You might also like
- Unit Processes in Pharmacy: Pharmaceutical MonographsFrom EverandUnit Processes in Pharmacy: Pharmaceutical MonographsRating: 4.5 out of 5 stars4.5/5 (4)
- Compaction and CompressionDocument6 pagesCompaction and CompressionHaroon Rahim100% (1)
- Tablet and Capsule ManufacturingDocument28 pagesTablet and Capsule ManufacturingShibaprasad DandapatNo ratings yet
- MicromereticsDocument11 pagesMicromereticsAbida Noureen0% (1)
- Controlled Release DesignDocument88 pagesControlled Release DesignSoma Ranjith100% (1)
- Report On PreformulationDocument9 pagesReport On PreformulationH FaithNo ratings yet
- 6 Pharmaceutical AerosolsDocument26 pages6 Pharmaceutical Aerosolsdereje_kebebe100% (1)
- cGMP Current Good Manufacturing Practices for PharmaceuticalsFrom EverandcGMP Current Good Manufacturing Practices for PharmaceuticalsRating: 1 out of 5 stars1/5 (2)
- Techniques of SolubilizationDocument33 pagesTechniques of SolubilizationSreekanth NamaNo ratings yet
- Roller Compactor Basic Principles and Applications in PharmaceuticalsDocument3 pagesRoller Compactor Basic Principles and Applications in PharmaceuticalsTareq TareqNo ratings yet
- Assignment On CGMPDocument19 pagesAssignment On CGMPRajesh Nayak50% (2)
- Guide to Hard Gelatin Capsule ProductionDocument33 pagesGuide to Hard Gelatin Capsule Productionalay_brahmbhattNo ratings yet
- Pharmaceutical PelletsDocument3 pagesPharmaceutical PelletsMukesh TiwariNo ratings yet
- PreformulationDocument57 pagesPreformulationashpharma007100% (4)
- Tablet Technology EditedDocument42 pagesTablet Technology EditedPramod Kc100% (1)
- Tablets Quality ControlDocument18 pagesTablets Quality ControlThangabalan Than100% (2)
- Experiment No 7 MicromeriticsDocument6 pagesExperiment No 7 MicromeriticsLyka TamarayNo ratings yet
- Gastroretentive Drug Delivery SystemDocument9 pagesGastroretentive Drug Delivery SystemAtiqa AslamNo ratings yet
- CADD FinalDocument7 pagesCADD FinalsukanyaNo ratings yet
- Pharmaceutical TabletDocument44 pagesPharmaceutical TabletMurtaza Choudhary100% (4)
- Compaction & ConsolidationDocument9 pagesCompaction & ConsolidationChandrashekhar SinghNo ratings yet
- Preformulation Studies - Yadav Pooja.S.Document22 pagesPreformulation Studies - Yadav Pooja.S.Pooja Yadav100% (3)
- CompressionDocument29 pagesCompressionSri Alma100% (1)
- Capsules: Types, Manufacture and AdvantagesDocument100 pagesCapsules: Types, Manufacture and Advantagesprinceamit100% (1)
- Quality Control of Tablets Lecture 1Document15 pagesQuality Control of Tablets Lecture 1Muhammad AzeemNo ratings yet
- IPQC Tests for TabletsDocument56 pagesIPQC Tests for TabletsTony Fares FathiNo ratings yet
- USP Dissolution Apparatus 2Document8 pagesUSP Dissolution Apparatus 2Muhammad Masoom Akhtar100% (1)
- Aseptic Processing of Parenteral ProductsDocument50 pagesAseptic Processing of Parenteral ProductsHanuma KanthetiNo ratings yet
- Controlled Release Oral Drug Delivery Systems 9Document46 pagesControlled Release Oral Drug Delivery Systems 9Rahul Nair50% (2)
- Capsules PDFDocument8 pagesCapsules PDFMikaela LaoNo ratings yet
- Quality Control Tests for Parenteral PreparationsDocument23 pagesQuality Control Tests for Parenteral PreparationsChemistry UstadNo ratings yet
- Compression and Consolidation of Powder SolidsDocument40 pagesCompression and Consolidation of Powder Solidspayal_patil_4100% (3)
- Advanced Granulation TechniquesDocument38 pagesAdvanced Granulation TechniquesUsama Naushahi100% (1)
- Super DisintegrantsDocument19 pagesSuper Disintegrantsvikaskiran60No ratings yet
- Semi Solid Dosage FormDocument8 pagesSemi Solid Dosage FormSoham Das100% (1)
- Impact of Packaging Materials On Product Stability - FinalDocument54 pagesImpact of Packaging Materials On Product Stability - Finalhenrykayode4100% (1)
- Sustained-Controlled Release DDSDocument52 pagesSustained-Controlled Release DDSUsama NaushahiNo ratings yet
- Rate Controlled Drug Delivery Systems (CRDDS) - ORIGINALDocument18 pagesRate Controlled Drug Delivery Systems (CRDDS) - ORIGINALSamjith ThomasNo ratings yet
- Tablet Evaluation Parameters: Size, Shape, Strength & DissolutionDocument27 pagesTablet Evaluation Parameters: Size, Shape, Strength & DissolutionAnkush DwivediNo ratings yet
- 634581643032102500Document130 pages634581643032102500DrVenu Madhav KNo ratings yet
- Parenterals Unit IIIDocument117 pagesParenterals Unit IIIKrishna PrasadNo ratings yet
- Tablet Coating PDFDocument6 pagesTablet Coating PDFAsif Hasan Niloy100% (1)
- PelletsDocument57 pagesPelletsHely PatelNo ratings yet
- Concept of CRDDSDocument13 pagesConcept of CRDDSNirali DongaNo ratings yet
- 2 USP - OSD Quality TestsDocument6 pages2 USP - OSD Quality TestsSpectre SpectreNo ratings yet
- Quality Control of Sterile ProductsDocument10 pagesQuality Control of Sterile ProductsMuhammad Masoom AkhtarNo ratings yet
- Bio PharmaceuticsDocument48 pagesBio PharmaceuticsRajan Kashyap100% (2)
- Pharmaceutical Packaging FinalDocument78 pagesPharmaceutical Packaging Finalmonoj5859No ratings yet
- Formulation Development of Solid Dosage FormDocument23 pagesFormulation Development of Solid Dosage FormRezaul Razib100% (5)
- 2.2e Coating Formulation CalculationDocument6 pages2.2e Coating Formulation CalculationNitesh Shah100% (2)
- Preformulation NotesDocument19 pagesPreformulation NotesAnkit Arora67% (3)
- Preformulation MaterialDocument10 pagesPreformulation MaterialRajesh NayakNo ratings yet
- Lecture 2 - Disperse SystemsDocument94 pagesLecture 2 - Disperse Systemsapi-370729792% (12)
- 1a-Preformulation StudiesDocument29 pages1a-Preformulation StudiesGouri DixitNo ratings yet
- Topic 9 - SuppositoriesDocument21 pagesTopic 9 - SuppositoriesFilip IlievskiNo ratings yet
- Golf Basics - Check List For WritingDocument4 pagesGolf Basics - Check List For WritingPraanav DaNo ratings yet
- Golf Writing ChecklistDocument8 pagesGolf Writing ChecklistPraanav DaNo ratings yet
- The Intersection of Genetics and Society - "Understanding The Role of Belief Systems in Genetic Makeup"Document2 pagesThe Intersection of Genetics and Society - "Understanding The Role of Belief Systems in Genetic Makeup"Praanav DaNo ratings yet
- Calories in Apples vs. Calories in OrangesDocument2 pagesCalories in Apples vs. Calories in OrangesPraanav DaNo ratings yet
- Super Critical Liquid ChromatographyDocument16 pagesSuper Critical Liquid ChromatographyPraanav DaNo ratings yet
- Sound Acoustics One PagerDocument3 pagesSound Acoustics One PagerGreyBlackNo ratings yet
- Elastic Buckling Lab ExperimentDocument15 pagesElastic Buckling Lab Experimentprieten20006936No ratings yet
- Cambridge International Examinations: Physics 5054/11 May/June 2017Document45 pagesCambridge International Examinations: Physics 5054/11 May/June 2017Ayra MujibNo ratings yet
- ELEC201-Circuit Analysis I Lecture 4 - Rectifiers, Shunt Regulators, and Voltage LimitersDocument15 pagesELEC201-Circuit Analysis I Lecture 4 - Rectifiers, Shunt Regulators, and Voltage Limitersfelix20000000No ratings yet
- Determining Permitivity and Force Between Parallel PlatesDocument2 pagesDetermining Permitivity and Force Between Parallel PlatesTumzangwanaNo ratings yet
- Difference Between DTC and Scalar Mode PDFDocument6 pagesDifference Between DTC and Scalar Mode PDFVitali LursmanashviliNo ratings yet
- CT Burden, Knee Point Voltage, Core Saturation - Details of Current Transformer CharacteristicsDocument6 pagesCT Burden, Knee Point Voltage, Core Saturation - Details of Current Transformer Characteristicsmarkigldmm918No ratings yet
- Arihant NTA CUET UG 2022 Section 2 Domain (Science)Document445 pagesArihant NTA CUET UG 2022 Section 2 Domain (Science)Hp100% (2)
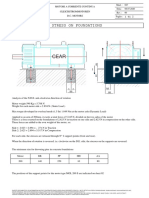
- Stress On Foundations: Motor Serie: MGL 200 SDocument2 pagesStress On Foundations: Motor Serie: MGL 200 SDavy MarceloNo ratings yet
- CBSE Class 9 Physics Worksheet - Force and Laws of MotionDocument4 pagesCBSE Class 9 Physics Worksheet - Force and Laws of Motionravi chandranNo ratings yet
- Ranger Syllabus 202Document44 pagesRanger Syllabus 202Abbhishekh PrasadNo ratings yet
- Light Triggering Thyristor For HVDC and Other Applications.Document6 pagesLight Triggering Thyristor For HVDC and Other Applications.IDESNo ratings yet
- Jhonna Marie Nikole P. Sumando - Introduction To Elastic Potential Energy, Work and Hooke's LawDocument4 pagesJhonna Marie Nikole P. Sumando - Introduction To Elastic Potential Energy, Work and Hooke's LawNikole SumandoNo ratings yet
- ELTR100 Sec1 InstructorDocument175 pagesELTR100 Sec1 InstructorVinod VijayanNo ratings yet
- Abb Disconnector Gw54 1yva000105 Reva enDocument8 pagesAbb Disconnector Gw54 1yva000105 Reva enerkamlakar2234No ratings yet
- STEP UP GENERATOR TRANSFORMERS REFERENCE LISTDocument7 pagesSTEP UP GENERATOR TRANSFORMERS REFERENCE LISTSyed Moiz NaqviNo ratings yet
- AGL 50-OMKAR Controller Parameters - Rev 0Document2 pagesAGL 50-OMKAR Controller Parameters - Rev 0mozhi selvam100% (1)
- Regulation: 2018 Formative Assessment I - May 2020 III Semester 18MC302Document2 pagesRegulation: 2018 Formative Assessment I - May 2020 III Semester 18MC302sivaeeinfoNo ratings yet
- Fluid Dynamics and Viscous FluidDocument170 pagesFluid Dynamics and Viscous FluidRahul ChhajedNo ratings yet
- RM35TF30Document96 pagesRM35TF30Hossein Jalali MoghaddamNo ratings yet
- Control of Permanent Magnet Linear Synchronous Motor in Motion Control ApplicationsDocument64 pagesControl of Permanent Magnet Linear Synchronous Motor in Motion Control ApplicationsNguyen CanhNo ratings yet
- Synopsis Final LastDocument15 pagesSynopsis Final LastImrannkhanNo ratings yet
- Earth Resistance Calculations and Soil Resistivity MeasurementsDocument27 pagesEarth Resistance Calculations and Soil Resistivity MeasurementsAnonymous FmtXlUVyMGNo ratings yet
- Most Essential Learning CompetenciesDocument8 pagesMost Essential Learning CompetenciesKaterina TagleNo ratings yet
- Supplement Schematic For The Electrical System Emcp Ii+Document4 pagesSupplement Schematic For The Electrical System Emcp Ii+Эльдар АптрахимовNo ratings yet
- PEF 2309 Fundamentos de Mecânica Das Estruturas Timoshenko, S.P.,PWS Publishing Company, 1997, Boston, USA, p.408-410, 580-583. Example 8-4Document6 pagesPEF 2309 Fundamentos de Mecânica Das Estruturas Timoshenko, S.P.,PWS Publishing Company, 1997, Boston, USA, p.408-410, 580-583. Example 8-4Jc FortNo ratings yet
- Service Manual: Stereo Power AmplifierDocument31 pagesService Manual: Stereo Power AmplifierSolak HalilNo ratings yet
- 7 Routine Tests For A Dry-Type Transformer You Should Perform During Commissioning - EEPDocument17 pages7 Routine Tests For A Dry-Type Transformer You Should Perform During Commissioning - EEPFernando CastroNo ratings yet
- Load Break SwitchDocument16 pagesLoad Break SwitchAditya Pratama VTNo ratings yet
- EasyLogic PM2000 Series - METSEPM2230Document3 pagesEasyLogic PM2000 Series - METSEPM2230Luis HuacchaNo ratings yet