You might also like
- Maintenance ManagementDocument14 pagesMaintenance Managementtarun1133No ratings yet
- Chemical Syllabus 2019Document78 pagesChemical Syllabus 2019Sushanta Kumar BeheraNo ratings yet
- Chemical Engineering DepartmentDocument56 pagesChemical Engineering DepartmentAzad pravesh khanNo ratings yet
- Training Program Laboratories Accreditation ISO 17025 2017 13012021Document4 pagesTraining Program Laboratories Accreditation ISO 17025 2017 13012021kim phaNo ratings yet
- E.H. Wachs Industrial Machine Tools PDFDocument88 pagesE.H. Wachs Industrial Machine Tools PDFWilber Ramos de la RosaNo ratings yet
- Water Management PlanDocument9 pagesWater Management Plankiller120No ratings yet
- Lab CycloneDocument19 pagesLab CycloneMuhammad IzuanNo ratings yet
- Module One AssignmentDocument4 pagesModule One Assignmentlgarman01No ratings yet
- ConTech ProfileDocument14 pagesConTech ProfileMohamed Elsayed HasanNo ratings yet
- Complete ReportDocument87 pagesComplete ReportShalihan Mustafa100% (2)
- Puteri Basement-1Document11 pagesPuteri Basement-1WaiHong OhNo ratings yet
- Schmitec ProfileDocument16 pagesSchmitec ProfileAsyrafNo ratings yet
- Digital Manometer PM 9100HA (Lutron)Document2 pagesDigital Manometer PM 9100HA (Lutron)Sunil SainiNo ratings yet
- Guidelines On NADOPOD Regulations 2004Document28 pagesGuidelines On NADOPOD Regulations 2004LuqmanAlHakimNo ratings yet
- Hazard IdentificationDocument1 pageHazard IdentificationMohamad Zakwan Zach ZakariaNo ratings yet
- Proposal Innovation Management 2020 (BAYMAX SCANNER)Document23 pagesProposal Innovation Management 2020 (BAYMAX SCANNER)Muhamad Afham RosdiNo ratings yet
- JMS-STS-PIP - JMS Latest FormatDocument2 pagesJMS-STS-PIP - JMS Latest Formatmohd as shahiddin jafriNo ratings yet
- PMS2243 OSHMTest 2 Q 22134Document4 pagesPMS2243 OSHMTest 2 Q 22134Rhmh AdilliahNo ratings yet
- JIT FullDocument6 pagesJIT FullSuguna SubramaniamNo ratings yet
- PETRONAS GuidelinesDocument50 pagesPETRONAS GuidelinesFabio Emanuele BrandaNo ratings yet
- Standards For The Competence of Rescue and Fire Fighting Service (RFFS) CAP699 PDFDocument202 pagesStandards For The Competence of Rescue and Fire Fighting Service (RFFS) CAP699 PDFCARLOS ORTIZNo ratings yet
- Industrial Hygiene - Hazard Control Ventilation RequirementsDocument3 pagesIndustrial Hygiene - Hazard Control Ventilation Requirementsh_mahdiNo ratings yet
- MOEM Company Profile - DOSHDocument7 pagesMOEM Company Profile - DOSHPHH9834No ratings yet
- Hydroelectric Project PaperDocument36 pagesHydroelectric Project PaperNantha Kumar MurugaiyanNo ratings yet
- Explosive Safety PR89POGC001Document10 pagesExplosive Safety PR89POGC001Nizar KhalidNo ratings yet
- Nigeria Factories Act, 1987Document56 pagesNigeria Factories Act, 1987Ethelbert AkwuruahaNo ratings yet
- Preventive MaintenanceDocument15 pagesPreventive MaintenanceAnwaar Sharif 864-FET/BSME/F19100% (1)
- PTW & SCPD Survey Mentimeter: ©petroliam Nasional Berhad (PETRONAS) 2018Document3 pagesPTW & SCPD Survey Mentimeter: ©petroliam Nasional Berhad (PETRONAS) 2018EnaCicaaaNo ratings yet
- Ogp Risk Assessment Data DirectoryDocument26 pagesOgp Risk Assessment Data Directoryandrew_chen5758No ratings yet
- FYP Planner P1P2Document3 pagesFYP Planner P1P2Roxas Chan100% (1)
- Method Statement For Ultrasonic Testing: DCSM Project 2019Document5 pagesMethod Statement For Ultrasonic Testing: DCSM Project 2019Thinh NguyenNo ratings yet
- Subject: Production and Operations Management Unit 5: Maintenance and Waste ManagementDocument19 pagesSubject: Production and Operations Management Unit 5: Maintenance and Waste ManagementAnonymous yL88Jj100% (1)
- Petroleum Development Oman: P.O. Box: 81, Muscat Postal Code: 118 Sultanate of OmanDocument51 pagesPetroleum Development Oman: P.O. Box: 81, Muscat Postal Code: 118 Sultanate of OmanJose Angelo JunioNo ratings yet
- Osha - Real PunyaDocument12 pagesOsha - Real PunyaIman Hifni Campro Gtuned RacingNo ratings yet
- Integrated Management Systems ManualDocument26 pagesIntegrated Management Systems Manualdas_joydeb100% (1)
- Ethics Assignment 2Document6 pagesEthics Assignment 2afnan_lion94100% (1)
- Question Test 2 Oshm Aug 2021Document3 pagesQuestion Test 2 Oshm Aug 2021Syamala 29No ratings yet
- The Manufacturing Sector in Malaysia PDFDocument17 pagesThe Manufacturing Sector in Malaysia PDFNazirah Abdul RohmanNo ratings yet
- Pneumatic SystemDocument28 pagesPneumatic SystemMohd FazillNo ratings yet
- PC01040102 0316 en Viking ProductCatalogue Gas VSN200Document120 pagesPC01040102 0316 en Viking ProductCatalogue Gas VSN200ioan cristian cotorobaiNo ratings yet
- Literature Review On Design & Fabrication of Oil Measuring & Despensing MachineDocument2 pagesLiterature Review On Design & Fabrication of Oil Measuring & Despensing MachineIJIRSTNo ratings yet
- Environmental Aspect Impact Worksheet - Attachment XVDocument1 pageEnvironmental Aspect Impact Worksheet - Attachment XVFaiqah AzmirNo ratings yet
- PR09 Non-Conformity Procedure VersionDocument3 pagesPR09 Non-Conformity Procedure VersionAli KayaNo ratings yet
- Case Study MMDocument3 pagesCase Study MMayam0% (1)
- CSB ReportDocument13 pagesCSB ReportKarim FigoNo ratings yet
- QHSEP 08 Chanage ManagementDocument4 pagesQHSEP 08 Chanage ManagementKhalid El MasryNo ratings yet
- Fma (Lead) Regulations 1984Document41 pagesFma (Lead) Regulations 1984Zaza Ezyta100% (1)
- Guideline No1 Secured (SARAWAK SEPTIC TANK GUIDE) PDFDocument36 pagesGuideline No1 Secured (SARAWAK SEPTIC TANK GUIDE) PDFPipi KNo ratings yet
- Gas Breakthrough Control GBCDocument1 pageGas Breakthrough Control GBCamjath584No ratings yet
- Fawley 2011 PDFDocument14 pagesFawley 2011 PDFPedro JoséNo ratings yet
- JSA For Hydrojetting (Gun With Rigid Lance) at Jetting YardDocument23 pagesJSA For Hydrojetting (Gun With Rigid Lance) at Jetting YardSHAH NAWAZ SAEEDNo ratings yet
- RCFA Mar'19Document9 pagesRCFA Mar'19T ThirumuruganNo ratings yet
- SIP Presentation 17599 NurhakimahDocument24 pagesSIP Presentation 17599 NurhakimahSyazana RosliNo ratings yet
- Global Milling Advances August 2013 IssueDocument20 pagesGlobal Milling Advances August 2013 IssueGlobal Milling AdvancesNo ratings yet
- TPM 2Document54 pagesTPM 2TIAGO COSTANo ratings yet
- Introduction of MaintenanceDocument35 pagesIntroduction of Maintenanceekhwan82100% (1)
- Reliablity AssignmentDocument9 pagesReliablity AssignmentnoobNo ratings yet
- Standard Training Module (STM) : Mechanical MaintenanceDocument19 pagesStandard Training Module (STM) : Mechanical Maintenanceuday245No ratings yet
- Focus On Teaching - Jim KnightDocument213 pagesFocus On Teaching - Jim KnightFernando TeixeiraNo ratings yet
- Propositional LogicDocument41 pagesPropositional LogicMuneeb Javaid100% (1)
- Application Bright Ideas Education Grant Program For TeachersDocument6 pagesApplication Bright Ideas Education Grant Program For Teachersapi-320983699No ratings yet
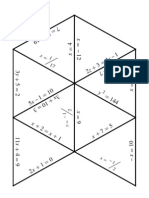
- Algebra1 Review PuzzleDocument3 pagesAlgebra1 Review PuzzleNicholas Yates100% (1)
- Making Women's Medicine Masculine: OxpordDocument17 pagesMaking Women's Medicine Masculine: OxpordAdolfo Baqueiro100% (1)
- B1.10 Exchanging MaterialsDocument4 pagesB1.10 Exchanging MaterialsYevonNo ratings yet
- Avinash Uttareshwar MeherDocument6 pagesAvinash Uttareshwar MeheravinashNo ratings yet
- (Ebook) Reliability and Risk Issues in Large Scale Safety-Critical Digital Control Systems, Springer 2009Document314 pages(Ebook) Reliability and Risk Issues in Large Scale Safety-Critical Digital Control Systems, Springer 2009Lake HouseNo ratings yet
- BFISDocument1 pageBFISEverestNo ratings yet
- ENGG 3150 Engineering Biomechanics Lab Guide 2006: University of Guelph School of EngineeringDocument13 pagesENGG 3150 Engineering Biomechanics Lab Guide 2006: University of Guelph School of Engineeringالقداري القداريNo ratings yet
- Alderamin On The Sky - Volume 7Document311 pagesAlderamin On The Sky - Volume 7Pedro SilvaNo ratings yet
- The Research Problem: The Key Steps in Choosing A TopicDocument5 pagesThe Research Problem: The Key Steps in Choosing A TopicJoachim San JuanNo ratings yet
- How The Audiences Feel Closer and Connected To Their Culture With StorytellingDocument7 pagesHow The Audiences Feel Closer and Connected To Their Culture With Storytellingmarcelo quezadaNo ratings yet
- TCS3400 DS000411 4-00Document34 pagesTCS3400 DS000411 4-00Miguel_Angel92No ratings yet
- Module 3: Literature Review and CitationDocument3 pagesModule 3: Literature Review and CitationLysss EpssssNo ratings yet
- ENGLISH TOEFL Structure (3rd Exercise)Document5 pagesENGLISH TOEFL Structure (3rd Exercise)susannnnnnNo ratings yet
- NIELIT Recruitment For Scientist and Technical Assistants 2017 Official NotificationDocument6 pagesNIELIT Recruitment For Scientist and Technical Assistants 2017 Official NotificationKshitija100% (1)
- Budget of Work Inquiries Investigations and Immersion 19 20Document1 pageBudget of Work Inquiries Investigations and Immersion 19 20alma florNo ratings yet
- Century Vemap PDFDocument5 pagesCentury Vemap PDFMaster MirrorNo ratings yet
- ResumeDocument3 pagesResumeSaharsh MaheshwariNo ratings yet
- Basic Electrical Safety Module 1Document39 pagesBasic Electrical Safety Module 1malawi200No ratings yet
- Lab Report 1Document23 pagesLab Report 1hadri arif0% (1)
- ICorr CED CT01 InspectionAndTestingOfCoatings Issue1-2Document13 pagesICorr CED CT01 InspectionAndTestingOfCoatings Issue1-2AlineMeirelesNo ratings yet
- صيانة المولدات و المحولات الكهربائيهDocument15 pagesصيانة المولدات و المحولات الكهربائيهMostafa AllamNo ratings yet
- Studi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoDocument9 pagesStudi Tentang Pelayanan Terhadap Kapal Perikanan Di Pelabuhan Perikanan Pantai (PPP) Tumumpa Kota ManadoAri WibowoNo ratings yet
- Of Personality Traits of Only and Sibling School Children in BeijingDocument14 pagesOf Personality Traits of Only and Sibling School Children in BeijingMuhammad Hamza AsgharNo ratings yet
- THE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFDocument3 pagesTHE INDIAN NAVY - Artificer Apprentice & Senior Secondary Recruit PDFUjjwalNo ratings yet
- INT PL 2020 Web 01-20 PDFDocument320 pagesINT PL 2020 Web 01-20 PDFAndriana Vilijencova100% (1)
- Analytical Chemistry (CHM111) Laboratory ManualDocument73 pagesAnalytical Chemistry (CHM111) Laboratory ManualKatrina BucudNo ratings yet
- (AB-ANI) Program SpecificationDocument8 pages(AB-ANI) Program SpecificationMycah EvangelistaNo ratings yet