You might also like
- Chutes Design PDFDocument11 pagesChutes Design PDFWaris La Joi Wakatobi100% (1)
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- Presentation On Transfer Chute (IKC) PDFDocument53 pagesPresentation On Transfer Chute (IKC) PDFidey100% (2)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- Helix Delta T-5 - HelpDocument274 pagesHelix Delta T-5 - Helpgkforoghan100% (1)
- Hood and Spoon Inertial Flow Belt Conveyor Transfer SystemsDocument26 pagesHood and Spoon Inertial Flow Belt Conveyor Transfer SystemsJaco KotzeNo ratings yet
- MODERN PIPE CONVEYORS FOR COAL AND ASH TRANSPORTDocument12 pagesMODERN PIPE CONVEYORS FOR COAL AND ASH TRANSPORTIgor San Martín Peñaloza0% (1)
- Extract From The Book Belt FeederDocument93 pagesExtract From The Book Belt FeederPushp Dutt100% (1)
- Chapter 4 belt capacities and speedsDocument1 pageChapter 4 belt capacities and speedsachmatNo ratings yet
- Pipe Conveyors: Optimal Solutions For Specialised HandlingDocument6 pagesPipe Conveyors: Optimal Solutions For Specialised Handlingneeshakothari31No ratings yet
- Bulk Solids Feeder DesignDocument39 pagesBulk Solids Feeder Designmaran.suguNo ratings yet
- Modern Technological Developments in The Storage and Handling of Bulk Solids - EditDocument26 pagesModern Technological Developments in The Storage and Handling of Bulk Solids - Editpavan317No ratings yet
- Belt Feeder Starting Load AnalysisDocument4 pagesBelt Feeder Starting Load AnalysisJakes100% (1)
- Vibrating FeederDocument7 pagesVibrating FeederRk Upadhyay100% (1)
- Design and Application of FeedersDocument51 pagesDesign and Application of Feedersretrospect1000No ratings yet
- Optimizing Screw ConveyorDocument6 pagesOptimizing Screw ConveyorChem.Engg100% (1)
- Conveyor Idler Standards ExplainedDocument10 pagesConveyor Idler Standards ExplainedObiwan1483100% (1)
- Tracking FDA 0105Document21 pagesTracking FDA 0105최문섭No ratings yet
- Japan Pipe Belt Conveyor Sy...Document7 pagesJapan Pipe Belt Conveyor Sy...salkan_rahmanovic810No ratings yet
- Belt Conveyor Seminar OverviewDocument20 pagesBelt Conveyor Seminar OverviewWalther LaricoNo ratings yet
- Belt Conveyor Dynamic AnalysisDocument3 pagesBelt Conveyor Dynamic AnalysisAmit BhaduriNo ratings yet
- Conveyor ChainsDocument184 pagesConveyor ChainsAchinNo ratings yet
- Beumer Overland Belt Conveyor enDocument16 pagesBeumer Overland Belt Conveyor enIgor San Martín PeñalozaNo ratings yet
- Design, Fabrication and Testing of A Low Headroom Conveyor Transfer ChuteDocument132 pagesDesign, Fabrication and Testing of A Low Headroom Conveyor Transfer ChuteJakesNo ratings yet
- Pipe Conveyor SystemDocument6 pagesPipe Conveyor Systemsurajit81100% (2)
- Various Angle Used in Conveyor Belt DesignDocument11 pagesVarious Angle Used in Conveyor Belt DesignprashantNo ratings yet
- Transfer Chute For Bulk MaterialDocument131 pagesTransfer Chute For Bulk Materialmishra_1982100% (8)
- Formula calculates conveyor belt transition distanceDocument8 pagesFormula calculates conveyor belt transition distanceRajaram JayaramanNo ratings yet
- Selecting A Conveyor DriveDocument7 pagesSelecting A Conveyor Drivegopi_ggg20016099No ratings yet
- Flow of Bulk Solids in Chute Design PDFDocument11 pagesFlow of Bulk Solids in Chute Design PDFluiasnadradeNo ratings yet
- CEMA GuidelinesDocument2 pagesCEMA GuidelinesasnandyNo ratings yet
- Conveyor Belt EquationsDocument6 pagesConveyor Belt EquationsWaris La Joi WakatobiNo ratings yet
- I Feeder Application Design CalculationsDocument2 pagesI Feeder Application Design Calculationsarsaniose100% (1)
- VFD Selection Guide for Screw FeedersDocument6 pagesVFD Selection Guide for Screw FeedersAndrea Fabiana Blaschi0% (1)
- Beltwall: Corrugated Sidewall BeltingDocument8 pagesBeltwall: Corrugated Sidewall Beltingcanito73No ratings yet
- Rational Design of Conveyor ChutesDocument7 pagesRational Design of Conveyor ChutesarsanioseNo ratings yet
- Redesign of a Tata Steel transfer chute to reduce dust liberationDocument85 pagesRedesign of a Tata Steel transfer chute to reduce dust liberationsergio71No ratings yet
- Type of Failure in Conveyor SystemDocument13 pagesType of Failure in Conveyor Systemzainonayra100% (2)
- Sole PlatesDocument12 pagesSole Platesjonodo89No ratings yet
- Sidewinder ManualDocument245 pagesSidewinder ManualkukstrongNo ratings yet
- Heavy Duty Apron Feeder PDFDocument2 pagesHeavy Duty Apron Feeder PDFNova HeriNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- The Evolution of the Pipe-ConveyorDocument9 pagesThe Evolution of the Pipe-ConveyorJohnjun ChenNo ratings yet
- Belt Bucket Elevator DesignDocument14 pagesBelt Bucket Elevator Designking100% (1)
- Belt Cleaner HandbookDocument40 pagesBelt Cleaner Handbooklinmar7071100% (1)
- Chute Design Considerations For Feeding and TransferDocument19 pagesChute Design Considerations For Feeding and TransferovunctezerNo ratings yet
- Stacker ReclaimerDocument16 pagesStacker ReclaimerThiru MalpathiNo ratings yet
- Conveyor Chain Design GuideDocument64 pagesConveyor Chain Design GuideAtacomaNo ratings yet
- Belt Feeder Properly DesignedDocument2 pagesBelt Feeder Properly DesignedCarlos Ediver Arias Restrepo100% (1)
- Foundations of Safe Bulk-Materials Handling: Section 1Document73 pagesFoundations of Safe Bulk-Materials Handling: Section 1Nico JeriaNo ratings yet
- Tracking Belt Misalignment with Crown PulleysDocument75 pagesTracking Belt Misalignment with Crown PulleysSreenivasulu TalariNo ratings yet
- Design Optimization For Modification of Trough Belt Conveyor To Reduce Material Spillage Used in Clinker Transport in Cement PlantDocument11 pagesDesign Optimization For Modification of Trough Belt Conveyor To Reduce Material Spillage Used in Clinker Transport in Cement PlantBob AntunesNo ratings yet
- Troughed Belt ConveyorsDocument18 pagesTroughed Belt Conveyorsjyoti ranjan nayak75% (4)
- Rex High Performance Chain Bucket Elevator ManualDocument170 pagesRex High Performance Chain Bucket Elevator ManualJohnNo ratings yet
- Kinds of Conveyor Belts Pipe Conveyor Belt Conveyo 5ad270867f8b9acc4a8b4583Document19 pagesKinds of Conveyor Belts Pipe Conveyor Belt Conveyo 5ad270867f8b9acc4a8b4583nicolasNo ratings yet
- Handling of Bulk Solids: Theory and PracticeFrom EverandHandling of Bulk Solids: Theory and PracticeRating: 4.5 out of 5 stars4.5/5 (5)
- Chute Design and Problems-Causes and SolutionDocument19 pagesChute Design and Problems-Causes and SolutionThakaneNo ratings yet
- Examples of Good and Bad Chute DesignDocument7 pagesExamples of Good and Bad Chute DesignAmit BhaduriNo ratings yet
- LAB LESSON 2 Types of AggregatesDocument5 pagesLAB LESSON 2 Types of AggregatesajaytrixNo ratings yet
- Caution: Hemically Lackening RassDocument21 pagesCaution: Hemically Lackening RassHarry Herdiana AgustianNo ratings yet
- False ceiling materials and usesDocument17 pagesFalse ceiling materials and usesAshuthosh MurulyaNo ratings yet
- Hoja Datos Danfoso TermostotaosDocument2 pagesHoja Datos Danfoso TermostotaosAlex Lopez0% (1)
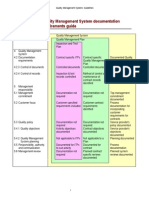
- Qms Guidelines Appendix A 0Document3 pagesQms Guidelines Appendix A 0BranErikNo ratings yet
- Teamcenter Implementation by FaithPLM SolutionsDocument27 pagesTeamcenter Implementation by FaithPLM SolutionsKumar SNo ratings yet
- Bme 1 and 2Document9 pagesBme 1 and 2Unnecessary BuyingNo ratings yet
- Avon Sb122 - Gas Generator Lubricating Oil SpecificationDocument9 pagesAvon Sb122 - Gas Generator Lubricating Oil Specificationpeach5No ratings yet
- MD - Sharif CVDocument3 pagesMD - Sharif CVsharifmunna20022469No ratings yet
- Halene P Technical Data Sheet for Polypropylene Homopolymer F110Document1 pageHalene P Technical Data Sheet for Polypropylene Homopolymer F110Dharmendrasinh ZalaNo ratings yet
- Harga Barang PembinaanDocument212 pagesHarga Barang PembinaanMark Flowers91% (11)
- 3 A Sanitary Standards Quick Reference GuideDocument98 pages3 A Sanitary Standards Quick Reference GuideLorettaMayNo ratings yet
- Customer Supplier RelationshipDocument9 pagesCustomer Supplier RelationshipBenNo ratings yet
- Process PlanningDocument41 pagesProcess PlanningUsmanGhaniNo ratings yet
- Muscat OverseasDocument5 pagesMuscat Overseasamjath584No ratings yet
- Consumibles PDFDocument36 pagesConsumibles PDFRepresentaciones y Distribuciones FALNo ratings yet
- Laser Cladding Metal BondingDocument4 pagesLaser Cladding Metal Bondingcal2_uniNo ratings yet
- Metal Coating Processes GuideDocument9 pagesMetal Coating Processes GuideIrfan IslamyNo ratings yet
- Ti e Protegol 130 HT Nov 07Document3 pagesTi e Protegol 130 HT Nov 07A MahmoodNo ratings yet
- Pap 187Document9 pagesPap 187fkarimz862467No ratings yet
- Masina de Spalat Samsung Silver NanoDocument24 pagesMasina de Spalat Samsung Silver Nanoromeo1966No ratings yet
- Rizwan Ali Mechanical Engineer ResumeDocument2 pagesRizwan Ali Mechanical Engineer Resumemessi107100% (1)
- Assessment of Key Performance Indicators in Project Quality Plan For Construction ProjectDocument6 pagesAssessment of Key Performance Indicators in Project Quality Plan For Construction ProjectGRD JournalsNo ratings yet
- Gyproc HabitoDocument3 pagesGyproc HabitoumaNo ratings yet
- Stainless Steel 304 PipesDocument6 pagesStainless Steel 304 PipesVikas ShahNo ratings yet
- Siempelkamp Ringwalze enDocument4 pagesSiempelkamp Ringwalze enRia DevitasariNo ratings yet
- M - M & M S & P D30: Sampling and Specimens 1Document4 pagesM - M & M S & P D30: Sampling and Specimens 1Anonymous lzxpjxNo ratings yet
- Asme Section IxDocument47 pagesAsme Section Ixمحمودالوصيف100% (8)
- Granule Bitum PDFDocument2 pagesGranule Bitum PDFvranceanu.ovidiu-1No ratings yet
- Co CreationDocument9 pagesCo CreationManas DasNo ratings yet
- Fosroc Fibreboard Jun06Document2 pagesFosroc Fibreboard Jun06robzanaNo ratings yet