Professional Documents
Culture Documents
Control de Maquinas
Uploaded by
Alvaro Andés VelásquezCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Control de Maquinas
Uploaded by
Alvaro Andés VelásquezCopyright:
Available Formats
4.6.
CONTROL DE MQUINAS
La evolucin de la tecnologa de las mquinas herramientas ha estado marcada por grandes avances en la capacidad de control, particularmente en los ltimos 30 aos. La configuracin bsica de muchas mquinas herramientas (tornos, por ejemplo) no ha cambiado en muchos aos; pero, la llegada del control numrico, control numrico computacional y avances relacionados han trado importantes cambios y efectos en los mtodos de manufactura y sus costos.
4.6.1.
Controladores secuenciales
Los controladores secuenciales son una clase de dispositivos electromagnticos y electrnicos usados para controlar la operacin de una mquina herramienta u otro equipo de una manera predeterminada por pasos. Es caracterstico de estos dispositivos el mtodo de establecer la secuencia de control deseada y la manera en que el controlador funciona. Los tipos ms comunes de controladores secuenciales existentes hoy en da son los programadores de cilindro o tambor, los programadores de cinta perforada y los de tableros con matriz de diodo. En los primeros, la secuencia de control deseada se establece insertando clavijas en las filas apropiadas en la superficie de un cilindro. Cada una de esta filas cumple con una misin, y cuando la clavija pasa por un switch, ste se enciende efectuando el movimiento deseado, ya sea encendiendo un motor o aumentando el avance, etc. El cilindro va girando, de tal manera de producir que el efecto deseado se vaya sucediendo. En los programadores de cinta perforada, la secuencia de control est establecida por el patrn de hoyos que han sido perforados en la cinta, a la manera de como tocaban por s solos los antiguos pianos. De esta manera se ejecuta la secuencia de operaciones deseada. Los de tableros funcionan de manera similar, y la alteracin de la secuencia solo depende de alterar la posicin de los diodos. Todos los tipos de controladores secuenciales son usados tpicamente para aplicaciones con una misma secuencia de operacin y para gran cantidad de repeticiones.
4.6.2.
Controladores programables
Un controlador programable (PC, Programmable Controller) es un dispositivo de estado slido usado para controlar el movimiento o el proceso de operacin de una mquina por medio de un programa grabado. El PC manda seales de control de salida u output y recibe seales de entrada o input. Un PC controla los outputs en respuesta a estmulos en los inputs, de acuerdo a la lgica prescrita en el programa guardado. Los inputs estn hechos de switches, botones, pulsos, seales anlogas, datos ASCII, y datos binarios de
4 - 54
codificadores de posicin absoluta. Los outputs son niveles de voltaje o corriente para manejar dispositivos finales como solenoides, partidores de motores, relays, luces y otros. Un PC contiene una CPU, la cual es el director de trfico del procesador, y una memoria que guarda la informacin. Al procesador llegan las seales input, ste las procesa y manda outputs basado en las instrucciones que tiene en memoria. Por ejemplo, el procesador puede estar programado de tal manera que si un input conectado a un switch es verdadero (el switch est cerrado), entonces un output correspondiente ser energizado. El procesador recuerda este comando en su memoria y compara en cada bsqueda para ver si ese switch est efectivamente cerrado. Si est cerrado, el procesador energiza el solenoide encendiendo el mdulo output. El PC realiza tales decisiones secuencialmente y de acuerdo al programa guardado. Adems el PC puede ser reprogramado, slo cambiando el programa en su memoria. Existen varias diferencias entre un PC y un computador u otro tipo de controlador: 1. El PC est diseado para comunicarse con el mundo exterior directamente 2. El PC es bastante ms fcil de programar, cualquier elctrico o tcnico lo puede manejar, adems un buen PC puede reprogramarse en lnea, es decir, mientras est funcionando 3. Los PCs estn diseados para un ambiente industrial, y permiten ser usados en ambientes adversos sin afectar su operacin Los PCs poseen numerosas ventajas, como son la facilidad de reprogramacin, el ahorro de dinero, la compatibilidad con otros sistemas, la facilidad de expansin, el menor uso de espacio fsico, etc. Actualmente, los PCs han ido evolucionando y permiten ya realizar operaciones de conteo, de cronometraje, clculos matemticos, reportar datos acumulados, etc.
4.6.3.
Ventajas del uso del control numrico
El control numrico (NC, Numerical Control), el control numrico computacional (CNC, Computer Numerical Control) y el control numrico directo (DNC, Direct Numerical Control) han dado a la industria manufacturera la capacidad de ejercitar un nuevo y mayor grado de libertad en el diseo y manufactura de productos. Esta nueva libertad es demostrada por la capacidad de producir automticamente productos que requieren de procesamientos complejos con un alto grado de calidad y confianza. Es ms, productos que antes eran imposibles de fabricar econmicamente pueden ahora ser hechos con relativa facilidad usando mquinas NC. Los avances en los diseos de los productos y de las mquinas han sido paralelos; cada avance en las mquinas NC no solo permite diseos de productos antes impracticables, sino que adems sugiere mejoras adicionales en las mquinas, lo cual 4 - 55
permitira una mayor complejidad en el diseo de productos. Por esto el diseo de mquina / producto es un continuo ciclo. El control numrico es aplicable a una gran variedad de tareas industriales. Al evaluar la aplicabilidad del NC a un trabajo en particular, el mayor peso debera caer sobre trabajos que incluyan: 1. Una larga serie de operaciones en las cuales un error en la secuencia destruira el valor de las operaciones 2. Una gran variedad de diferentes secuencias de operacin que deben ser rpida y frecuentemente utilizadas en una misma mquina 3. Una secuencia relativamente compleja de operaciones 4. Una operacin en la cual no sea prctico para un ser humano operar en el ambiente requerido Las ventajas del NC en la manufactura son, entre otras: Planificacin: Las mquinas herramientas NC proveen un medio econmico para la administracin de la manufactura haciendo detallados planes de operacin y al mismo tiempo reteniendo soportes documentados de dichos planes Flexibilidad: Se puede realizar una mayor cantidad de operaciones individuales en una pieza, debido a sus ventajosas capacidades Programacin del tiempo: La aceptacin del concepto de mecanizado NC implicar trabajos ms complejos en programas simples, con la consiguiente reduccin de tiempo Tiempo muerto y de preparacin: Debido a que las mquinas NC ocupan un mnimo de preparacin para convertir materias primas en productos terminados, si existe una adecuada coordinacin habr importantes disminuciones en el tiempo muerto Mejor control del tiempo de mecanizado y de procesamiento: Al no existir humanos a cargo, las rdenes del departamento de ingeniera llegarn directamente a la mquina, con un estudio previo de la optimizacin del proceso Utilizacin de las mquinas: En general, las mquinas NC tienen un mayor costo por tiempo de utilizacin que otras mquinas; sin embargo, al no existir fatiga ni intervencin de operadores, existe un sustancial potencial de mayor utilizacin de la mquina Costo de las herramientas: El costo diminuye debido a que se tiende a una estandarizacin de las herramientas; adems, hipotticamente no existen errores en la utilizacin de stas, por lo que se elimina la ruptura y el costo de sta Precisin: El mecanizado con equipos NC aumenta la repetibilidad de pieza a pieza y de corrida a corrida en comparacin a mquinas tradicionales Tiempo de flujo del material y manejo de las piezas de trabajo: Ambos disminuyen debido a que las mquinas NC convierten materias primas directamente en productos terminados Seguridad: La especializacin en la planificacin de detalles, en preparar las herramientas de corte y sus respectivos portaherramientas contribuye a una mayor seguridad del operador
4 - 56
Intercambiabilidad: Existe soporte documentado despus de la primera vez que se hace una pieza, con la estandarizacin existente se puede intercambiar esta informacin ya sea con otras mquinas o con otras plantas Estimacin de costos: En ella, los dos tems que ms influyen son el costo del material y el costo del mecanizado. Al conocerse aqu el tiempo exacto del mecanizado se puede hacer una estimacin bastante acertada del costo de las piezas Productividad: Con una buena programacin, se minimizan los tiempos muertos, y existiendo intercambiadores automticos de herramientas, se aumenta claramente la productividad en relacin con mquinas herramientas convencionales Existen adems ventajas en el campo del diseo, debido a que se pueden hacer prototipos ms precisos cuando se usan mquinas NC, esto es, debido a que cuando la parte es puesta en produccin, se logran mejores tolerancias. Adems, al tener las mquinas NC la capacidad de hacer contornos precisos, se evita el uso de herramientas especiales, disminuyendo los costos. Las decisiones envueltas en la manufactura de las partes han sido alejadas de las manos del operador de la mquina herramienta y puestas en manos del programador de partes. El operador tiene poco o nada de control sobre la secuencia de operaciones o sobre la herramienta que se va a usar. Las tolerancias con que se disea son respetadas por la mquina y en forma repetida en todas las piezas. Estas caractersticas llevan a una consistencia en la manufactura.
4.6.4.
Justificacin econmica del control numrico
Para un comprador principiante, evaluar equipos de control numrico siempre reviste ciertos miedos. El gasto es grande, y los cambios en la empresa son anticipados como grandes y devastadores. Frecuentemente, las personas que evalan el proyecto consideran que es incmodo examinar una decisin con tantas incgnitas y tantos riesgos. El propsito de una justificacin econmica es la evaluacin de muchas propuestas bajo el mismo tipo de circunstancias, para seleccionar la que de ptimos beneficios a la empresa, considerando los niveles de inversin y polticas de la misma. El estudio de alternativas debe incluir las fuentes de las cuales se obtendrn beneficios. Muchas veces, en anlisis econmicos pasados, los ahorros por concepto de mano de obra directa eran tan grandes que dominaban todos los dems beneficios. Cuando se considera NC, un rango completamente nuevo de tecnologa est disponible, por lo que las reas con beneficios econmicos son muchas ms. Se han encontrado mejoras dentro de los siguientes rangos con el uso de NC: Preparacin de mquinas: 20 - 70% Manejo de materiales: 20 - 50%
4 - 57
Inspeccin: Trabajo en proceso:
30 - 45% 20 - 30%
Los beneficios del NC no son comunes a todos los tipos de mquinas herramientas NC. Por ejemplo, los beneficios obtenidos de un taladro simple de dos ejes no sern los mismos que se deriven del uso de un centro de mecanizado con cambiador automtico de herramientas. Mientras ms funciones pueda realizar una mquina NC, mayormente ventajoso ser su impacto en la empresa. Muchos de los beneficios del NC no pueden ser evaluados sobre la base de una mquina. Por esto se hace necesario un plan de alto vuelo, con ms de una mquina. Este plan debe ser a 5 - 10 aos, comparando el ambiente existente con uno totalmente reemplazado por NC. Despus de que cada alternativa ha sido evaluada basada en caractersticas tcnicas, cada una tendr un valor base para la compaa, en comparacin a otras alternativas y al mtodo actual de produccin, principalmente. Se deber evaluar la mejor alternativa tcnica a travs de un anlisis econmico en profundidad. El primer paso en un anlisis de este tipo es desarrollar una muestra de la carga que ser procesada en el nuevo equipamiento, esta muestra debe ser representativa del trabajo que se realizar. A partir de esta muestra, las proyecciones pueden hacerse del efecto en la carga total, eliminando la necesidad de un estudio largo y detallado, manteniendo una exactitud estadstica. Despus de que el proyecto haya sido adoptado e implementado, esta muestra servir de base para una auditora o revisin de resultados, un paso crtico pero muchas veces olvidado. El prximo paso es identificar las categoras de beneficios y costos. Tpicamente se obtienen ahorros en las siguientes reas: 1. 2. 3. 4. 5. 6. 7. 8. 9. Mano de obra directa Costo de herramientas e instalacin Costo de herramientas consumibles (pastillas, por ejemplo) Costo de movimiento de inventario Costo de preparacin de herramientas Costo de programacin Costo de inspeccin Costo de transporte intra-planta Costo de mantencin
Debe hacerse notar que el impacto de estos factores vara con el proyecto. Por ejemplo, si las piezas de trabajo son costosas, las consideraciones de inventario deben ser de mayor influencia que los ahorros en mano de obra directa. Lo que se desea es el balance ptimo de los costos.
4 - 58
4.6.5.
Elementos de sistemas CNC
Los elementos bsicos de un sistema de control numrico computacional son: La interface del operador, la interface de la mquina, y el control, que une a los anteriores. El control es el corazn del sistema. Procesa la informacin recibida de ambas interfaces, interpretndola y manipulndola con lgica de hardware y de programas (software). La memoria provee el medio para guardar los programas y manejar los datos entrantes. Basado en la informacin recibida, el control devuelve datos a las distintas interfaces. La interface del operador consiste en dispositivos que mandan, reciben e interpretan informacin. Considerando que las operaciones realizadas por sistemas NC estn definidas por el software, los dispositivos de interface se necesitan para ingresar los programas de la memoria. La cinta perforada es el ms comn. La estacin del operador es el otro gran elemento de interface. sta contiene todos los interruptores, botones, displays, etc. requeridos para operar y monitorear las actividades de la mquina. Los dispositivos de mecanizado son manejados por el control. Basados en la informacin entregada por la interface del operador y realimentados por varios dispositivos de la mquina, el control conecta y desconecta las acciones y movimientos de ella. El control El control realiza decisiones de tiempo real en un proceso. Existen distintos tipos de sistemas de control, sin embargo, cada uno puede dividirse en las mismas unidades funcionales. Cada unidad realiza funciones especficas, y todas las unidades funcionan juntas para ejecutar las instrucciones programadas. Estas unidades son: Unidad de entrada: Todas las instrucciones y datos son ingresados a travs de ella, pudiendo ser software o seales anlogas, las cuales son convertidas a digitales Unidad de memoria: La memoria guarda lo recibido por la anterior. Tambin guarda los resultados de las operaciones aritmticas y provee informacin a la salida. Se divide en memoria RAM y ROM, siendo la principal diferencia entre stas que la primera puede ser leda y reescrita, mientras la segunda slo puede ser leda Unidad aritmtica: Realiza clculos y toma decisiones Unidad de control: Toma las instrucciones de la memoria y las interpreta de a una. Luego manda las instrucciones apropiadas a otras unidades para ejecutar las instrucciones Unidad de salida: Toma datos y los enva, por ejemplo para encender y apagar dispositivos, mostrar informacin; traspasa las seales digitales a anlogas
4 - 59
Los tipos de control ms conocidos son los de lazo cerrado y de lazo abierto. La diferencia entre ambos es la presencia o ausencia respectivamente de realimentacin de la posicin de los ejes. Interface del operador La interface del operador consiste en todos los dispositivos, exclusivos de la mquina, que mandan y reciben informacin de control. Los ms comunes se detallan a continuacin: Cinta perforada: Cuando se usa, las instrucciones para una operacin dada estn contenidas en varias filas de informacin llamadas bloque. La ventaja de este sistema es que permite hacer ciclos que apenas terminan de fabricar una pieza comienzan a fabricar otra. Los lectores de cinta son o electromagnticos o fotoelctricos en la deteccin de las perforaciones Cinta, disco o tambor magntico: Los dispositivos magnticos graban y leen manchas magnticas sobre una superficie en movimiento. La ventaja de este sistema es que puede almacenar gran cantidad de datos Tarjetas perforadas: Se usaban hasta hace poco, cuando las empresas an contaban con personas expertas en perforacin de tarjetas Estaciones de operacin: Contienen todos los interruptores, botones y displays necesarios para operar la mquina. El propsito principal de ellas es iniciar la operacin automtica, ingresar los datos y monitorear las actividades Computador anfitrin: El uso de ellos es ventajoso para ciertos usos particulares, pero por su elevado costo no vale la pena tenerlos inoperantes durante tanto tiempo. Sin embargo, hoy en da se comienzan a usar modelos ms baratos, los que permiten mejorar an ms el control de calidad MODEM (MODulator DEModulator): Convierte los datos del control en una forma compatible con lneas telefnicas. Su uso principal se relaciona con diagnsticos, y permite a los fabricantes recibir datos de problemas de sus clientes directamente Interface de la mquina La interface de la mquina contiene todos los dispositivos usados para monitorear y controlar la mquina herramienta. Puede monitorear las posiciones, la presin de aire o hidrulica, controlar los motores, etc. Sus principales componentes son: Interruptores de proximidad y de lmites: Los primeros son usados para determinar la ubicacin de un miembro de la mquina. Se ubican cada cierto tramo del campo de accin de la mquina, sin embargo, hoy en da ya no se usan por su inexactitud. Los interruptores de lmites se ubican al final de los ejes y evitan accidentes desconectando la energa cuando algn miembro de la mquina sale del campo de accin Interruptores de presin y temperatura: Determinan las condiciones de operacin de la mquina, y permiten monitorearlas 4 - 60
Vlvulas de control: Muchos miembros de las mquinas herramientas son controlados por cilindros u otros dispositivos hidrulicos o con aire, por ejemplo, los cambiadores automticos de herramientas o los controladores de avance de algn eje Servomecanismos: Los servomecanismos (tambin llamados servos) son grupos de elementos que convierten la entrada NC en desplazamientos mecnicos de precisin. Estos elementos incluyen motores (hidrulicos o elctricos), juegos de engranajes y reductores. Los servos pueden ser de loop cerrado o abierto, dependiendo de s el control recibe la confirmacin de que el movimiento se hizo o no
4.6.6.
Fundamentos del control numrico directo
El control numrico directo (DNC) es un sistema que conecta un grupo de mquinas de control numrico a una memoria computacional comn para el almacenaje parcial de programas, con provisin para la distribucin de datos de mecanizado durante la demanda. Tpicamente, provisiones adicionales estn disponibles para recoleccin, display o reprogramacin de partes de programas, instrucciones de operacin o datos relacionados al proceso NC. En general, existen dos reas de aplicacin en las cuales el DNC ha mostrado ventajas especficas. Primero, el concepto DNC se justifica regularmente en aplicaciones que tienen grandes cantidades de informacin de control que debe ser administrada, guardada y distribuida - muchos programas NC o muy complejos. El DNC facilita el manejo de gran cantidad de programas NC y ayuda a dejar de lado la posibilidad de usar el programa equivocado o que no sea la ltima versin de ste. Con DNC, los programas largos pueden cargarse rpidamente, eliminando las prdidas de tiempo al usar medios mecnicos de transferencia de datos. Existe as una mayor eficiencia de las mquinas herramientas. El concepto DNC tambin se emplea como el corazn del sistema de control para los llamados sistemas de produccin flexible, en los cuales una serie de mquinas NC son unidas por medio de comunicaciones electrnicas de datos y automatizacin mecnica. Estos sistemas se utilizan para mecanizar familias de partes, y estn equipados con un computador central, el cual dirige el flujo de partes a travs del sistema y opera en un modo DNC, bajando los programas NC a alguna de las mquinas herramientas del sistema cuando sta lo necesite.
4 - 61
4.6.7.
Configuraciones de mquinas NC
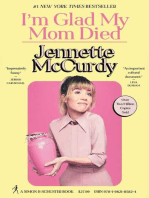
El nmero de ejes o movimientos de mquina a los cuales se aplica comnmente control numrico vara de dos a cinco. En general, las mquinas NC estn agrupadas en dos clases: Mquinas de posicionamiento y mquinas de contorno. Las capacidades funcionales de ambos tipos de mquinas estn explicadas en las siguientes secciones. Los dos ejes de un sistema posicional representativo son los movimientos lineales longitudinales y transversales, ambos movimientos ocurriendo a 90 entre ellos. Ellos son respectivamente los ejes X e Y, y las posiciones de la mesa o superficie de trabajo se asumen conociendo las coordenadas rectangulares. El control de dos ejes, si est provisto con la capacidad de contorneado, puede ser usado en el contorneado de dos dimensiones. Un tercer eje puede ser agregado aplicando control numrico a los movimientos de arriba y abajo del husillo de una fresa vertical o de un taladro. ste se convierte en el eje Z. Las anteriores designaciones de ejes estn diagramadas en la siguiente figura.
Figura 4.6.7.1 Convencin de ejes
En los sistemas de contorneado, el tercer eje provee un control tridimensional - para fresar cavidades en moldes u otros contornos en tres dimensiones.
Sistemas y Mquinas Posicionales
En su forma ms simple, la mquina posicional tiene un control dimensional NC de la posicin del cursor solamente. El avance y la velocidad de rotacin pueden controlarse manualmente. Sin embargo, la mayora de las mquinas posicionales modernas proveen velocidades, avances y otras funciones automticas.
4 - 62
A continuacin se vern los cuatro sistemas ms comnmente usados por las mquinas posicionales. Punto a punto: una mquina punto a punto es una que mueve el cursor a un punto especfico de la pieza en el cual la operacin de mecanizado puede comenzar. En algunas mquinas se mover solamente la herramienta, mientras que en otras se posicionarn tanto la parte como la herramienta simultneamente. En primera instancia, el cursor se ir directamente al punto elegido, sin preocuparse de una eventual colisin en el camino. Corte recto: El corte recto es usado especialmente en cortes a lo largo de los ejes, pues es sobre ellos el nico lugar donde puede mantener su velocidad constante. Sistema de dos ejes: En la siguiente figura se muestra una mquina de dos ejes capaz de fresar y taladrar. En una mquina punto a punto de este tipo la mesa, y por lo tanto la pieza de trabajo, se mueven tanto en el eje X como en el Y. La profundidad es controlada manualmente por el operador, porque no existe manejo NC del eje Z. Sin embargo, una mquina de este tipo puede entregar un sustancial beneficio econmico, ya que el operador estar slo preocupado de la profundidad y del cambio de herramientas.
Figura 4.6.7.2.
Sistema de tres ejes: una mquina posicional de tres ejes con una torre portaherramientas es lo que se muestra en la prxima figura. Esta mquina requiere un servo adicional para manejar el eje Z, conectado en paralelo a los ejes X e Y. En vista de que la mquina tiene una torre portaherramientas, la cual se maneja desde un programa de control, se puede mecanizar una pieza que requiera hasta ocho herramientas distintas, sin detener el ciclo para un cambio de herramienta. Esta mquina puede estar equipada tambin con un compensador de largo de herramienta, el cual permite memorizar el largo de cada herramienta y ajustar as la altura del portaherramientas respecto de la pieza automticamente al cambiar de herramienta. 4 - 63
Figura 4.6.7.3.
Sistemas y mquinas de contorneado
Fresadoras, tornos y otras mquinas-herramientas pueden cortar perfiles muy complejos a travs del uso de sistemas controladores NC de contorneado. Los sistemas ms comunes son: Sistemas de contorneado limitado: estos sistemas han sido construidos incluyendo interpolacin, pero no memoria. El desarrollo de estos sistemas ha sido pensado minimizando los costos del sistema de contorneado. Debe hacerse notar que al no existir memoria, el avance programado y el avance real difieren significativamente, debido a que el promedio de velocidad es calculado instantneamente por el sistema, y no de acuerdo a lo previamente estimado. Esto acorta significativamente la vida de la herramienta. Sistemas de contorneado total: estos sistemas poseen interpolacin y memoria. De esta manera se logra la linealidad en el avance, pues con los datos de posicin y ngulo contenidos en la memoria el propio procesador calcula instantneamente el movimiento que se debe realizar. La programacin para el contorneado debe ser realizada como un pequeo programa computacional. El programa recibe las instrucciones sobre medidas y direcciones, as como cual debe ser la velocidad en la ruta. Luego calcula los datos y dirige los movimientos del cursor con las constantes correctas tiempo/distancia. La interpolacin puede ser lineal, circular o parablica; esto depende de la capacidad especfica del procesador. 4 - 64
Es importante dejar claro que la informacin sobre las coordenadas no es el nico tipo de informacin que debe ser almacenada. De hecho, generalmente lo estar el bloque completo de informacin - coordenadas, avance, tipo de interpolacin, necesidad de aceleracin o desaceleracin, y cualquier funcin miscelnea que deba ocurrir. De esto se puede concluir que para pasar de un sistema limitado a uno de contorneado total no es tan fcil como llegar y agregar una caja que diga memoria. Adems de esta unidad de almacenamiento, se requieren variados circuitos para el encendido y funcionamiento continuo de los datos en la unidad. Otro concepto importante en la configuracin de las mquinas NC es el tipo de posicionamiento. Los hay de dos tipos: Absoluto o incremental. En el primer tipo, la posicin de la herramienta siempre est definida respecto a un origen fijo; en cambio, en el sistema incremental el punto de referencia para la siguiente instruccin es el punto final de la instruccin precedente. Los sistemas NC actuales permiten trabajar en ambos sistemas y en modo mixto.
4.6.8.
Factores que influyen en la precisin de las mquinas NC
Existen dos conceptos de gran importancia en los sistemas de control numrico, stos son la precisin y la repetibilidad. La precisin es una medida de la capacidad del sistema NC para llevar la mesa de la mquina a una posicin deseada. Esta caracterstica depende del algoritmo de control del computador, de la resolucin del sistema y de las imprecisiones de la mquina. La imprecisin del sistema debido a la resolucin se puede considerar como un medio (la mitad) de este valor. A sta se debe agregar la inexactitud de la mquina para obtener una cifra de la imprecisin global del sistema. sta se mide en BLU (Unidad Bsica de Longitud). La repetibilidad es un trmino estadstico que se refiere a la dispersin de las medidas en torno a la media cuando se realiza un experimento que consiste en repetir un nmero de veces una instruccin de mover la mesa una misma distancia. La repetibilidad de una mquina NC define la capacidad de producir piezas que no varen dimensionalmente unas de otras. Los principales factores que influyen en la precisin de una mquina NC son: La posible deflexin o deformacin de la herramienta: sta se produce porque en algunas zonas el material no es removido correctamente, por lo que se producen vibraciones que inducen a errores dimensionales y daos en la herramienta. El tornillo sinfn que maneja los movimientos: Influye enormemente en la precisin del sistema; cosas tan simples como la calidad del aceite que se est usando. Otro factor
4 - 65
importantsimo es el tipo de sinfn que se est usando, si es de tipo convencional o de bolas recirculantes. El segundo tipo usa bolitas en vez de las tradicionales tuercas que rodean los sinfines (ver figura 4.6.8.1.), con lo que logra evitar el exceso de roce esttico que se produce al iniciar el movimiento en el caso de las tuercas; el roce dinmico es tambin menor (ver figura 4.6.8.2.). Las deformaciones trmicas: stas se producen a altas temperaturas, ya sea por el proceso de mecanizado, la generacin de calor de los motores o de la transmisin. El tipo de motor: El o los motores pueden ser de diferentes tipos, los ms importantes son los paso a paso, los de corriente continua y los de corriente alterna.
Figura 4.6.8.1.
Figura 4.6.8.2.
4 - 66
4.6.11.
Control adaptativo
En general, el control adaptativo (AC, Adaptive Control), a veces denominado control adaptativo automtico (AAC), es un tipo de sistema el cual automtica y continuamente revisa el progreso -en lnea- de una actividad (un proceso u operacin, por ejemplo) midiendo una o ms variables de ella; comparando las cantidades con otras cantidades medidas, o calculadas, o estableciendo valores o lmites; y modificando las actividades ajustando automticamente una o ms variables para mejorar y optimizar los resultados. A pesar de que existe controversia respecto a cul es la definicin exacta de AC, particularmente en las aplicaciones de mecanizado, algunos expertos sealan que existen dos clasificaciones primarias: Control adaptativo para optimizacin (ACO, Adaptive Control for Optimization) y control adaptativo para limitacin (ACC, Adaptive Control for Constraint). Con ACO, los resultados de una operacin son optimizados de acuerdo a su ndice de funcionamiento (IP), el cual es usualmente una funcin econmica, ya sea mnimo costo de mecanizado, mxima produccin o mxima calidad. Los sistemas que usan ACO requieren tres funciones (identificacin, decisin y modificacin) para as poder ir comparando el proceso con el valor IP. Con ACC, las condiciones de mecanizado como velocidad del husillo y/o avance (usualmente solo avance) son maximizadas dentro de los lmites prescritos de la mquina y la herramienta, como mxima potencia, torque, o fuerza. Este tipo de control es el ms comn en el trabajo de metales. Hoy en da, las aplicaciones ms exitosas de AC siguen siendo en la industria aeronutica y aeroespacial. La experiencia en sistemas CAD / CAM, la cual es comn en este tipo de industria de alta tecnologa, complementa de gran manera el trabajo para incorporar exitosamente un sistema AC - el desarrollo de tcnicas computacionales avanzadas y la estructuracin de complejas bases de datos. En general, se ha demostrado que el control adaptativo es ms apropiado para las operaciones de mecanizado en piezas complejas de aleaciones difciles de cortar y operaciones caracterizadas por significativas variaciones en los parmetros de mecanizado, como dureza o maquinabilidad, o cambios en las dimensiones de corte durante el proceso de mecanizado. Existe una serie de tipos diferentes de sistemas AC actualmente, variando desde compensadores simples de herramientas automticas hasta sistemas altamente sofisticados manejados por computador, los cuales monitorean y controlan una multitud de variables del mecanizado. De manera creciente, los sistemas probados estn siendo ofrecidos como equipamiento estndar u opcional en equipos CNC y otra maquinaria. Los sistemas ms
4 - 67
conocidos son los de control dimensional automtico, la tecnologa de sensores lser y electropticos y los sensores de desgaste de la herramienta.
4 - 68
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4.5 out of 5 stars4.5/5 (19999)
- Art of War: The Definitive Interpretation of Sun Tzu's Classic Book of StrategyFrom EverandArt of War: The Definitive Interpretation of Sun Tzu's Classic Book of StrategyRating: 4 out of 5 stars4/5 (3321)
- The 7 Habits of Highly Effective People: The Infographics EditionFrom EverandThe 7 Habits of Highly Effective People: The Infographics EditionRating: 4 out of 5 stars4/5 (2475)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (3268)
- The 7 Habits of Highly Effective PeopleFrom EverandThe 7 Habits of Highly Effective PeopleRating: 4 out of 5 stars4/5 (2564)
- Habit 6 Synergize: The Habit of Creative CooperationFrom EverandHabit 6 Synergize: The Habit of Creative CooperationRating: 4 out of 5 stars4/5 (2499)
- Habit 3 Put First Things First: The Habit of Integrity and ExecutionFrom EverandHabit 3 Put First Things First: The Habit of Integrity and ExecutionRating: 4 out of 5 stars4/5 (2506)
- Influence, New and Expanded: The Psychology of PersuasionFrom EverandInfluence, New and Expanded: The Psychology of PersuasionRating: 4.5 out of 5 stars4.5/5 (724)
- The 7 Habits of Highly Effective PeopleFrom EverandThe 7 Habits of Highly Effective PeopleRating: 4 out of 5 stars4/5 (353)
- Friends, Lovers, and the Big Terrible Thing: A MemoirFrom EverandFriends, Lovers, and the Big Terrible Thing: A MemoirRating: 4.5 out of 5 stars4.5/5 (2113)
- Remarkably Bright Creatures: A NovelFrom EverandRemarkably Bright Creatures: A NovelRating: 4.5 out of 5 stars4.5/5 (5409)