Professional Documents
Culture Documents
Minor Project
Uploaded by
Raghunandan SinghOriginal Description:
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Minor Project
Uploaded by
Raghunandan SinghCopyright:
Available Formats
MAM1MAMANIT
4/11/2011
MANIT Bhopal
To Study the Welding of Austenite Steel
(Minor Project)
(Department of Material Science and Metallurgical Engineering)
TO STUDY THE WELDING OF AUSTENITE STEEL
MAULANA AZAD NATIONAL INSTITUTE OF TECHNOLOGY, BHOPAL
Department of Material Science and Metallurgical Engineering Minor Project Report
TO STUDY THE WELDING OF AUSTENITE STEEL
Project Guide: Prof. K.K.S Gautham
Submitted by: Raghunandan Singh (081101170)
Page 2
TO STUDY THE WELDING OF AUSTENITE STEEL
Sandeep Dhama
(081101140)
Students Declaration
This is to certify that Mr. Raghunandan singh (081101170) and Mr. Sandeep
Dhama (081101140), has worked under my supervision, is a record of confide
work carried to prepare this project report entitled Study of stainless steel weld. The work embodied in this report is original and was conducted at Department of MSME, MANIT, in partial fulfilment of the required for the award of the degree of B.Tech.
Prof. K.K.S Gautam (Project Guide) Dept of Material Science and Metallurgical Engineering MANIT Bhopal
Page 3
TO STUDY THE WELDING OF AUSTENITE STEEL
Acknowledgement
It is our privilege to express our sincerest regards to our project guide, Prof. K.K.S.Gautam, for their valuable inputs, able guidance, encouragement, whole-hearted cooperation and constructive criticism throughout the duration of our project. We deeply express our sincere thanks to our Head of Department Dr. H.K. Khaira for encouraging and allowing us to present the project on the topic TO STUDY THE WELDING OF AUSTENITE STEEL at our department premises for the partial fulfilment of the requirements leading to the award of B.Tech degree. We take this opportunity to thank all our lecturers who have directly or indirectly helped our project. We pay our respects and love to our parents and all other family members and friends for their love and encouragement throughout our career. Last but not the least we express our thanks to our friends for their cooperation and support.
Raghunandan Singh
Sandeep Dhama
Page 4
TO STUDY THE WELDING OF AUSTENITE STEEL
Abstract
Solidification cracking is a significant problem during the welding of austenitic stainless steels, particularly in fully austenitic and stabilized compositions. Hot cracking in stainless steel welds is caused by low-melting eutectics containing impurities such as S, P and alloy elements such as Ti, Nb. The WRC-92 diagram can be used as a general guide to maintain a desirable solidication mode during welding. Nitrogen has complex effects on weld-metal microstructure and cracking. In stabilized stainless steels, Ti and Nb react with S, N and C to form low-melting eutectics. Nitrogen picked up during welding signicantly enhances cracking, which is reduced by minimizing the ratio of Ti or Nb to that of C and N present. Total crack length (TCL), used extensively in hot cracking assessment, exhibits greater variability due to extraneous factors as compared to BTR. In austenitic stainless steels, segregation plays an overwhelming role in determining cracking susceptibility. In this project we have taken austenite stainless steel because of its advantages over the other like, higher corrosion resistance, on straining both toughness and hardness increased. Because of its high toughness and strength it is employed in boilers, where the high temperatures and pressures are employed. Also as austenite steel cannot be heat treated so its properties do not change at higher temperatures, so very useful in high temperature working machines like, engines, cutting tools, etc. In this project first we have studied about the stainless steel and particularly about the austenite stainless steel, its structure, Weldability, properties, type of welding can be employed, etc. And then we will taken two plates and welded them by oxy-acetylene welding and then studied them and identifying different types of deformities and try to remove them through suitable means.
Page 5
TO STUDY THE WELDING OF AUSTENITE STEEL
Contents
1. Introduction 2. Literature Review a. Stainless steel
i. Types of stainless steel ii. Metallurgy of welding stainless steel iii. Types of welding used for steel iv. Selecting shielding gases for welding v. Selection of consumable electrode
b. Austenite steel
i. Microstructure of Austenite steel ii. Properties iii. Uses of austenite steel iv. Weldability v. Calculating the Weldability of steel vi. Types of welding commonly employed
(1) (2) (3) (4) (5) Oxy Acetylene Welding Resistance welding Shielded Metal Arc Welding Inert Gas Metal Arc Welding Gas Tungsten Arc Welding GTAW (6) Submerged Arc Welding
vii.Solidification cracking and hot cracking viii. Defects and their remedies
3. Conclusions 4. Suggestions for further work 5. References
Page 6
TO STUDY THE WELDING OF AUSTENITE STEEL
Introduction
Austenitic stainless steels, particularly those that contain no ferrite, are susceptible to hot cracking during welding. Hot cracking or hot tearing has been investigated in castings (Pellini 1952) and welds (Medovar 1954) for several decades. Hot cracking refers to cracking that occurs during welding, casting or hot working at temperatures close to the melting point of the material. The cracking is known to occur both above the liquation temperature known as supersolidus cracking (Borland 1960) and in the solid state, called subsolidus cracking. The various types of hot cracks encountered in stainless steel weldments have been classied by Hemsworth et al (1969). Supersolidus cracking may manifest as solidication cracking, occurring in the presence of a liquid phase in the fusion zone, or as liquation cracking in the heat-affected zone (HAZ) where it is accompanied by grain-boundary melting. Solidication cracking in the weld metal is considered the most deleterious and is more widely observed than the Although much research experience exists on the nature of hot cracking in stainless steels and various measures required for minimising it, complete understanding of the phenomenon is still lacking. Further, new materials are continuously being developed for various applications such as power systems, nuclear, chemical and petrochemical industries, driven by requirements of higher operating temperatures and lifetimes (Maziasz 1989). The material design criteria for these systems may vary from thermal stability, and resistance to enhanced creep under irradiation and corrosion resistance in various media. Thus, these materials may not be designed primarily to be weldable and there is a continuing need to solve welding problems in their fabrication. Austenitic stainless steels of the AISI 300 series of stainless steels usually solidify during welding as a mixture of austenite and ferrite. The ferrite almost fully transforms to austenite on cooling, but there could be retention of a few percent of ferrite in the weld metal. The association of ferrite with cracking resistance in stainless steel welds is quite old. As early as 1938, Scherer et al (1941) led a patent, which claimed that crackresistant weld deposits could be produced if the composition is adjusted to result in 535% ferrite in the completed weld. Since then, the problem of cracking in the weld metal can be considered as virtually eliminated in cases where ferrite
Page 7
TO STUDY THE WELDING OF AUSTENITE STEEL
can be retained in the weld. Nevertheless, solidication cracking continues to cause concern in fully austenitic stainless steels, when ferrite is restricted and when composition adjustments during welding are not possible. The addition of elements like phosphorus and boron can result in improved irradiation stability and creep properties (Maziasz 1989) and a minimum content of phosphorus is specied on this account. However, impurity elements such as sulphur and phosphorus, and minor alloy elements such as boron, silicon, titanium and niobium promote hot cracking, particularly in fully austenitic steels (Hull 1960). Nitrogen-added stainless steels exhibit several unique characteristics such as superior strength at ambient as well as high temperatures, excellent corrosion resistance in various media and are candidate materials to replace other more expensive materials. Weldability of type 316LN steels has not been fully investigated and the service record of welding consumables is not currently established. Here, the major consideration is the role of nitrogen in the base metal and consumables during welding. Nitrogen has been reported to increase cracking in primary ferritic-solidifying compositions, but in fully austenitic steels a benecial effect is reported. Effects of nitrogen on microstructure and cracking behaviour appear to be complex and the mechanisms thereof are not completely understood. Development of reliable testing methods for reproducible quantitative information on hot cracking susceptibility has been continuing since the 1950s. The varestraint test (Savage & Lundin 1965) and its modications have been used in a large number of studies on hot cracking susceptibility of materials. The varestraint tests provide several quantitative parameters that have been used for Weldability comparisons and process and alloy development (Lundin et al 1982). The compositional requirements for fabrication and service properties may be in opposition, and optimal levels must be found for satisfactory Weldability. Optimisation of composition based on Weldability considerations would require standardised tests and assessment criteria to be evolved. The purpose of this review is to examine the current understanding of solidication cracking in austenitic stainless steels with particular emphasis on nitrogen-alloyed and stabilized stainless steels.
Page 8
TO STUDY THE WELDING OF AUSTENITE STEEL
Literature review Stainless Steel
In 1913, English metallurgist Harry Brearly, working on a project to improve rifle barrels, accidentally discovered that adding chromium to low carbon steel gives it stain resistance. In addition to iron, carbon, and chromium, modern stainless steel may also contain other elements, such as nickel, niobium, molybdenum, and titanium. Nickel, molybdenum, niobium, and chromium enhance the corrosion resistance of stainless steel. It is the addition of a minimum of 12% chromium to the steel that makes it resist rust, or stain less than other types of steel. The chromium in the steel combines with oxygen in the atmosphere to form a thin, invisible layer of chrome-containing oxide, called the passive film. The sizes of chromium atoms and their oxides are similar, so they pack neatly together on the surface of the metal, forming a stable layer only a few atoms thick. If the metal is cut or scratched and the passive film is disrupted, more oxide will quickly form and recover the exposed surface, protecting it from oxidative corrosion. (Iron, on the other hand, rusts quickly because atomic iron is much smaller than its oxide, so the oxide forms a loose rather than tightly-packed layer and flakes away.) The passive film requires oxygen to self-repair, so stainless steels have poor corrosion resistance in low-oxygen and poor circulation environments. In seawater, chlorides from the salt will attack and destroy the passive film more quickly than it can be repaired in a low oxygen environment.
Types of Stainless Steel
The three main types of stainless steels are austenitic, ferritic, and martensitic. These three types of steels are identified by their microstructure or predominant crystal phase. Austenitic: Austenitic steels have austenite as their primary phase (face centered cubic crystal). These are alloys containing chromium and nickel (sometimes manganese and nitrogen), structured around the Type 302
Page 9
TO STUDY THE WELDING OF AUSTENITE STEEL
composition of iron, 18% chromium, and 8% nickel. Austenitic steels are not hardenable by heat treatment. The most familiar stainless steel is probably Type 304, sometimes called T304 or simply 304. Type 304 surgical stainless steel is austenitic steel containing 18-20% chromium and 8-10% nickel. Ferritic: Ferritic steels have ferrite (body centered cubic crystal) as their main phase. These steels contain iron and chromium, based on the Type 430 composition of 17% chromium. Ferritic steel is less ductile than austenitic steel and is not hardenable by heat treatment. Martensitic: The characteristic orthorhombic martensite microstructure was first observed by German microscopist Adolf Martens around 1890. Martensitic steels are low carbon steels built around the Type 410 composition of iron, 12% chromium, and 0.12% carbon. They may be tempered and hardened. Martensite gives steel great hardness, but it also reduces its toughness and makes it brittle, so few steels are fully hardened. There are also other grades of stainless steels, such as precipitation-hardened, duplex, and cast stainless steels. Stainless steel can be produced in a variety of finishes and textures and can be tinted over a broad spectrum of colors.
Type of Welding for Stainless steel: Gas Tungsten Arc Welding GTAW
Gas tungsten arc welding can be applied to all weldable stainless steels, in both the wrought and cast forms, to clad products, such as stainless clad carbon steel and to dissimilar stainless alloys. Since the filler metal does not form the arc with the job, it does not undergo significant alteration in the composition. Inert gas shielding eliminates the hazard of gas metal reactions. No slag metal reaction and no slag inclusions are there because flux is not employed in GTAW.
Inert Gas Metal Arc Welding
Inert gas metal arc process is very well suited for welding austenitic stainless steels. Continuously fed electrode avoids interruptions in welding and the use of shielding gas instead of a flux eliminates the need for slag removal and
Page 10
TO STUDY THE WELDING OF AUSTENITE STEEL
enables the operator to watch the welding operation. However, when it is compared to shielded metal arc welding, the equipment costs more and is less portable and gas metal arc operations must be shielded from drafts. Gas metal arc welding is used in the fabrication of stainless steel tanks and pressure vessels. In gas metal arc welding the electrode wire is supplied on spools or reels. The electrode metal contains all the alloying elements required in the weld metal.
Oxy Acetylene Welding
The most suitable processes for welding stainless steel are those that produce a rapid localized heat. Since gas welding generally heats rather slowly and does not confine the heat to a narrow zone, it is not particularly suitable for welding austenitic stainless steels. However, oxy acetylene welding can be employed to some extent to weld materials less than about 3 mm thick. Since gas welding cannot/be carried out as fast as arc welding, there is a greater liability to warping. Distortion may be minimized by reducing the size of the flame. Nozzle tip one, or two sizes smaller than that used for ordinary steel with neutral just slightly reducing flame is employed for welding austenitic stainless steels.
Resistance Welding
Austenitic stainless steels are successfully resistance welded by spot, seam and projection methods. Generally the weld time and current are less than those used for welding carbon steel, but electrode force is usually greater. Since appreciable formation of intergranular carbide is not likely to occur in resistance welds during the short weld times used for most resistance welding applications, therefore, spot, seam and projection welds in austenitic stainless steel have high corrosion resistance in most atmospheric conditions.
Submerged Arc Welding
Submerged arc welding is characterized by high deposition rates and high welding speeds, which result in good economy. However, the principal disadvantage of the process is its inflexibility. Weld deposits which are free from frequent starts and stops and uniform as to width and composition show excellent resistance to corrosion.
Page 11
TO STUDY THE WELDING OF AUSTENITE STEEL
Shielded Metal Arc Welding
Shielded metal arc welding is probably the most widely used process for stainless steels. Its principal advantage is flexibility. The disadvantages, however, are 1. 2. 3. 4. The slag blanket constitutes a potential source of inclusions. Visibility during welding is impaired by slag. The process is not adaptable to very thin sections. Electrodes are sensitive to moisture pick up.
Selecting shielding gases for welding stainless steel:
The choice of shielding gas has significant influence on the following factors: 1. Shielding Efficiency (controlled shielding gas atmosphere) 2. Metallurgy, Mechanical Properties (Loss of alloying elements, pickup of atmosphere gases) 3. Corrosion Resistance (Loss of alloying elements, pickup of atmosphere gases, surface oxidation) 4. Weld Geometry (Bead and penetration profiles) 5. Surface Appearance (Oxidation, spatters) 6. Arc Stability and Ignition 7. Metal Transfer (if any) 8. Environment (Emission of fumes and gases)
Selection of electrode for steel:
Electrode Selection Several factors are critical when you choose an electrode for welding. The welding position is particularly significant. Table 7-2 shows the recommended electric-arc welding. The first two digits in the symbol designate the minimum allowable tensile strength in thousands of pounds per square inch of the deposited weld metal. For example, the 60-series electrodes have a minimum tensile strength of 60,000 pounds per square inch, while the 70-series electrodes have strength of 70,000 pounds per square inch. The third digit of the symbol indicates the joint position for which the electrode is designed. Two numbers are used for this purpose: 1 and 2. Number 1 designates an electrode that can be used for welding in any position. Number 2 represents an electrode restricted for
Page 12
TO STUDY THE WELDING OF AUSTENITE STEEL
welding in the horizontal and flat positions only. The fourth digit of the symbol represents special characteristics of the electrode, such as weld quality type of current, and amount of penetration. The numbers range from 0 through 8. Since the welding position is dependent on the manufacturers characteristics of the coating, the third and fourth numbers are often identified together.
Page 13
TO STUDY THE WELDING OF AUSTENITE STEEL
Austenite Steel:
Microstructure of Austenite Steel at 500X
The specimen shown is an austenitic stainless steel containing 18% chromium, 8% nickel, and a trace of almost unavoidable carbon as an impurity. The magnification is 500X, and the microstructure has been made visible by etching electrolytically in an oxalic acid solution. Stainless steels are those that have more than 12% chromium, which permits a passive layer of either chromium oxide or adsorbed oxygen to form, preventing access of further oxygen to the iron atoms. The rate of corrosion in aqueous solutions and the rate of oxidation at elevated temperatures in oxidizing atmospheres are thereby greatly reduced. Since chromium stabilizes BCC ferrite, which has marginal mechanical properties, nickel is usually added to make FCC austenite the preferred phase. Inadvertent slow cooling after an annealing treatment permitted chromium carbide (Cr4C) to precipitate in this specimen on the austenite grain boundaries, where diffusion of carbon is very fast. The austenite next to these grain boundaries has been depleted of the chromium that went into the Cr4C, and so the metal next to those grain boundaries is no longer stainless. The etching effect seen above in the first photomicrograph is called grooving. The precipitation process described here is called sensitization and is a serious problem in massive welded structures ... such as the boilers and the piping of
Page 14
TO STUDY THE WELDING OF AUSTENITE STEEL
nuclear reactors ... which cannot be adequately heat treated in their entirety after welding ... somewhere in the heat affected zones of each weld, the cooling rate will fall in the range that produces the unwelcome carbide precipitation. The only solution is to remove all the carbon by careful melt practice (known as argon - oxygen decarburization) or by gettering with niobium or vanadium, whose carbides are more stable than Cr4C. Quenching after annealing suffices to retain corrosion resistance in smaller pieces.
Properties of Austenite Steel:
Not magnetic or only slightly magnetic Not attacked by a 10% solution of Nitric Acid (HNO3) in alcohol Non hardenable by any heat treatment Quite ductile and easily deformable by mechanical working which increases both hardness and strength: this characteristic is called strain hardening Easily welded, with the needed precautions Thermal conductivity only between one third and one half that of other steels Coefficient of thermal expansion by 30-40%, even 50% greater
Uses of austenitic stainless steel
1. 2. 3. 4. 5. 6. 7. 8. computer floppy disk shutters (304) computer keyboard key springs (301) kitchen sinks (304D) Pharmaceuticals petrochemical industry food processing equipment architectural applications chemical plants.
Weldability of Austenite Steel:
Austenitic stainless steels have in general excellent Weldability. They do not normally require post-weld heat treatment. Most standard austenitic stainless steels are designed to solidify initially as delta ferrite, which has high solubility of sulphur and phosphorus, and transforms to austenite upon further cooling. The final weld metal structure normally contains a few percent delta ferrites, which is a sign of a sound weld. Recommended filler metals often have an adjusted
Page 15
TO STUDY THE WELDING OF AUSTENITE STEEL
composition to yield 3-10% delta ferrite to ensure crack-free welds. For a fully austenitic weld metal, impurities can be concentrated to the grain boundaries, resulting in low-melting phases and susceptibility to hot cracking. Consequently, fully austenitic stainless steels, that are more sensitive to hot cracking, should be welded with controlled heat input and with minimum dilution from the parent metal. The interpass temperature, for the same reason, should not exceed 150C. The level of heat input for most common austenitic grades could be up to about 2.5 kJ/mm. If the welding should be carried out on stabilized or fully austenitic grades, somewhat lower levels may be needed to avoid solidification cracks (1.5 kJ/mm).
Austenitic weldment. Weld metal (left), HAZ (right).
Austenitic steels have about 50% higher thermal expansion compared to ferritic and duplex steels. This means that larger deformation and higher shrinkage stresses may be a result from welding. The classic problem of weld decay due to precipitation of chromium carbides in grain boundaries of austenitic stainless steels is rare today, as the carbon contents in modern steels and fillers are held sufficiently low to avoid this phenomenon. High alloy austenitic stainless steels may show precipitation of intermetallic phases in the weld metal and heat-affected zone ( HAZ). Smaller amounts of precipitates do not usually affect weldment properties, e.g. corrosion resistance. However, it is advisable to weld with moderate heat input and the lowest possible dilution of the parent metal. For high alloy austenitic grades, pitting corrosion resistance can be reduced due to microsegregation, primarily of molybdenum, during solidification. Filler metals are thus, in most cases, over-alloyed with chromium, nickel and molybdenum to enhance the corrosion resistance. For some applications metastable austenitic steels are used in cold-rolled condition (temper rolled) to very high strength levels. Welding will naturally have a softening effect in the weld zone and this fact should be taken into consideration at the design stage.
Page 16
TO STUDY THE WELDING OF AUSTENITE STEEL
CALCULATING Weldability:
Weldability is the capacity of a material to be welded under a specific set of fabrication and design conditions and to perform as expected during its service life. Generally speaking, Weldability is considered very good for low-carbon steel (carbon level, < 0.15% by weight), good for mild steel (carbon level, 0.15 to 0.30%), fair for medium-carbon steel (carbon level, 0.30 to 0.50%), and questionable for high-carbon steel (carbon level, 0.50 to 1.00%). Because Weldability normally decreases with increasing carbon content, special precautions such as preheating, controlling heat input, and postweld heat treating are normally required for steel with a carbon content reaching 0.30%. In addition to carbon content, the presence of other alloying elements will have an effect on Weldability. In lieu of more accurate data, the table below can be used as a guide to determine the Weldability of steel [Blodgett, undated].
Element Carbon Manganese Silicon Sulphur Phosphorus
Range for Satisfactory Weldability (%) 0.060.25 0.350.80 0.10 max. 0.035 max. 0.030 max.
Level Requiring Special Care (%) 0.35 1.40 0.30 0.050 0.040
A quantitative approach to determine the weldability of steel is to calculate its carbon equivalent value. One definition of the carbon equivalent value Ceq is
A steel is considered weldable if Ceq content does not exceed 0.12%, and if Ceq 0.45% for steel in which the carbon content exceeds 0.12%.
Page 17
TO STUDY THE WELDING OF AUSTENITE STEEL
The above equation indicates that the presence of alloying elements decreases the weldability of steel. An example of high-alloy steels is stainless steel. There are three types of stainless steel: austenitic, martensitic, and ferritic. Austenitic stainless steel is the most weldable, but care must be exercised to prevent thermal distortion, because heat dissipation is only about one third as fast as it is in plain carbon steel. Martensitic steel is also weldable, but prone to cracking because of its high ability to harden. Preheating and the maintaining of an interpass temperature are often needed, especially when the carbon Content is above 0.10%. Ferritic steel is weldable, but decreased ductility and toughness in the weld area can present a problem. Preheating and postweld annealing may be required to minimize these undesirable effects.
Welding of Austenic Stainless Steels:
1. When compared with common carbon steels, the austenitic stainless steels exhibit the following differences: a. Electrical resistance is about six times greater. b. Melting point is about 93C lower. c. Thermal conductivity is about 50% lower. d. Thermal expansion is about 50% greater. The first three factors combine to make for lower welding current requirements. The greater expansion of stainless steel increases the tendency for warpage and distortion and may produce a higher incidence of weld cracking under restraint conditions, especially in the higher alloy types. The type of distortion encountered with thick sections differs from that of thin plate. In thick sections the methods of counteracting bowing and bending are similar to those employed with mild steel, except that greater allowance must be made for increased shrinkage. Skip welding and back stepping are often indicated procedures. Other possible techniques include use of heavy and frequent tack welds, and positioning the sections, so that the contraction pulls them into alignment. 2. When austenitic stainless steels are heated within the temperature range of 427 to 870C or cooled slowly through that range (as the weld cools) carbon is precipitated from solid solution mainly at the grain boundaries, where it unites intergranular with chromium to form chromium rich carbide. The formation of these carbides effectively eliminates much of the chromium (from the adjacent areas) which would otherwise be available to form the protective chromium oxide. It is natural that the areas impoverished in chromium have a lower corrosion resistance and under corrosive
Page 18
TO STUDY THE WELDING OF AUSTENITE STEEL
conditions this results in a localized intergranular attack, the severity of which depends on the time and temperature of exposure, as well as the composition and prior heat treatment of steel. The corrosion in austenitic stainless steels is generally localized in the heat affected zones adjacent to the welds where carbides are precipitated. When welding austenitic stainless steel, carbide precipitation can be minimized by: a. Reducing the time during which the temperature of steel is in the 427 to 870C range. This is done by minimizing heat input and by rapid cooling through the critical temperatures. For this reason, intergranular corrosion is least in spot welds and greatest in gas welds. b. Selecting a stainless steel (for welding) with lower carbon content because the lower the amount of carbon, less is the effect, i.e., of forming chromium carbide. The effect increases as the % of carbon goes beyond 0.08%. Steels with small % of carbon take much longer time to form carbides. c. Suitable addition of Titanium, Tantalum or Columbium. These elements tend to fix the carbon by forming titanium or columbium carbides, thereby preventing the formation of chromium carbide when the steel crosses the temperature range of 427 to 870C. d. An appropriate heat-treatment (as given below) of the welded structure also removes the susceptibility of austenitic stainless steel to intergranular corrosion because the heat treatment results in complete solution of the carbides. Such annealing heat treatment is a must where maximum corrosion resistance is required.
Solidication-phase relationships in the FeCrNi system
A study of the FeCrNi phase diagram is required for an understanding of the solidication behaviour of stainless steel welds. The liquidus and solidus projections of the FeCrNi system along with the constituent binaries are shown in gure. The FeCr system is isomorphous down to temperatures well below the solidication range. The CrNi system shows a eutectic at 1618K .1345 C and 49wt.% nickel. In the FeNi system, the ferrite phase on the iron side forms a short peritectic loop, after which the system is completely soluble to 100wt. % nickel. Thus, in the FeCrNi ternary system, the liquidus projection starts at the peritectic reaction on the FeNi system (+L ) and moves down to the eutectic reaction .(L + ) on the CrNi system. On the Ni- and Cr-enriched side a ternary eutectic is formed at 1573K .1300 C/. The initial solidifying phase
Page 19
TO STUDY THE WELDING OF AUSTENITE STEEL
is determined by the position of the alloy with respect to the liquidus surface, which under equilibrium conditions proceeds toward the eutectic/peritectic before solidication is complete. Most stainless steel compositions in wide use occur on the iron-rich side of the ternary between 50 and 70wt.% iron. The 70wt.% iron isopleth of the ternary shown in pure 2 is commonly used to identify the primary solidifying phases or solidication modes for various compositions. Four distinct modes are normally considered, viz., austenitic (A), austeniticferritic or primary austenitic (AF), ferritic-austenitic or primary ferritic (FA) and ferritic (F). The approximate composition ranges in which these modes occur are indicated in gure 2, while the microstructure and morphology of the phases during and after solidication are shown schematically in gure 3. Alloys solidifying in the A mode will remain unchanged to low temperatures, while those solidifying as AF would form some eutectic ferrite. Compositions that solidify in the FA and F modes pass through the two-phase region and may re-enter the single-phase austenite eld. This is due to the asymmetry of the two-phase eld towards the primary ferritic side of the diagram, as seen in gure 2. Thus, alloys such as Type 304 and 316 that is fully
Liquidus and solidus projections of the FeCrNi system shown along with the constituent binaries
austenitic at room temperature enter this two-phase region after AF/FA solidication and may undergo solid-state transformation to a fully austenitic structure. For higher ratios of chromium over nickel, the equilibrium structure at
Page 20
TO STUDY THE WELDING OF AUSTENITE STEEL
roomtemperaturemay retain considerable amounts of ferrite as in duplex stainless steels. The transition from peritectic to eutectic reaction in FeCrNi alloys occurs at 7.2wt.% Cr and 11.9wt.%Ni.Under equilibrium conditions, the peritectic reaction occurs only at iron contents above 75wt.%. However, quenching experiments have revealed that even at higher alloying contents, the peritectic reaction can occur, presumably due to segregation. The solidication in leaner alloys such as Type 304 or 16-8-2 tends to be peritectic while higher alloyed grades undergo eutectic type of reaction. This transition is shifted to lower chromium levels with the
Pseudobinary section of the FeCrNi ternary diagram at 70% Fe, showing solidication modes; A - fully austenitic, AF austenitic ferritic, FA - ferriticaustenitic and F - fully ferritic.
addition of molybdenum. The occurrence of peritectic reaction is important from the point of view of cracking. It is believed that the heterogeneous grain boundaries formed at liquid junctions in peritectic systems retard wetting and crack formation.
Solidication of stainless steel welds
Page 21
TO STUDY THE WELDING OF AUSTENITE STEEL
Under the non-equilibrium solidication conditions prevailing during welding, segregation alters the product phases and their compositions. The segregation of major alloying elements in stainless steel welds has been investigated by Koseki et al (1994). In fully austenitic stainless steels, according to them, the interdendritic regions are slightly enriched in both Cr and Ni, while in AF mode weld metal signicant enrichment of Cr and depletion of Ni occur in the interdendritic regions. Ferrite nucleates in the Cr-rich and Ni-depleted regions as a non-equilibrium phase. When FA and F mode solidication takes place, the dendrite core is signicantly enriched in Cr and depleted in Ni. The segregation of Cr to ferrite and Ni to austenite during solidication plays a major role in stabilizing the ferrite during subsequent solid state transformation.
Schematic representation of solidication modes in austenitic stainless steel welds showing phase morphologies
An important aspect of weld solidication is the effect of solidication kinetics on the phases formed. The eutectic reaction L+ in stainless steels is not typical of the classical eutectic in the sense that the composition difference between and phases is minor. The relatively minor difference in thermodynamic stability of the two phases in the vicinity of the eutectic permits non-equilibrium solidication to a metastable phase obtained by extrapolation of the equilibrium phase boundaries. Thus, the weld microstructure in stainless steels depends signicantly on kinetic factors such as cooling rate and epitaxy, apart from equilibirum stability considerations. Under the rapid cooling and fast
Page 22
TO STUDY THE WELDING OF AUSTENITE STEEL
growth rates aided by epitaxy, the weld structure could solidify far away from equilibrium Bhadeshia et al (1991). In FA or Fmode weldmetals, 70100%-ferritemay be formed at the end of solidication, which transforms almost completely to austenite in the solid state on cooling. In austenitic stainless steel weld metal the retention of ferrite, from a few percent to as high as 1520%, is aided by two factorsthe segregation pattern of Cr and Ni subsequent to solidication, and the rapid cooling rates prevailing during welding that prevent diffusion of Cr and Ni. A large volume of literature is devoted to the prediction and measurement of ferrite in stainless steel weld metal. In predicting ferrite, the need for considering the effects of various alloying elements and non-equilibrium conditions prevailing during welding has given rise to the concept of chromium and nickel equivalents. The evolution of constitution diagramsfor ferrite prediction has been reviewed by Olson (1985). While considering cracking susceptibility, in addition to the room temperature ferrite content, information on the solidication mode is more relevant. Hammar & Svensson (1979) performed quenching experiments on a large number of alloys from the melting temperature to freeze the structure prevailing just after solidication. They developed the following equivalent formulae just for prediction of the solidication mode: Creq= Cr+ 1.37Mo+ 1.5Si+ 2Nb + 3Ti, and Nieq= Ni + 0.31Mn + 22C + 14.2N + Cu: According to this formula, the Transition fromAF to FA mode occurs at a Creq=Nieq ratio of 155. Extensive work by Suutala & Moisio and Suutala showed that the above equivalents predict the solidication mode satisfactorily, based on which the solidication paths were determined for a large number of compositions. With the increased use of duplex stainless steels, the DeLong diagram was found no longer adequate. Siewert et al proposed a new ferrite diagram that predicted ferrite up to 100FN and thus covered the complete range of austenitic and duplex stainless steels. The diagram, shown in gure 4, is since known as the WRC-92 diagram. The accuracy of this diagram is superior to that of the DeLong diagram, since the bias due to a higher coefcient for N has been removed. More importantly from the point of view of cracking, the solidication mode boundaries have been included. Recent theoretical approaches to ferrite prediction using thermodynamic phase stability and using articial neural networks have led to greater improvements in accuracy of ferrite prediction over that offered by theWRC-92 diagram.
The theory of hot cracking
Page 23
TO STUDY THE WELDING OF AUSTENITE STEEL
Solidication cracking occurs predominantly by the segregation of solutes to form low-melting phases, which under the action of shrinkage stresses accompanying solidication cause cracking. Several theories have been advanced to explain the phenomenon. The initial theories took into account the fact that cracking is associated with segregation; the wider the liquidsolid range of the alloy, the greater the susceptibility. However, this theory was not entirely satis factory, as several exceptions could be found and the freezing range appeared to be only one of many factors inuencing cracking. The Generalised Theory of cracking was proposed by Borland (1960). According to Borland, solidication involves four stages that are classied according to the distribution of the liquid and solid phases, as shown in gure 5 for a binary alloy. In stage 1, the solid phase is dispersed, the liquid phase is continuous and both the phases can accommodate relative movement. In stage 2, both liquid and solid phases are continuous, but the solid dendrites are interlocked and only the liquid is capable of movement. At this stage, the liquid can heal any cracks formed. In stage 3, the solid crystals are in an advanced stage of development and the free passage of liquid is prevented. The liquid is present in very small quantity.At this stage, if a stress is applied which exceeds the tolerance of the material, cracking can occur, which cannot be lled by the remaining liquid phase. This stage, during whichmuch of the cracking occurs, is called the critical solidication range (CSR). In stage 4, solidication is complete and no cracking involving the liquid phase is possible.
Effect of constitutional features on cracking susceptibility in binary systems according to the generalized theory of Borland
Borland stated that for high cracking susceptibility, in addition to a wide freezing range, the liquid must also be distributed in a way that allows high stresses to be
Page 24
TO STUDY THE WELDING OF AUSTENITE STEEL
built up between grains. The extreme cases inwhich liquid can be distributed are as lms or as isolated droplets, the actual behaviour depending on the interfacial energies of the solid and liquid phases. The angle of wetting of the solid interfaces by the liquid is related to the interfacial energies as follows:
SL/SS = 1/(2 cos /2)=
where SL and SS are the energies of the solidliquid interface and the solid solid grain boundary respectively and is the dihedral wetting angle, which varies between 0 and 180. Figure 6 shows the variation of with increasing interfacial energy ratio. Wetting of the grain boundaries by a continuous liquid lm occurs for less than 0.5.( <60 degree) and for values above 0.5, the resistance to cracking increases. The higher the solidliquid surface energy, the greater is the tendency to minimise the liquidsolid interface by formation of isolated pockets of liquid instead of continuous lms. Borland showed that the interfacial energy ratio for ironiron sulphide lms was close to 05, explaining the deleterious effect of sulphur in steels. The theory revealed the importance of wetting in relation to cracking. However, Borlands theory suffers from a few practical difficulties as listed below: (a) the non-equilibrium nature of the segregation would maximise the freezing range for even very dilute alloys, which the theory does not take into account, and (b) the effect of wetting angle of the liquid and solid phases on cracking is very difcult to quantify. According to the generalised theory, hot cracks are believed to initiate during the later stages of solidication when most of the liquid has solidied. Some experimental observations have shown, however, that hot cracks can initiate at temperatures very close to the liquidus and at much smaller fractions of solid than previously believed .(fs0.15). In a recent review, Matsuda (1990) has suggested that crack initiation and propagation must be considered separately, and proposed a modication to Borlands theory. According to the modied theory, the critical solidication range (stage 3) starts at a higher temperature (closer to the liquidus) and is divided into two stages, an initiation stage (stage 3(h)) where cracks can initiate and a propagation stage (stage 3(l)) where an already-existing crack grows. Many investigators believe that there exists a temperature range during solidication.
Solidication cracking in austenitic stainless steel welds Forms of solidication cracking:
Page 25
TO STUDY THE WELDING OF AUSTENITE STEEL
Solidication cracking is observed as (a) gross cracking, occurring at the junctions of dendrites with differing orientations, detectable by visual and liquid penetrant testing, and (b) microssuring in the interdendritic regions which are revealed only by application of strain to the cracked region or at high magnications. The increase in cracking that occurs when the solidication range is widened by the formation of low-melting eutectics with impurity elementswas identied by early investigators and various theories of hot crackingwere developed, as already discussed. Composition affects the tendency of stainless steel weld metal towards cracking in two major ways. First, as discussed earlier, the primary mode of solidication from the liquid is a function of composition and FA/F mode of solidication has been found to be benecial in reducing cracking. Solidication mode determines the nature of the solid interfaces present during solidication. The second effect of composition is through segregation, which determines the wetting characteristics and constitutional supercooling in the interdendritic regions. The effects of solidication mode and composition on hot cracking will be discussed in detail in subsequent sections.
Effect of ferrite and solidication mode on solidication cracking
Solidication cracking behaviour in austenitic stainless steel welds as a function of Schaefer Creq / Nieq ratio and P+S levels
The effect of varying ferrite contents on cracking in stainless steels was studied by Hull (1967) using the cast pin tear test. Hull found that, while the cracking susceptibility was high for fully austenitic compositions, specimens with 530%
Page 26
TO STUDY THE WELDING OF AUSTENITE STEEL
ferrite were quite resistant to cracking.When ferrite content increased further, the cracking sensitivity again increased. Masumoto et al (1972) found that it was the FA/F solidication mode that was essential to reducing cracking rather than residual ferrite content after welding. Subsequently, various investigations were conducted using hot cracking tests for different commercially used compositions. Kujanpaa et al (1979) represented cracking data from the literature on a map of P + S vs. Creq=Nieq ratio. They used the Schaefer equivalent formulae for Cr and Ni to calculate the ratio. On this map, they plotted cracking data from a number of studies, including their own, as shown in gure.
A number of factors have been proposed to explain the benecial effects of ferrite on cracking behaviour:
(1) The higher solubility for impurity elements in ferrite leads to less interdendritic segregation and reduces cracking tendency (Borland &Younger 1960). (2) Cracks are arrested by the irregular path offered by a duplex austeniteferrite structure. The peritectic/eutectic reaction interface arrests remaining pockets of liquid and thus crack propagation (Matsuda 1979). (3) The lower surface energy of the boundary and its reduced wettability by eutectic lms compared to or interfaces is an important factor (Hull 1967). (4) The presence of ferrite results in a larger interface area due to the solid state transformation to austenite that begins soon after solidication. The increased area disperses the concentration of impurity elements at the grain boundaries. (5) The ductility of ferrite at high temperatures is greater than that of austenite, allowing relaxation of thermal stresses. (6) The lower thermal expansion coefficient of ferrite as compared to austenite results in less contraction stresses and ssuring tendency. (7) The solidication temperature range of primary ferrite welds is less than that of primary austenite solidied welds, providing a smaller critical temperature range for crack formation. (8) The presence of ferrite renes the grain size of the solidied metal, which results in better mechanical properties and cracking resistance. (9) The higher coefficients for impurity diffusion in ferrite as compared with austenite allow faster homogenisation in ferrite and less tendency for cracking. (10) Coarse grain formation in the HAZ occurring by recrystallisation and grain growth in fully austenitic metals increases susceptibility to liquation cracking while ferrite forming compositions are not susceptible.
Page 27
TO STUDY THE WELDING OF AUSTENITE STEEL
(11) The volume contraction associated with the ferrite-austenite transformation reduces tensile stresses close to the crack tip, which decreases cracking tendency
Effects of impurity and alloy elements on cracking
The bulk of the literature on hot cracking is devoted to the study of compositional effects due to impurities and minor elements. Hull (1960) in stainless steels and Borland &Younger (1960) in steels reviewed the inuence of several elements on cracking sensitivity. Accordingly, sulphur, phosphorus, boron, niobium, titanium and silicon were identied as most harmful. These elements strongly partition to the liquid, possess low solubilities in solidied steel and form low-melting eutectics with iron, chromium or nickel. The low eutectic temperatures show the extent to which the solidus temperature can be lowered by eutectic formation. The effects of the individual elements will be further considered.
Effect of Nitrogen in austenitic stainless steel welds
In 316LN stainless steel for nuclear service, carbon has been reduced to decrease the propensity for intergranular corrosion. Nitrogen is added mainly to recover the higher strength and elevated temperature properties associated with the loss of carbon in comparison with conventional 316. Nitrogen has potent effects on the microstructure and hence is expected to have strong inuence on hot cracking behaviour also. The inuence of nitrogen on hot cracking of austenitic stainless steel weld metal has been reviewed by Menon & Kotecki (1989). Nitrogen in weld metal arises from various sources such as prior content in the base metal, intentional addition through the shielding gas or as inadvertent pickup due to inadequate shielding duringwelding. Nitrogen resides inweldmetal in the following forms (Stevens 1989): (i) interstitial nitrogen dissolved in the lattice structure may collect around lattice defects, (ii) combined nitrogen present as nitrides, and (iii) occluded nitrogen in pores. The most direct effect of nitrogen on cracking is through a decrease in weldmetal ferrite content. Nitrogen, by stabilising the austenite phase, decreases the occurrence of primary ferrite, which results in reduced resistance to cracking.
Page 28
TO STUDY THE WELDING OF AUSTENITE STEEL
Several studies that focused on the possible role of nitrogen in inuencing hot cracking behaviour point to the fact that nitrogen changes the solidication mode from ferritic to austenitic, thus increasing the cracking. it appears that nitrogen has diverse effects on the microstructure with corresponding consequences on the cracking behaviour of type 316 stainless steel. (a) In FA mode alloys, a reduction in ferrite content and increase in segregation, leading to an increase in cracking. (b) In A-mode alloys, retardation of polygonisation, which decreases wettability and hence cracking. (c) In fully austenitic alloys, a rening effect on the solidication structure leading to a decrease in the cracking at moderate levels (up to 016wt.%). (d) N appears to act synergistically with S to increase cracking in fully austenitic 316L weld metal; low-S weld metal shows no effect on increasing N levels. Types of welding used austenite steel: Various processes used for welding stainless steels are : 1. 2. 3. 4. 5. 6. 7. 8. Oxy acetylene welding Shielded metal arc welding Inert gas metal arc welding Arc welding Gas tungsten arc welding Submerged arc welding Plasma arc welding Resistance welding
Oxy Acetylene Welding The most suitable processes for welding stainless steel are those that produce a rapid localized heat. Since gas welding generally heats rather slowly and does not confine the heat to a narrow zone, it is not particularly suitable for welding austenitic stainless steels. However, oxy acetylene welding can be employed to some extent to weld materials less than about 3 mm thick. Since gas welding cannot/be carried out as fast as arc welding, there is a greater liability to warping. Distortion may be minimized by reducing the size of the flame. Nozzle tip one, or two sizes smaller than that used for ordinary steel with neutral * just slightly reducing flame is employed for welding austenitic stainless steels. Since austenitic stainless steel has 50% higher coefficient of expansion and lower thermal conductivity than carbon steel one important factor is the control of
Page 29
TO STUDY THE WELDING OF AUSTENITE STEEL
expansion and contraction by the use of suitable jigs, fixtures, and chill plates as well as the use of tack welding. Properly designed joints help this control and avoid warping. For gas welding of stainless steel 1. A flange type Joint is best for thin sheets. 2. Sheets up to 3 mm thick may be butted together. 3. For plates thicker than 3 mm, their edges are beveled to provide a Vee to obtain fusion entirely to the bottom of the weld. Before welding, the plate surfaces are cleaned with fine sand paper, stainless steel wool, wire brush etc. Filler rods for welding may either 1. Be obtained by cutting strips from the base metal, or 2. They may be of columbium 18-8 type. The filler rod should contain 1 to 1.5% more chromium (than the parent metal) to compensate any oxidation losses that occur during welding. The following filler rods of Indian Oxygen Ltd. may be employed for welding austenitic stainless steel tubes, sheets, tanks etc. with neutral flame: 1. Stainless Steel Decay Resistant (Niobium Bearing) Type 4.6; melting point 1400C. Botectic - indoxco flux should be used with this welding rod. 2. Stainless Steel Decay Resistant (Molybdenum Bearing) - alda. I.S. 1278 Type 4.9; melting point 1430C. Botectic-indoxco flux should be used with this welding rod. Preferably, the underside of the joint should also be coated with flux. During welding, torch is kept at an angle of 45 to the work and the tip of the inner cone of name is kept within 1.5 mm of the molten puddle to avoid oxidation. The flame is played on the work until the edges melt and mingle with the metal from the filler rod. Welding speed is kept uniform. The forehand technique is preferred on thinner sheets and the backhand technique is employed when welding thicker sheets. At no time, the filler rod is withdrawn from the flame, as otherwise there is certain to be some oxidation of the metallic droplets. Puddling of the weld metal is not desirable. The success of welding depends upon keeping the heat to a minimum and completing the weld in one pass.
Welding the austenite steel plates
Page 30
TO STUDY THE WELDING OF AUSTENITE STEEL
Hold for atleast between 1040 and --> 1 Hr per 25 mm of maximum thickness; in no case 1120C hold for less than 1/2 Hour. Cool rapidly through the range from 925 to 427C to hold the carbon in solution. a. For thicknesses of 3 mm and less the weldment can be cooled in air. b. For thicknesses above 3 mm, the weldment should be plunged into water or sprayed with water. c. The lower carbon alloys can be cooled at slower rates than the higher carbon grades. It should be taken care that the cooling method does not cause warpage of the weldment. d. An intermetallic compound called the sigma phase has also been noticed in weld metals in the as welded condition. The sigma phase may cause loss in ductility, impact strength and corrosion resistance. Depending upon the alloy content of the stainless steel, sigma phase usually transforms preferentially from ferrite by holding the steel for long times at temperatures ranging from about 650 to 925C.
Resistance Welding - Austenitic stainless steels are successfully resistance welded by spot, seam and projection methods. Generally the weld time and current are less than those used for welding carbon steel, but electrode force is usually greater. Since appreciable formation of intergranular carbide is not likely to occur in resistance welds during the short weld times used for most resistance welding applications, therefore, spot, seam and projection welds in austenitic stainless steel have high corrosion resistance in most atmospheric conditions. Because of low electrical conductivity of stainless steel as compared to plain carbon steels, a lower welding current or a shorter weld time, or both, should be employed. The low thermal conductivity of austenitic stainless steel (i) Conserves welding heat and therefore promotes welding operations. (ii) Produces a steeper thermal gradient than in mild steel welds. Coefficient of thermal expansion of stainless steel (10.6 to 11.4 micro in per inch per F) being higher as compared to that of plain low carbon steel (8.1 micro in per inch per F), the dimensional changes and the slower heat diffusion in austenitic stainless steel result in greater thermal stress, which leads to warping. Since the contact resistance of stainless steel is higher than that of carbon steel, greater electrode force is needed to make good resistance welds. Austenitic stainless steel possesses low magnetic permeability. As larger masses of this material enter the throat of say spot or seam welding machine, it is not
Page 31
TO STUDY THE WELDING OF AUSTENITE STEEL
necessary to increase the welding current to compensate for changes in reactance, as is commonly done in welding strongly magnetic steels. Surface Cleaning Before resistance welding, the surfaces of the jobs should be cleaned off oil or grease so that steel does not absorb carbon out of oil or grease. Wire brushing should be done only with brushes made of stainless steel because even very slight iron contamination can reduce the effective chromium content in the cleaned region. Overlapping edges of sheets should be free from burrs because failure to remove burrs can cause welding current to shunt through the burr instead of passing through the point where the electrodes contact. A transformer of less capacity is needed than for welding equivalent thicknesses of carbon steel. Welding Practice Because of the composition and physical properties of stainless steel, it is necessary to control weld time, welding current, electrode tip area, and electrode pressure more closely than it is done for carbon steel. Welding current required is less than for carbon steel. Less weld time is needed than for carbon steel. Electrode force required is higher than that required for spot welding carbon steel. Weld shrinkage can be reduced by decreasing the size of the individual welds in the joint. Since weld nugget is normally subjected to rapid cooling, equivalent to quenching, spot welds in austenitic stainless steel are extremely tough and ductile. The appearance of spot welds is usually very good. By releasing the welding pressure when the weld has cooled below its oxidizing temperature, discoloration can often be reduced. The distortion and warpage produced by weld shrinkage and metal displacement can be overcome to a certain extent by Peening or tip hammering. As a rule, it will be found helpful if all spot or seam welds are thoroughly tip hammered, preferably one row at a time, at the end of each operation. In projection welding, the welds should be made where they are least visible, because if they are made on polished sheet it may be hard to repolish them without causing a difference in tint between the weld and the original polished surface. Stainless steels can be joined to themselves and to other metals by flash welding. The flashing current requirements for welding stainless steel are about 15% less than for mild steel and the upsetting pressures range from 13000 to 25000 psi (910 to 1750 kg/cm2).
Page 32
TO STUDY THE WELDING OF AUSTENITE STEEL
This pressure is somewhat higher than for mild steel. Because of the higher contact resistance and the greater upsetting forces, the clamping pressures on stainless steel are 40% to.50% higher than that employed on mild steel. Shielded Metal Arc Welding - Shielded metal arc welding is probably the most widely used process for stainless steels. Its principal advantage is flexibility. The disadvantages, however, are (i) The slag blanket constitutes a potential source of inclusions. (ii) Visibility during welding is impaired by slag. (iii) The process is not adaptable to very thin sections. (iv)Electrodes are sensitive to moisture pick up.
Electrodes If the molten pool is not adequately protected from atmospheric oxidation, certain essential alloying elements (such as chromium) may be oxidized and pass into the slag thereby rendering weld metal deficient in corrosion resisting properties. For this reason, electrodes, generally, contain a higher percentage of chromium as compared to base metal. Electrodes should be stored carefully so that they do not pick up moisture. Indian electrodes for welding austenitic stainless steel are, these electrodes can be operated with direct current reverse polarity (electrode + ve). The electrodes operating on AC employ titania-type covering. Typical electrode specifications may be as follows: Arc length should be kept as short as possible. Excessive arc lengths and larger diameter electrodes contribute to loss of chromium in the weld deposit. The flux should not contain carbonaceous materials (because they will add carbon in weld metal). Moreover, the flux must have adequate fluidity and dissolving power to fuse undesirable oxides from the molten metal. Surface preparation All grease, paint or other foreign matter must be removed to prevent carbon pickup and inclusions in the deposited weld metal.Edges/ to be welded need no preparation unless they are more than 3.2 mm thick. Sheets 4.8 mm thick need only a single bead to be deposited from one side and
Page 33
TO STUDY THE WELDING OF AUSTENITE STEEL
should be given a Vee angle of 450 to 600 leaving about 1.6 to 2.4 mm (root face) unbevelled at the bottom, and a root gap as wide as the sheet is thick. Sheets over 4.8 mm thick need two beads or more, and about2.4 mm distance as the root face (or, for double Vees, in the centre). Depending upon plate thickness, square butt, single V (with or without root face), single U, and double V joints with or without copper chill bar (placed at the bottom of the plates to be welded) may be employed for welding purposes. For welding thinner sheets tack welds may be employed, the tacks being 50-150 mm apart according to the thickness of the sheet; closer spacing being used with thinner pieces. The tack welds should penetrate right through and be flat on the surface so that it is possible to deposit weld metal upon them without causing irregularity of the weld. Welding Technique Fixtures or closely spaced tack welds are employed to control distortion that results owing to higher coefficient of thermal expansion of stainless steels as compared to carbon steels. The back step and block sequences* are recommended to reduce distortion in sheet, strip and plate assemblies. The lower thermal conductivity of stainless steel and its higher electrical resistively permit greater deposition rates at the same current. Since, austenitic stainless steels are not hardenable by heat-treatment, preheating is rarely used. Austenitic stainless steel should be welded in the annealed condition. A stainless steel that has been purposely work hardened to increase its strength will be softened in the heat affected zone. When welding in flat position, the stringer-bead technique should be used for the first pass. For succeeding passes, stringer beads or a slight weave should be used. Excessive weaving of electrodes of any size should be avoided. When welding in vertical downward position, the electrode should be tilted so that the force of the arc pushes the molten metal back up the joint. Vertical up welding calls for a triangular weave with 4 mm diameter or smaller electrodes. Overhead welding requires a whipping technique and a slightly circular motion. When several beads are required to weld the plate, one should prefer a number of light beads rather than to try to fill the groove in one or two passes, because this will associate the danger of shrinkage cracks and decreased corrosion resistance. Individual weld beads should be thoroughly cleaned with a blunt tool and then with a stainless steel brush to eliminate possible slag entrapment. Unbacked or
Page 34
TO STUDY THE WELDING OF AUSTENITE STEEL
double Vee groove welds must be thoroughly cleaned on the backside with the help of grinding, chipping or arc gouging to ensure complete fusion at the root. Backing rings may be used for better fit up and easier root pass welding of stainless steel piping that cannot be back welded from the inside. Austenitic stainless steels need not be stress relieved after welding. Inert Gas Metal Arc Welding - Inert gas metal arc process is very well suited for welding austenitic stainless steels. Continuously fed electrode avoids interruptions in welding and the use of shielding gas instead of a flux eliminates the need for slag removal and enables the operator to watch the welding operation. However, when it is compared to shielded metal arc welding, the equipment costs more and is less portable and gas metal arc operations must be shielded from drafts. Gas metal arc welding is used in the fabrication of stainless steel tanks and pressure vessels. In gas metal arc welding the electrode wire is supplied on spools or reels. The electrode metal contains all the alloying elements required in the weld metal. Contrary to flux shielded metal arc welding, there is little if any loss in alloying elements between the electrode and the weld deposit in this process. Gas metal arc welding offers a variety of means by which transfer of weld metal can be effected: spray transfer, short-circuiting transfer and pulsed arc mode of metal transfer. Various gases and gas mixtures employed for shielding of molten pool are argon, argon + oxygen, argon + helium etc. Argon + oxygen mixture provides some oxidation in the weld pool, producing a better wetting action than is obtained with pure argon and improves arc stability. A gas mixture consisting of argon (7.5%) + helium (90%) + small addition of carbon dioxide (2.5%) is employed for welding stainless steel with a short circuit transfer arc. With spray arc or pulsed arc mode of metal transfer, a shielding gas mixture containing 99% argon and 1% oxygen has been widely used. Square butt, single V with or without root face, single U and double V grooves are commonly used in gas metal arc welding of stainless steel. For greatest penetration, DCRP (electrode + ve) is used. Hot cracking tendency in the stainless steels of high nickel content can be reduced by the use of stringer beads instead of weave beads. Where this is not sufficient a welding rod of lower nickel content (about 9% nickel) is employed. For economic reasons, the heaviest electrode size that will produce good results should be used. Gas Tungsten Arc Welding - GTAW
Page 35
TO STUDY THE WELDING OF AUSTENITE STEEL
Gas tungsten arc welding can be applied to all weldable stainless steels, in both the wrought and cast forms, to clad products, such as stainless clad carbon steel and to dissimilar stainless alloys. Since the filler metal does not form the arc with the job, it does not undergo significant alteration in the composition. Inert gas shielding eliminates the hazard of gas metal reactions. No slag metal reaction and no slag inclusions are there because flux is not employed in GTAW Welding Electrodes (i) 99.5% tungsten (plain tungsten), (ii) 0.4 to 2.2% Thoria and rest tungsten, (iii) 0.15 to 0.4% Zirconium and rest tungsten. (i) Plain tungsten electrode tip forms into a ball upon use. This produces a soft arc and the tip of the electrode is easily seen. (ii) Thoriated tungsten electrodes are ground to conical shapes at their tips. They possess excellent emissive qualities. They may be used at higher currents than pure tungsten electrodes and they provide exceptional arc stability. (iii) Zirconiated tungsten electrodes are preferred for AC welding because of better arc starting and greater stability. Power Source Both AC and DC power sources, air and water cooled, may be used in GTAW. DCRP overheats tungsten electrode and gives shallow penetration. DCSP gives deep penetration weld. AC produces shallower penetration than DCSP, reduces arc blow and is preferred for manual welding on thinner sheets. Shielding Gas For welding austenitic stainless steel, both argon and helium or their mixtures may be used. Argon is preferred for manual welding of thin sheets because it renders the process less sensitive to variations in operator technique. Helium is preferred on heavier materials as it produces deep penetration. Filler Material A filler material should be such that it will deposit weld metal of composition comparable with the base metal. Job Thickness GTAW is best suited, although not limited, to welding metal thicknesses of 6 mm and less. Metals about 7.5 to 12.5 mm thick can be
Page 36
TO STUDY THE WELDING OF AUSTENITE STEEL
satisfactorily welded using multiple passes. Welding of stil1 higher thicknesses by GTAW is costlier. Joint Preparation The following joint designs are employed generally for welding austenitic stainless steels. (i) Square butt. (ii) Single V, 600 included angle, 1.5 mm root face with 0 root gap. (iii) Double V, 600 included angle with 0 root gap and 3 mm distance between roots of two V's. (iv)Fillet joints (v) Corner joints. (vi)Consumable weld insert joint (vii) Flared root weld joint. The root of the joint is flared to provide filler metal on the first pass. Consumable inserts offer an alternative method of supplying filler metal (a) When making the root pass in butt joints where accessibility is limited to one side of joint, (b) Where smooth, uniform, crevice free contours are mandatory, or (c) Where a root pass of highest quality is essential. For pipe and tube joints, inserts are available in the form of rings of suitable diameter. Welding Method Weld area should be clean and free of grease, oil, and other foreign matter. The presence of organic materials can cause porosity or carburization of the weld metal. Inorganic contaminants such as sulphur and its compounds can lead to embrittlement and corrosion. Arc is initiated with the help of a high frequency generator to provide an ionized path for the welding current. A hot or cold wire welding technique may be employed. In hot wire method, a separate power source uses resistance to heat the feed wire; the arc power melts and fuses the joint. This permits large deposition rates and/or higher welding speeds.
Page 37
TO STUDY THE WELDING OF AUSTENITE STEEL
Submerged Arc Welding Submerged arc welding is characterized by high deposition rates and high welding speeds, which result in good economy. However, the principal disadvantage of the process is its inflexibility. Weld deposits which are free from frequent starts and stops and uniform as to width and composition show excellent resistance to corrosion. High welding speeds tend to reduce carbide precipitation adjacent to the weld. Submerged arc welding of austenitic stainless steels employs the same equipment and procedure as used for carbon steels but due consideration is also given to the following characteristics of this material: (i) Lower thermal and electrical conductivity, (ii) Higher expansion rate. (iii) Susceptibility of certain austenitic stainless steels to hot cracking. Welds containing more than about 4% ferrite are generally immune to cracking. (iv) Corrosion resistance desired in stainless steel welds. The larger beads in fully austenitic steels are responsible for the increased crack sensitivity. Cracking may be related to impurities in the weld metal and to the solidification pattern of the bead. Increased silicon content may cause hot shortness or fissuring. Basic type flux minimizes this effect. Carbon and manganese increase crack resistance. Welds that solidify in the dendritic pattern are more susceptible to cracking than those which solidify in cellular pattern. Cellular pattern is obtained with thin, wide beads deposited at low travel speeds. Power Source Alternating current or direct current may be employed forWelding thicker sections; however, D.C. is normally used for welding thin sections.Current required is about 20% lower than that normally used for a similar weld in carbon steel. Joint Preparation Most of the joint designs and welding conditions employed for carbon steel are useful as a first approximation for stainless steel. Weld Backing Submerged arc welding deposits large volume of metal that remains fluid for longer time. Thus, for many types of joints, backing is necessary. Backing may be of (i) Copper, which acts as a chill also and helps distribute heat from the weld metal to adjacent areas. It is called a non-fusible backing.
Page 38
TO STUDY THE WELDING OF AUSTENITE STEEL
(ii) Stainless steel, in which cast weld penetrates and fuses with the backing. Such a backing becomes, temporarily or permanently, an integral part of the welded joint and is known as fusible backing. Welding Electrodes Selection of welding electrodes for a particular grade of stainless steel is complicated by the differences hi service requirments. Adjustments may be required in the composition of the electrode metal or the flux, or both, to arrive at a suitable composition of weld deposit. Wire or strip electrodes may be employed for welding stainless steel. Flux Submerged arc welding fluxes are of two types (i) fused type and (ii) bonded type. Fluxes are available as proprietary materials. Fluxes may contain alloying elements such as nickel, chromium, molybdenum so as to adjust the composition of weld deposit. A flux that does not contain alloying elements is known as neutral flux. Welding Technique Arc may be initiated by placing stainless steel wool between the job and the electrode end. After igniting the arc, welding conditions such as current, voltage and travel speed be adjusted to get proper penetration and reinforcement. Electrode extension (beyond the contact tip) governs the amount of resistance heating the filler metal receives before it enters the arc and can appreciably affect weld deposition rate. Because of higher electrical resistively and somewhat lower melting point, austenitic stainless steels produce 20 to 30% higher deposition rate than carbon steel under identical conditions. To obtain sound welds in austenitic stainless steels, the base metal dilution should be kept lower than 40%.
Welding Defects in Stainless Steels:
Welding on stainless steels can produce the typical weld discontinuities or defects, including the following: 1. 2. 3. 4. Cracks Incomplete fusion Incomplete joint penetration Overlap
Page 39
TO STUDY THE WELDING OF AUSTENITE STEEL
5. Porosity 6. Slag inclusions 7. Tungsten inclusions 8. Unacceptable weld profiles 9. Undercut 10.Underfill Discontinuities can be caused by the: a. Welding process b. Poor weld joint design c. Improper welding technique or application
Specific Discontinuities and Defects in Stainless Steel Welds General Corrosion Issues Avoid the following:
a. Contact with carbon steel during preparation (e.g., welding on a carbon steel tabletop, use of tools not dedicated for use on stainless steels, use of carbon steel wire brushes or stainless steel brushes previously used on carbon steel). b. Improper or inadequate gas shielding of the weld face (top side) and weld root (underbead). This can cause excessive discoloration, which is a form of contamination with oxygen, carbon, etc., and can reduce the general corrosion resistance Weld Contamination/Discoloration
Sensitization (intergranular Cracking)
Methods to Avoid Sensitization: There are several practical ways to avoid sensitization or to reduce the negative consequences/effects of sensitization. 1. 2. 3. 4. Solution Anneal and Water Quench Use of Stabilized Stainless Steels Use of Low-Carbon Stainless Steels Avoid Contact with Carbon
Page 40
TO STUDY THE WELDING OF AUSTENITE STEEL
Weld penetration Distortion:
Weld penetration variations, especially in arc welds, can be caused by many factors. Normal methods to overcome in complete joint penetration problems Include: 1. Decreasing travel speed. 2. Increasing welding current. 3. Changing joint design (such as decreasing weld root face or land thickness).
Thermal conductivity and thermal expansion:
One of the main discontinuities or defects in welding of austenitic stainless steels is distortion or shrinkage. Two major physical properties of austenitic stainless steels dramatically affect distortion and shrinkage thermal conductivity and thermal coefficient of expansion. Figure 6A and B illustrates the effects of these properties on fusion welding (arc or beam welding). The austenitics would require an even lower heat input. Recommended arc welding parameters for the austenitic stainless steels are cooler (e.g., lower current, faster travel speed) than those for carbon steels. This is due to the lower heat input required (from the low thermal conductivity), as well as to reduce the distortion (because of the higher thermal expansion).
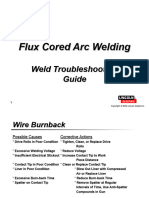
Hot Cracking:
The following methods are suggested for reducing hot cracking: 1. 2. 3. 4. 5. 6. 7. Use stringer beads Reduce travel speed Use high-ferrite base metal and / or filler metal Use materials with low levels of contaminants Fill all craters Reduce tensile stress (e.g., stress relieve, change joint design) Avoid long arc lengths (which can introduce more nitrogen from the atmosphere into the arc. Nitrogen increases the austenite content.)
Page 41
TO STUDY THE WELDING OF AUSTENITE STEEL
Cold Cracking
Methods to avoid cold cracking include the following: 1. Preheat. This is the best solution. Preheating slows down the cooling rate, so less martensite forms. It also drives off moisture and hydrogen. Some of the martensitic stainless steels are preheated at 300F (149C) (whereas austenitic stainless steels, which produce no martensite, are hardly ever preheated). 2. Postweld heat treat. A postweld heat treatment tempers the martensite and makes it more ductile (although this is not as effective as preheating in reventing the problem). Some martensitic stainless steels are postweld heat treated at 14001475F (760800C) 3. Reduce the stress.
Conclusion and Suggestion
A review of solidication cracking in austenitic stainless steel welds shows that the problem is more prevalent in fully austenitic and stabilized stainless steels.
Page 42
TO STUDY THE WELDING OF AUSTENITE STEEL
Reference
Welding of stainless steel by Pierre Jean Cunat Avoiding defects in stainless steel welds by RICHARD D. CAMPBELL Solidication cracking in austenitic stainless steel welds by V SHANKAR, T P S GILL, S L MANNAN and S SUNDARESAN
Page 43
You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Welding FundamentalsDocument49 pagesWelding FundamentalsJoNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- MIG Welding Class NotesDocument21 pagesMIG Welding Class NotesRaju SharmaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Sheet Metal Welding-Tips PDFDocument5 pagesSheet Metal Welding-Tips PDFMphilipTNo ratings yet
- SST (GMAW) Welding Process PDFDocument4 pagesSST (GMAW) Welding Process PDFmudrijasm100% (1)
- MFY Multiple Choice 001Document6 pagesMFY Multiple Choice 001Danu KautsarNo ratings yet
- Welder Guide Book No. 2Document17 pagesWelder Guide Book No. 2MarcioNo ratings yet
- Awisco CatalogDocument319 pagesAwisco CatalogsalcabesNo ratings yet
- 3.welding ProcessDocument45 pages3.welding ProcessaleventNo ratings yet
- Welding Wire Diameter CHART PDFDocument1 pageWelding Wire Diameter CHART PDFFerhat KahveciNo ratings yet
- Argon Welding Chamber - Big Mouth Sparky Holds Larger Work Pieces That Increase ProductionDocument2 pagesArgon Welding Chamber - Big Mouth Sparky Holds Larger Work Pieces That Increase ProductionPR.comNo ratings yet
- ZHANG Xiaomu, ZHANG Zhiyong, PENG Yun, TIAN Zhiling HE Changhong, XIAO Hongjun, MA ChengyongDocument5 pagesZHANG Xiaomu, ZHANG Zhiyong, PENG Yun, TIAN Zhiling HE Changhong, XIAO Hongjun, MA ChengyongdietersimaNo ratings yet
- Manufacturing ScienceDocument89 pagesManufacturing ScienceVokNo ratings yet
- Avesta Tig 309lDocument1 pageAvesta Tig 309lLora BoydNo ratings yet
- FCAW Troubleshooting GuideDocument13 pagesFCAW Troubleshooting GuideRommel Adarlo RosalesNo ratings yet
- ARC-Slag Remelting of Steel and AlloysDocument323 pagesARC-Slag Remelting of Steel and AlloysAlexiz Alvarado MendozaNo ratings yet
- En Brochure Furnaces WebDocument26 pagesEn Brochure Furnaces WebozmeenNo ratings yet
- SelektDocument32 pagesSelektThisnshNo ratings yet
- E111K3C-H Plus For A514Document2 pagesE111K3C-H Plus For A514sandeepNo ratings yet
- HySpeed HT2000 (Revision.1, SB - 870010) - ENDocument4 pagesHySpeed HT2000 (Revision.1, SB - 870010) - ENsealion72No ratings yet
- BOC 216295 GeneralGasesBrochure AUS v12Document28 pagesBOC 216295 GeneralGasesBrochure AUS v12idontlikeebooksNo ratings yet
- What Is WeldingDocument5 pagesWhat Is WeldingJennie VicentaNo ratings yet
- Welding Inspection Level-1: Presented By: M.IlyasDocument34 pagesWelding Inspection Level-1: Presented By: M.IlyasRizwan BangashNo ratings yet
- Unit 3 BasicsDocument76 pagesUnit 3 BasicsamarparimiNo ratings yet
- MP - R18-2.0 Welding - 170823Document33 pagesMP - R18-2.0 Welding - 170823Vikranth MadarapuNo ratings yet
- Thermadyne P-Wee 200GTSDocument44 pagesThermadyne P-Wee 200GTSShaun HartzelNo ratings yet
- Instructions of Laser Welding SoftwareDocument17 pagesInstructions of Laser Welding SoftwareBob FazrilNo ratings yet
- CHM 316LDocument1 pageCHM 316LImmalatulhusnaNo ratings yet
- 1a Arc Weld ProcessesDocument45 pages1a Arc Weld ProcessesskgcNo ratings yet
- Mig Welding Research PaperDocument4 pagesMig Welding Research Papers0l1nawymym3100% (1)
- Plasma Welding Torch: Model PWH/M-2ADocument32 pagesPlasma Welding Torch: Model PWH/M-2Ajuventino vazquezNo ratings yet