpen2021-2022Document4 pagesSchoolofLifeSciencesAdmissionOpen2021-2022Amiruddin RafiudeenNo ratings yet
- Wulf 2018Document12 pagesWulf 2018Nida iqbalNo ratings yet
- Project Management Book PDFDocument55 pagesProject Management Book PDFSerigne Mbaye Diop94% (16)
- Civilstrips Installation NotesDocument3 pagesCivilstrips Installation NotesKoeswara SofyanNo ratings yet
- HGS HSM SL 20 007 - Adjustment of Valve ClearanceDocument66 pagesHGS HSM SL 20 007 - Adjustment of Valve Clearanceajshsu5682No ratings yet
- Manufacturing Sodium Hyposulfite SolutionDocument2 pagesManufacturing Sodium Hyposulfite SolutionAravind KumarNo ratings yet
- Media Planning BasicDocument142 pagesMedia Planning BasicHanif Lakdawala100% (1)
- Gas LiftDocument35 pagesGas LiftHìnhxămNơigóckhuấtTimAnh100% (1)
- Bringing Industrial Automation Environment Into Classroom: A Didactic Three-Tank and Heat Exchanger ModuleDocument5 pagesBringing Industrial Automation Environment Into Classroom: A Didactic Three-Tank and Heat Exchanger Modulenicacio_89507470No ratings yet
- OBJECTIVES QUESTIONS RESISTIVITYDocument3 pagesOBJECTIVES QUESTIONS RESISTIVITYPankaj Kumar SinghNo ratings yet
- FinePrint pdfFactory Pro Trial Version PDF CreationDocument40 pagesFinePrint pdfFactory Pro Trial Version PDF CreationTUAN NGUYEN VANNo ratings yet
- Engineering Data (Design Manual) - EDTRAU342315-D - RXYQ-BYMDocument104 pagesEngineering Data (Design Manual) - EDTRAU342315-D - RXYQ-BYMignatiusglenNo ratings yet
- Air Car SeminarDocument24 pagesAir Car SeminarSatyajit MenonNo ratings yet
- J) Method Statement For Discharge of Stormwater and Rain WaterDocument4 pagesJ) Method Statement For Discharge of Stormwater and Rain WaterLee Tin YanNo ratings yet
- Dsi Suspa Systems Eta 07 0186 Suspa Wire Ex enDocument48 pagesDsi Suspa Systems Eta 07 0186 Suspa Wire Ex enAnonymous TxhyGfNo ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- Internal Architecture of Intel 8086, FinalDocument24 pagesInternal Architecture of Intel 8086, FinalAshek E Elahi SohanNo ratings yet
- FloEFD For Creo InstallDocument18 pagesFloEFD For Creo InstallDarko MarjanovicNo ratings yet
- Spotlight Planet Magazine UpdatedDocument32 pagesSpotlight Planet Magazine UpdatedOlla John IamBezaleel OluwafemiNo ratings yet
- How To Enable Nationality Field in IrecruitmentDocument2 pagesHow To Enable Nationality Field in IrecruitmentnhawiNo ratings yet
- Sap and ZebraDocument34 pagesSap and ZebraMohamad Nizam DikonNo ratings yet
- Post TensioningDocument13 pagesPost TensioningAbdullah AhamedNo ratings yet
- BOE-025 Consejo de EstadoDocument1 pageBOE-025 Consejo de Estado15mls23No ratings yet
- IT Act 2000 overview objectives featuresDocument3 pagesIT Act 2000 overview objectives featuresalpanshiNo ratings yet
- ITC 215: Data Structure and Algorithm Module ObjectivesDocument3 pagesITC 215: Data Structure and Algorithm Module Objectiveskarthikeyan50700HRNo ratings yet
- DYNAenergetics 2.875 PA Auto-Vent Firing Head Field Assembly ProcedureDocument7 pagesDYNAenergetics 2.875 PA Auto-Vent Firing Head Field Assembly ProceduremahsaNo ratings yet
- Knitting for Anarchists: The What, Why and How of KnittingFrom EverandKnitting for Anarchists: The What, Why and How of KnittingRating: 4 out of 5 stars4/5 (51)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- My Crocheted Closet: 22 Styles for Every Day of the WeekFrom EverandMy Crocheted Closet: 22 Styles for Every Day of the WeekRating: 4.5 out of 5 stars4.5/5 (20)
- How to Dress: Secret styling tips from a fashion insiderFrom EverandHow to Dress: Secret styling tips from a fashion insiderRating: 4 out of 5 stars4/5 (1)
- The Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewFrom EverandThe Kingdom of Prep: The Inside Story of the Rise and (Near) Fall of J.CrewRating: 4.5 out of 5 stars4.5/5 (25)
- Bulletproof Seduction: How to Be the Man That Women Really WantFrom EverandBulletproof Seduction: How to Be the Man That Women Really WantRating: 4.5 out of 5 stars4.5/5 (168)
- Crystal Basics: The Energetic, Healing, and Spiritual Power of 200 GemstonesFrom EverandCrystal Basics: The Energetic, Healing, and Spiritual Power of 200 GemstonesRating: 5 out of 5 stars5/5 (3)
- Famous Frocks: The Little Black Dress: Patterns for 20 Garment Inspired by Fashion IconsFrom EverandFamous Frocks: The Little Black Dress: Patterns for 20 Garment Inspired by Fashion IconsRating: 4 out of 5 stars4/5 (4)
- Liberated Threads: Black Women, Style, and the Global Politics of SoulFrom EverandLiberated Threads: Black Women, Style, and the Global Politics of SoulRating: 4 out of 5 stars4/5 (1)
- How Patterns Work: The Fundamental Principles of Pattern Making and Sewing in Fashion DesignFrom EverandHow Patterns Work: The Fundamental Principles of Pattern Making and Sewing in Fashion DesignRating: 4 out of 5 stars4/5 (17)
- The Basics of Corset Building: A Handbook for BeginnersFrom EverandThe Basics of Corset Building: A Handbook for BeginnersRating: 4.5 out of 5 stars4.5/5 (17)
- Playful Petals: Learn Simple, Fusible Appliqué • 18 Quilted Projects Made From PrecutsFrom EverandPlayful Petals: Learn Simple, Fusible Appliqué • 18 Quilted Projects Made From PrecutsRating: 3.5 out of 5 stars3.5/5 (3)
- Fabric Manipulation: 150 Creative Sewing TechniquesFrom EverandFabric Manipulation: 150 Creative Sewing TechniquesRating: 4.5 out of 5 stars4.5/5 (13)
- DIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!From EverandDIY Updos, Knots, & Twists: Easy, Step-by-Step Styling Instructions for 35 Hairstyles—from Inverted Fishtails to Polished Ponytails!Rating: 3.5 out of 5 stars3.5/5 (7)
- Metric Pattern Cutting for Women's WearFrom EverandMetric Pattern Cutting for Women's WearRating: 4.5 out of 5 stars4.5/5 (3)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsFrom EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsRating: 4.5 out of 5 stars4.5/5 (4)
- Necklines & Collars: A Directory of Design Details and TechniquesFrom EverandNecklines & Collars: A Directory of Design Details and TechniquesRating: 3.5 out of 5 stars3.5/5 (3)
- A Victorian Lady's Guide to Fashion and BeautyFrom EverandA Victorian Lady's Guide to Fashion and BeautyRating: 3.5 out of 5 stars3.5/5 (8)
- The Art of Perfumery, and Methods of Obtaining the Odors of Plants With Instructions for the Manufacture of Perfumes for the Handkerchief, Scented Powders, Odorous Vinegars, Dentifrices, Pomatums, Cosmetics, Perfumed Soap, Etc., to which is Added an Appendix on Preparing Artificial Fruit-Essences, Etc.From EverandThe Art of Perfumery, and Methods of Obtaining the Odors of Plants With Instructions for the Manufacture of Perfumes for the Handkerchief, Scented Powders, Odorous Vinegars, Dentifrices, Pomatums, Cosmetics, Perfumed Soap, Etc., to which is Added an Appendix on Preparing Artificial Fruit-Essences, Etc.No ratings yet
- Creative Fashion Drawing: A complete guide to design and illustration stylesFrom EverandCreative Fashion Drawing: A complete guide to design and illustration stylesRating: 4 out of 5 stars4/5 (17)