Professional Documents
Culture Documents
La Elección Del Tipo de Mantenimiento en Función
Uploaded by
carlosalbert34Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
La Elección Del Tipo de Mantenimiento en Función
Uploaded by
carlosalbert34Copyright:
Available Formats
Ttulo:
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN
DE LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS
EQUIPOS PRODUCTIVOS
Autores: Jos M Castn Farrero
Laura Guitart Tarrs
Catalina Bolanc Losilla
Institucin/Universidad: Universitat de Barcelona
rea Temtica: Produccin
Sesin: Diseo de productos y procesos
Direccin de contacto: Facultat de Cincies Econmiques i Empresarials
Universitat de Barcelona
Departament dEconomia i Organitzaci dEmpreses
Avda. Diagonal, 690
Torre 2. 3 planta
08034 Barcelona
Telfono: 93.402.19.61 (Jos M Castn Farrero)
Fax: 93.402.45.80
E-mail: jcastan@eco.ub.es (Jos M Castn Farrero)
guitart@eco.ub.es (Laura Guitart Tarrs)
bolance@eco.ub.es (Catalina Bolanc Losilla)
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 2
RESUMEN
El presente trabajo responde a la investigacin efectuada en un parque de nueve clulas de
fabricacin flexible de mecanizado de componentes de bombas de inyeccin para motores
Diesel.
Su objetivo es el diseo de un sistema de mantenimiento que permita la gestin ptima de los
repuestos, as como determinar la frecuencia de revisiones en funcin del nivel de fiabilidad
deseado.
Para ello, se realiz un seguimiento de los distintos modos de fallo del sistema, con el
propsito de ajustar al tiempo transcurrido entre fallo y fallo a una determinada distribucin
estadstica, y establecer as los parmetros bsicos del sistema.
PALABRAS CLAVE
Fiabilidad, distribucin estadstica, tasa de fallos, mantenimiento, stock de repuestos
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 3
SUMARIO
1. Introduccin. 2. Metodologa de la investigacin 3. Clculo del stock de repuestos. 4.
Conclusiones. 5. Bibliografa
1. INTRODUCCIN
Una opinin muy compartida en la industria es que, para poder conseguir los elevados ndices
de seguridad que normalmente son exigidos a los equipos productivos, se requiere, de
diseadores, fabricantes y responsables de mantenimiento, el conocimiento de cuatro factores
que se hallan ntimamente interrelacionados y ligados entre s (Cuesta lvarez, 1987a, pg.
9):
La fiabilidad, como objetivo para alcanzar la seguridad y la regularidad de las
operaciones.
El mantenimiento de los equipos y componentes, como medio para alcanzar la
fiabilidad.
La mantenibilidad, como medida de ponderacin de la dificultad de mantenimiento,
en el sentido de que ste puede cumplimentarse dentro de un tiempo permisible.
El apoyo logstico al mantenimiento, ya que su efectividad est directamente
influida por la disponibilidad de los conjuntos, componentes y elementos (piezas)
de repuesto.
Por otra parte, la organizacin del almacn de repuestos ha estado enfocada mayoritariamente
a la disponibilidad inmediata de los mismos y a aspectos o variables tales como tiempo medio
de vida de las piezas en funcionamiento, nmero total de referencias, coste de los stocks,
espacios ocupados, etc.; elementos todos ellos muy importantes para conocer el coste que
genera el sostenimiento del almacn de repuestos, y a los que no siempre se les ha prestado la
atencin que se debiera. En este sentido, la gestin de los repuestos debe estar basada
fundamentalmente, en el conocimiento de la fiabilidad de los conjuntos, componentes y
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 4
elementos que estn en funcionamiento y del mantenimiento a aplicar; hechos que permiten
determinar la cantidad que de los mismos se debe estocar para poder optimizar su gestin, y
as asegurar las disponibilidades inmediatas de los equipos cuando stos precisen de la
correspondiente mantenibilidad.
El mantenimiento, entendido como un conjunto de actuaciones orientadas a corregir,
mediante una conservacin adecuada el desgaste que por el uso se produce en las
instalaciones (equipos productivos, elementos o sistemas), se lleva a cabo mediante las
pertinentes reparaciones de las averas que se producen o mediante una accin preventiva. En
definitiva, se trata de dotar al sistema productivo de un grado de fiabilidad razonable que
permita su disponibilidad para atender los requerimientos de la produccin.
En cuanto a los tipos de mantenimiento que generalmente se contemplan son: correctivo,
preventivo y predictivo, siendo ste ltimo en muchos casos, considerado como un preventivo
basado en inspecciones o a condicin. La optimizacin del mantenimiento pasa por encontrar
el equilibrio entre ellos, aplicndolos slo donde y cuando resulten adecuados y necesarios,
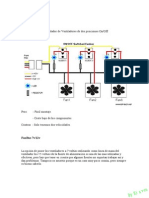
eliminando cualquier exceso de mantenimiento (Ribelles Martnez, 2000, pg. 46). En
definitiva, la combinacin de los mismos debe conseguir minimizar y dominar las causas que
producen deterioro en un sentido amplio, tal como el contemplado en la plant-life-cycle o
curva baera.
Mejoras
Mantenimiento
preventivo y
predictivo
Fallos por azar y desgaste
Perodo de desgaste
Tasa de fallo
(t)
Fallos por azar
Perodo de vida til
Fallos precoces
Perodo de infancia
Tiempo
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 5
En el presente trabajo se ha investigado cual es la distribucin de fallo que sigue el sistema, y
a partir de ella, aplicar el mantenimiento que permita aumentar la fiabilidad de los equipos
que lo componen. Dado que los parmetros de la distribucin nos determinan una tasa de
fallos creciente, consideramos que la forma ms adecuada para responder a ello, es aplicar un
mantenimiento preventivo, el cual nos determinar el tiempo medio entre fallos, la vida
media, as como el tiempo medio entre revisiones en funcin del nivel de fiabilidad que
queramos alcanzar. Cabe resaltar, que la eleccin del tipo de mantenimiento, debe estar
relacionada con el tipo de distribucin de fallos que presenta el sistema, pues aplicar un
mantenimiento preventivo a un sistema que falle exponencialmente, no slo es intil, sino que
puede ser contraproducente, pues existe el peligro de sustituir una pieza sin avera y con una
determinada tasa de fallos, por otra nueva, que como tal pueda presentar fallos infantiles o
precoces, si no se ha sometido a un control inicial.
Por otra parte, conocida la tasa de fallo y el horizonte temporal que deseamos cubrir con el
nivel de repuestos, podremos cuantificar el stock de los mismos el cual vendr condicionado
por los parmetros del tipo de mantenimiento elegido.
Ya que el mantenimiento elegido es del tipo preventivo, vamos a indicar una serie de
recomendaciones que deben tenerse presentes a la hora de su implantacin. Para ello deben
especificarse:
Los elementos a inspeccionar
La frecuencia de visitas
Las operaciones a realizar
Estas consideraciones nos llevan a que debe fijarse un tiempo de revisin para todos aquellos
equipos cuya fiabilidad disminuye con el tiempo, al objeto de paliar su envejecimiento o
desgaste, y quedar solamente sujetos a los fallos por azar. En este sentido, cuando hay
establecido un plan de mantenimiento preventivo para perodos concretos de tiempo, tambin
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 6
ser necesario en ocasiones, aplicar un mantenimiento correctivo para los fallos que se
producen por este concepto.
En cuanto a las formas en que puede realizarse el mantenimiento preventivo, podemos decir
que hay tres claramente diferenciadas (Cuesta lvarez, 1987b, pg. 23):
Revisin de componentes a potencial fijo.
Revisin de componentes segn condicin.
Revisin de componentes por control de actuaciones.
En el mantenimiento preventivo a potencial fijo, los intervalos de tiempo entre revisiones
son iguales para remplazar el componente (antes de haber fallado), por otro nuevo o revisarlo
cuando se alcance una vida de servicio lmite a favor de la fiabilidad. En esta situacin, el
componente se restaura a cero horas o cero ciclos despus de la revisin.
En el mantenimiento preventivo por revisin de componente segn condicin, los
componentes se inspeccionan peridicamente y se les efecta revisin cuando su estado
excede de los lmites especificados para que puedan garantizar un adecuado funcionamiento.
Es un tipo de mantenimiento que se aplica para componentes elctricos y electrnicos,
facilitando su desmontaje y montaje por su configuracin modular, como es el caso de los
componentes de instrumentacin y control modernos.
El control de actuaciones no es realmente un sistema preventivo de fallos, aun cuando las
acciones de mantenimiento que se deriven de este control, como pueden ser desmontajes de
componentes, deben considerarse como no programados. Es decir, se efectan porque el
componente ha fallado o se halla muy prximo a ello.
La aplicacin ms apropiada de este tipo de control aparece en sistemas complejos,
normalmente componentes electrnicos o aquellos para los cuales no hay forma de predecir
los fallos. Componentes tpicos de este grupo se encuentran en los equipos de
comunicaciones, especialmente en unidades transistorizadas (Cuesta lvarez, 1987b, pg.
24).
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 7
En el caso concreto de mantenimiento de componentes a potencial fijo, ste tiene las
siguientes caractersticas (Cuesta lvarez, 1987b, pg. 23):
a) El componente deber desmontarse antes de fallar.
b) Los intervalos de tiempo entre revisiones son iguales para reemplazar el componente
por otro nuevo o revisado cuando se alcance una vida lmite en servicio a favor de la
fiabilidad.
c) El componente se restaura a cero horas o cero ciclos despus de la revisin. Las
horas se refieren normalmente al tiempo de funcionamiento acumulado del equipo,
mientras que los ciclos, al nmero de arranques o veces de comienzo de su puesta en
servicio.
Los valores de la fiabilidad, para un mismo tiempo de funcionamiento, dependen
principalmente de la tecnologa funcional del componente (Cuesta lvarez, 1987a, pg. 10).
Esto es, si el componente responde a una tecnologa elctrica, electrnica, electromecnica,
mecnica; lo que condiciona la poltica de mantenimiento a seguir para obtener una tasa de
fallo constante y de esta forma los fallos pueden ocurrir slo imprevisiblemente, es decir, por
azar pero no por adaptacin inicial (fallos infantiles) o por desgaste (envejecimiento).
La teora de fallos y la experiencia demuestran que aquellos responden por lo general a una de
las distribuciones probabilsticas que comentaremos en el apartado siguiente de este trabajo y
que la mayor parte de los componentes responden tambin de acuerdo con su tecnologa
funcional, como hemos indicado en el prrafo precedente.
Finalmente consideramos que, aunque en nuestro trabajo hayamos elegido como ideal el
mantenimiento preventivo como consecuencia de la distribucin de fallos que sigue el
sistema, actualmente el enfoque del mantenimiento se ha centrado en maximizar la capacidad
que sobre el mismo posee una organizacin, promoviendo actividades del grupo en toda ella,
al objeto de mejorar el rendimiento de los equipos, todo bajo un sistema integrado de gestin,
que garantice la continuidad y la calidad de la produccin, la seguridad de las personas, as
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 8
como del medio ambiente; enfoque que gira bajo la denominacin de Mantenimiento
Productivo Total (TPM).
2. METODOLOGA DE LA INVESTIGACIN
2.1. Introduccin
Desde el punto de vista metodolgico se ha efectuado un estudio previo de las caractersticas
que componen el parque de clulas de fabricacin flexible; explicando a los operarios, tanto a
los de mantenimiento como a los que manipulan los equipos productivos, lo que se pretenda
conseguir, debido a que su participacin resultaba imprescindible. A partir de ello se elabor
conjuntamente una plantilla para la recogida de datos (vase figura 1) en la que se
especificaban los diferentes modos de fallo que presentaba el sistema (cada vez que se
produca un fallo el sistema se paraba y se interrumpa el proceso productivo).
FALLOS DEL SISTEMA
LINEA BARREL "MICRON" FASE: FECHA:
N CAUSA DEL FALLO TIEMPO RESPONSABLE ACCIONES
2-6 Fallo de la presin del aire
4-6 Falla display general
3-6 Fallo unidad 2-1 por no haber aceite en el
engrasador
3-6 Robot saca para verificar ms de 2 piezas
por pulsacin
4-6 Fallo volteador pieza
... ...
Figura 1
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 9
Esta plantilla fue rediseada, clasificando los modos de fallo que presentaba el sistema, segn
caractersticas tecnolgicas, con el objetivo de facilitar las anotaciones de los operarios sobre
el tipo de fallo que se produca, ahorrar tiempo y evitar errores.
FALLOS DEL SISTEMA
LINEA BARREL "MICRON" FASE: TIEMPO CICLO: FECHA:
CAUSA DEL FALLO 1 2 3 4 5 6 7 8 9
1. FALLO MQUINA
Elctrico
Mecnico
Hidrulico
2. FALLO AUTOMACIN
Robot
Cadena
Entrada palet
Salida palet
Detector palet
Carga barrel
3. HERRAMIENTAS
U 2.1
U 2.2
U 2.3
U 3.1
U 3.2
U 4.1
U 4.2
U 4.3
U 5.1
U 6.1
U 6.2
U 6.3
U 7.1
U 8.1
4. VARIOS
Falta pin Micron
Falta pin Lucas
Filtros sucios
Draga mquina
5. UTILLAJES CALIDAD
6. OTROS PROBLEMAS
7. VERIFICACIN BARREL
Figura 2
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 10
Con todo ello se consolida una plantilla (vase figura 2) de recogida de datos (al ser un parque
homogneo, slo fue necesario elaborar un modelo de plantilla para cada una de las clulas)
en la que se especifican los diferentes modos de fallo que presenta el sistema. Con dicho
documento se lleva a cabo el registro por parte de los operarios durante tres meses de las
anomalas de funcionamiento de los equipos objeto de estudio y paralelamente, por nuestra
parte, se efecta un seguimiento continuo sobre la informacin relativa a los fallos que se iban
produciendo al objeto de confeccionar una muestra representativa de la situacin.
Con esta informacin, se trata de obtener la distribucin estadstica a la que se intenta ajustar
una ley de probabilidad, que nos permita conocer la fiabilidad del sistema.
En general, el problema del ajuste entre la distribucin estadstica y una ley de probabilidad
consiste en caracterizar, a partir de los datos de la muestra, la forma o tipo de ley de referencia
y luego precisar esta ley mediante la estimacin de sus parmetros.
Otra alternativa a esta forma de proceder es la consistente en la utilizacin grfica del papel
probabilstico, hecho muy utilizado en la prctica, sobre todo en sectores de componentes del
automvil.
Este planteamiento se basa en considerar que las leyes de probabilidad se identifican muy a
menudo con distribuciones fundamentales; principalmente: Exponencial, Normal y de
Weibull, procedindose de la siguiente manera. Se compara la distribucin de los datos de la
muestra examinada con la ley de probabilidad a la cual parece que debe ajustarse, ya sea por
experiencia o por razones tcnicas. A continuacin, se verifica la validez de la comparacin
efectuada. Si el ajuste a una ley fundamental resulta insuficiente se examinan otras de las
leyes fundamentales y una vez identificada, se estiman los parmetros a partir de la muestra
mencionada.
En este trabajo se realiza la estimacin utilizando ambos enfoques, lo cual permite comparar
los resultados y analizar las posibles imprecisiones que pueden surgir en la utilizacin del
mtodo grfico frente al analtico.
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 11
2.2. Datos recogidos
Los datos obtenidos durante los tres meses de recogida de datos por parte de los operarios de
la empresa se resumen en la siguiente tabla:
N Intervalo
(horas)
N horas N
fallos
N Intervalo
(horas)
N
horas
N
fallos
N Intervalo
(horas)
N
horas
N
fallos
1 0 75 75 10 13 900 975 75 53 25 1800 1875 75 50
2 75 150 75 16 14 975 1050 75 78 26 1875 1950 75 55
3 150 225 75 25 15 1050 1125 75 85 27 1950 2025 75 58
4 225 300 75 18 16 1125 1200 75 51 28 2025 2100 75 52
5 300 375 75 31 17 1200 1275 75 75 29 2100 2175 75 47
6 375 450 75 33 18 1275 1350 75 65 30 2175 2250 75 51
7 450 525 75 28 19 1350 1425 75 63 31 2250 2325 75 33
8 525 600 75 36 20 1425 1500 75 99 32 2325 2400 75 41
9 600 675 75 42 21 1500 1575 75 95 33 2400 2475 75 39
10 675 750 75 38 22 1575 1650 75 55 34 2475 2550 75 36
11 750 825 75 35 23 1650 1725 75 52
12 825 900 75 37 24 1725 1800 75 47
Tabla 1
2.3. Tratamiento de los datos de la muestra
La anterior tabla (Tabla 1) y la del siguiente apartado (Tabla 2), corresponden al tratamiento
de los datos efectuado para adaptarlos a una distribucin de Weibull. Previamente se
efectuaron los correspondientes tratamientos para adaptarlos a distribuciones Exponencial,
Normal y Log-normal. Sin embargo, estos ajustes llevados a cabo para estas tres
distribuciones resultaron insatisfactorios.
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 12
En cuanto a la distribucin de Weibull, sta es ampliamente utilizada por su gran flexibilidad,
al poder ajustarse a una gran variedad de funciones de fiabilidad, tanto de dispositivos como
de sistemas, y tambin por su facilidad de manejo mediante papel probabilstico. En este
trabajo se realiza una aplicacin de ello.
En cuanto a los datos que aparecen en la Tabla 1, responden al registro de los fallos que se
producen en el sistema en intervalos de setenta y cinco horas. El estructurar la informacin de
esta manera se hizo para facilitar el tratamiento estadstico de los datos y tambin tras
considerar el software a utilizar con posterioridad. En la misma aparecen un total de treinta y
cuatro intervalos correspondientes a 2.550 horas, total de los tres meses continuos de registro
de fallos producidos.
2.4. Determinacin grfica de los parmetros de la ley mediante la utilizacin del papel
de Weibull
El papel probabilstico de Weibull, obtenido en www.Weibull.com, consiste en un papel
pautado ortogonal. Presenta una escala logartmica para la duracin de los componentes (eje
horizontal) y otra escala doble logartmica para la funcin de mortalidad (eje vertical).
Los n valores de las duraciones de una muestra se sitan en orden creciente. A cada valor le
corresponde un nmero de orden i. La proporcin acumulada de mortalidad F(t) viene dada
por la expresin F(t) = i / n + 1.
Mediante el papel probabilstico de Weibull, se dibujan los puntos correspondientes a los
datos obtenidos. Esta representacin grfica posee en el eje horizontal, el tiempo o nmero de
operaciones y en el eje vertical, la funcin de distribucin acumulada. En nuestro caso, los
datos a graficar son:
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 13
N Intervalo N horas N fallos Frecuencia
relativa
Frecuencia
acumulada
Tiempo relativo
acumulado
Abscisas Ordenadas
1 0 75 75 10 0,0061 0,0061 0,0294 0,29 0,61%
2 75 150 75 16 0,0098 0,0160 0,0588 0,59 1,60%
3 150 225 75 25 0,0153 0,0313 0,0882 0,88 3,13%
4 225 300 75 18 0,0110 0,0424 0,1176 1,18 4,24%
5 300 375 75 31 0,0190 0,0614 0,1471 1,47 6,14%
6 375 450 75 33 0,0203 0,0816 0,1765 1,76 8,16%
7 450 525 75 28 0,0172 0,0988 0,2059 2,06 9,88%
8 525 600 75 36 0,0221 0,1209 0,2353 2,35 12,09%
9 600 675 75 42 0,0258 0,1467 0,2647 2,65 14,67%
10 675 750 75 38 0,0233 0,1700 0,2941 2,94 17,00%
... ... ... ... ... ... ... ... ... ...
30 2175 2250 75 51 0,0313 0,9085 0,8824 8,82 90,85%
31 2250 2325 75 33 0,0203 0,9288 0,9118 9,12 92,88%
32 2325 2400 75 41 0,0252 0,9540 0,9412 9,41 95,40%
33 2400 2475 75 39 0,0239 0,9779 0,9706 9,71 97,79%
34 2475 2550 75 36 0,0221 1,0000 1,0000 10,00 100,00%
2550 1629
Tabla 2
En esta tabla (Tabla 2) aparecen treinta y cuatro filas relativas a los intervalos mencionados en
la recogida de datos.
Las cuatro primeras columnas (nmero de medicin, intervalo de funcionamiento, horas de
funcionamiento y nmero de fallos) muestran los datos recogidos y ya comentados con
anterioridad. La columna cinco refleja a frecuencia relativa entre fallos que, como es sabido,
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 14
se obtiene mediante el cociente entre el nmero de fallos por intervalo y el nmero total de
fallos registrados durante el perodo de observacin.
La siguiente columna representa la frecuencia acumulada de fallos F(t), cuyos valores figuran
en tanto unitario y debern transformarse en tanto por cien, para ser representados en el papel
probabilstico de Weibull.
La sptima columna muestra el tiempo relativo acumulado (t), el cual se ha obtenido
dividiendo el mayor valor de los lmites del intervalo por el total de horas de funcionamiento
computadas durante el perodo de observacin, que en este caso son 2550 horas.
La columna octava es la reproduccin de la columna anterior multiplicada por 10. Su objeto
es poder trabajar en el segundo tramo del eje de abscisas (eje donde se representa el tiempo)
del papel de Weibull.
Finalmente, la ltima columna de la tabla muestra la frecuencia acumulada de fallos F(t) en
tanto por cien.
Otro clculo interesante (que no se ha incluido en esta tabla al no ser necesario para la
representacin grfica) es: LnLn1 / 1-F(t). Este resultado para cada intervalo, permite realizar
el anlisis de regresin de los puntos del grfico.
Trasladando los valores obtenidos en las dos ltimas columnas (abscisas y ordenadas) de la
Tabla 2, se trazan los 34 puntos sobre el papel probabilstico y comprobando que estn
alineados, se dibuja la recta que mejor se adapta a los puntos obtenidos. Esta recta representa
la funcin de Weibull, ley de distribucin de la duracin de componentes, equipos o sistema
en estudio. En cuanto a los primeros puntos, bastante separados de la recta, al comprobar que
el efecto sobre las estimaciones cuando se prescinda de estos primeros datos era poco
significativo, se decidi mantenerlos en el estudio.
De la representacin grfica, obtenemos el parmetro de forma , (pendiente de la recta). ste
se obtiene mediante el baco que el papel probabilstico lleva incorporado. Trazando por su
centro una recta paralela a la que representa la ley de probabilidad (la obtenida mediante la
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 15
unin de los puntos) y leyendo en la escala (eje opuesto y paralelo al de tiempo o nmero de
operaciones), el valor es = 2,4.
El parmetro de escala , lo obtendremos leyendo la duracin que corresponde al punto de la
recta de Weibull que presenta una mortalidad acumulada del 63,2%. Esta interseccin
proyectada sobre el eje de abscisas se produce para un valor aproximadamente igual a 6,3.
Generalmente, existe en el grfico una escala opuesta a F(t), graduada con los valores LnLn1 /
1-F(t), en la que el 63.2% de F(t) se corresponde con el valor cero de esta escala, facilitando
6,3
F
u
n
c
i
n
d
e
d
i
s
t
r
i
b
u
c
i
n
a
c
u
m
u
l
a
d
a
F
(
t
)
Tiempo o nmero de operaciones
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 16
as la localizacin de esta ordenada de estimacin (en el presente grfico este punto est
indicado mediante la letra ).
De los datos de partida sabemos que para el valor de abscisas 6,18 le corresponde un nmero
de horas igual a 1575, y para un valor de 6,47 le corresponden 1650 horas. De manera que,
interpolando entre estos dos puntos, podremos obtener las horas correspondientes a nuestro
valor 6,3.
Para convertir este valor de 6.3 en horas de funcionamiento:
6.18 1,575
6.47 1,650
6.3
Interpolando:
Es decir, = 1606,03.
La vida media o duracin media es
0
= (1 + 1/). En nuestro caso, debido a que =
2,4, el valor de (1 + 1/) es 0,88649. Por lo tanto,
0
= 1424 horas.
La funcin de la tasa de fallo de una distribucin de Weibull corresponde a la expresin:
1
(t)
|
.
|
\
|
=
Al estar trabajando bajo el supuesto de la existencia de posibilidad de fallo desde t=0, el
parmetro de origen o posicin = 0.
6.47 - 6.18
1,650 - 1,575
6.3 - 6.18
- 1,575
= = 1,606.03
6.47 6.3 6.18
1,650
1,575
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 17
De los datos de la muestra vamos a tomar dos perodos de tiempo: t = 75 (primera semana) y t
= 2550 (horas acumuladas hasta el ltimo intervalo) y cuantificar la tasa de fallo para dichos
perodos: (75) = 0,000020 fallos / hora y (2550) = 0,002855 fallos / hora.
Se constata el crecimiento de la tasa de fallo en funcin del tiempo.
2.5. Estimacin Mximo Verosmil de la distribucin Weibull.
Como ya hemos dicho a lo largo de este trabajo, el diseo de un sistema de mantenimiento
que permita una gestin ptima de los repuestos requiere el ajuste de una determinada
distribucin de probabilidades a la variable tiempo que transcurre entre fallos consecutivos en
el sistema productivo. Distribuciones como la Normal, Exponencial, Gamma y Weibull han
sido propuestas en este contexto. Entre todas estas distribuciones, la de Weibull destaca por su
amplia flexibilidad, permitiendo el ajuste de una amplia gama de formas para la distribucin
de fallos.
Sea t la variable aleatoria tiempo entre fallos consecutivos en el sistema productivo. Si esta
variable se distribuye segn la ley de Weibull, su funcin de densidad es:
( ) > |
.
|
\
|
|
.
|
\
|
t with , e
t
t f
t
1
y su funcin de distribucin es:
( ) , t with , e 1 t F
t
> =
|
.
|
\
|
donde >0 es el parmetro de escala, >0 es el parmetro de forma y >0 es el parmetro de
posicin. En nuestro caso, el valor del parmetro se interpreta como el momento del tiempo
en el que se produce el primer fallo. Supondremos =0, es decir, desde el momento en el que
se pone en marcha el sistema de produccin puede producirse el primer error por azar.
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 18
Para el diseo de sistemas de mantenimiento la estimacin de los parmetros de la
distribucin de Weibull se ha realizado con la ayuda de los papeles probabilsticos (Nelson y
Thompson,1971). Dicha estimacin se basa en una serie de transformaciones consecutivas
sobre la funcin de distribucin. El objetivo de dichas transformaciones es conseguir una
relacin lineal que puede estimarse mediante mnimos cuadrados ordinarios, sustituyendo
para ello la funcin de distribucin terica por la emprica obtenida a partir de la informacin
muestral. A partir de la recta de regresin estimada, con ayuda del papel probabilstico
correspondiente, pueden deducirse los parmetros de escala () y de forma () que definen la
distribucin de Weibull. Dicha forma de proceder provoca imprecisiones en la estimacin de
los parmetros, ello se debe a que, al igual que en todos los procedimientos basados en
transformaciones previas de los datos, estas sucesivas transformaciones van acumulando
errores de precisin los cuales afectan a los resultados obtenidos para los valores de los
parmetros.
Como alternativa o incluso de forma complementaria al papel probabilstico, en este trabajo
tambin proponemos obtener la estimacin mximo verosmil de los parmetros de la
distribucin de Weibull. Si no hay errores de especificacin en el modelo, es decir, si la
variable aleatoria de inters se distribuye segn la ley de Weibull la estimacin mximo
verosmil es consistente; adems toda estimacin mximo verosmil es eficiente, esta ltima
propiedad est directamente ligada a la mayor precisin de este estimador.
Sean T
1
, ..., T
n
n momentos del tiempo en los que por azar se producen n fallos consecutivos
que provocan la parada del sistema de produccin. La funcin de verosimilitud de la
distribucin de Weibull es:
( )
|
.
|
\
|
=
=
|
|
.
|
\
|
|
.
|
\
|
= =
n
1 i
i
t
n
1 i
1
i
n n
1 i
i
e
t
t f L
y la estimacin mximo verosmil se basa en la maximizacin del logaritmo de la funcin
anterior, con respecto a los parmetros que definen la distribucin. El logaritmo de la
verosimilitud es:
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 19
( ) ( )
|
|
.
|
\
|
|
|
.
|
\
|
+ |
.
|
\
|
=
=
n
1 i
i
n
1 i
i
t t
ln 1 ln n L ln
igualando a cero la primera derivada de ln(L) con respecto a y a y resolviendo el sistema
de dos ecuaciones resultante se obtienen las estimaciones mximo verosmiles (Johnson, Kotz
y Balakrishnan, 1994, Captulo 21) y
. Para resolver el sistema de dos ecuaciones
resultantes de igualar las primeras derivadas con respecto a los dos parmetros a cero suelen
utilizarse algoritmos iterativos, el ms comn es el de Newton-Raphson.
En muchos casos, al igual que en el nuestro, la informacin muestral se presenta de forma
agrupada en intervalos de tiempo. Es decir, la informacin disponible es la del nmero de
fallos en una serie de intervalos de tiempo consecutivos. Cuando esto es as la forma de ln(L)
es ms sencilla, lo que facilita el proceso de optimizacin (Archer, 1982).
La estimacin mximo verosmil de los parmetros de la Weibull, tanto si los datos estn
agrupados como si no, aparece implementada en algunos softwares estadsticos, ejemplo de
ello es el SAS. Este programa posee un mdulo de control de calidad (QC), el cual incluye
procedimientos que ya tienen implementada la estimacin aqu presentada.
En este trabajo, los resultados de la estimacin mximo verosmil de los parmetros de la
Weibull se han obtenido con el procedimiento CAPABILITY del mdulo QC del programa
estadstico SAS. Estos resultados son: =1607.01 y
=2.448, y estn muy prximo a los
obtenidos con ayuda del papel probabilstico correspondiente. Aunque, como se ha justificado
anteriormente, esta estimacin mximo verosmil posee una mayor precisin.
El software estadstico SAS (SAS Institute Inc.) es un programa informtico especializado
en anlisis de datos. SAS permite realizar anlisis estadsticos de todo tipo y en todos los
campos donde la estadstica en una herramienta fundamental (diseo de experimentos, control
de calidad, anlisis socioeconmico, ...). El software est dividido en una serie de mdulos,
los cuales a su vez incorporan procedimientos concretos de anlisis de datos. Uno de los
mdulos que forma parte de SAS es el de control de calidad (mdulo QC), el cual incorpora
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 20
una serie de herramientas estadsticas para el anlisis de datos como son los tiempos de fallo
en una mquina.
El mdulo QC (Quality Control) incorpora el procedimiento CAPABILITY, el cual permite
analizar la distribucin emprica de una variable y compararla con una o varias distribuciones
tericas (Normal, Weibull, Log-Normal, Exponencial, Beta y Gamma), con el objetivo de
contrastar la consistencia de las hiptesis tericas con el comportamiento emprico de los
datos. Adems, si no existe informacin sobre los valores que toman los parmetros que
definen la distribucin terica seleccionada, el procedimiento CAPABILITY calcula la
estimacin mximo verosmil y, posteriormente, contrasta la consistencia entre dicha
estimacin y la distribucin emprica.
2.6. Determinacin de los parmetros de mantenimiento
Para obtener el tiempo entre revisiones, es decir para obtener el parmetro
2
, debemos
considerar
la funcin de fiabilidad para una distribucin de Weibull. sta se obtiene en base a
la expresin:
- t
-
e = R(t)
|
|
.
|
\
|
Como que = 0,
t
-
e = R(t)
|
|
.
|
\
|
;
-
e = ) R(
2
2
|
|
.
|
\
|
Fijando una fiabilidad del 90% podemos determinar el valor de
2
:
2,4
1607
-
e = 0,9
2
|
|
.
|
\
|
2
= 629 horas
Lgicamente, si quisiramos aumentar el nivel de fiabilidad, por ejemplo a un 99%, el tiempo
entre revisiones sera menor.
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 21
El tiempo medio entre fallos (T.M.E.F.), es decir el parmetro
1
es funcin de la vida media
0
, del tiempo entre revisiones
2
y de la fiabilidad que se espera alcanzar en
2
. Su valor
viene dado por la siguiente expresin:
p
t
lim
1
1
=
siendo
p
la tasa de fallo con mantenimiento preventivo.
El clculo del lim
p
, cuando t, en el caso de una distribucin de Weibull, obedece a la
siguiente ecuacin:
|
.
|
\
|
+
|
.
|
\
|
(
(
(
(
=
|
|
.
|
\
|
|
|
.
|
\
|
2
0
2
2
2
2
p
dx
x
e
e 1 !
Tw
1
lim
t
Siendo Tw =
0
= 1424 horas, = 2,4, = 1606,03 horas y
2
= 629 horas,
lim
p
= 0,0001649 fallos / hora.
Vemos pues, que el efecto del mantenimiento preventivo supone una reduccin muy
importante de la tasa de fallo, lo que repercutir, como es obvio, en el tiempo medio entre
fallos, parmetro que estamos buscando.
1
= 1 / 0,0001649 = 6064 horas
Este resultado muestra el considerable aumento de la vida media del sistema como
consecuencia de haber fijado un tiempo entre revisiones de 629 como lmite de degradacin y
el objetivo de alcanzar una fiabilidad del 90%.
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 22
3. CLCULO DEL STOCK DE REPUESTOS
La explotacin econmica de todo equipo industrial afecta en gran medida al campo de los
repuestos. Por este motivo, una faceta de especial inters por parte del usuario es la
determinacin de la cantidad de repuestos necesarios que debe disponer para garantizar el
funcionamiento de las instalaciones. Para ello ser necesario disponer de uno o ms modelos
que le permitan determinar esta cantidad.
Estimamos que, lo que primero que debe estar definido para poder determinar la cantidad de
repuestos, son los contenidos de los conceptos de: parque de equipos, equipo, conjunto,
componente y elemento. Ello nos permitir establecer el modelo ms adecuado para optimizar
la gestin de cada uno de ellos.
Parque de equipos: Conjunto de equipos de igual tipo, cuya fiabilidad se espera que responda
a las caractersticas de funcionamiento especificadas, que se puedan corregir oportunamente
los desgastes que se producen por su uso y ser restaurados a su servicio normal en el tiempo
preestablecido.
Equipo: Es la unidad compleja de orden superior formada por conjuntos agrupados en
sistemas funcionales (hidrulicos, neumticos, elctricos, electrnicos, de propulsin, ...)
Ejemplos: Automvil, avin, buque, torno, fresadora, clula de fabricacin flexible, ...
Conjunto: Unidad funcional independiente formada por componentes, normalmente de
diversa tecnologa (mecnica, elctrica, electrnica, electromecnica).
Ejemplos: Motores, generadores elctricos, bombas hidrulicas, instrumentos indicadores, ...
Componente: Unidad que, aislada, normalmente no es funcional y que por lo general es de
una misma tecnologa.
Ejemplos: Cilindros de motor alternativo, inducidos de generadores elctricos, rotores de
turbina, rodamientos, ejes de transmisin...
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 23
Elemento: Partes constituyentes de los componentes. Normalmente son de orden inferior en
cuanto a estructura y base funcional.
Ejemplos: Juntas, tornillos, cables, interruptores, transistores, brocas, retenes...
La exposicin de los conceptos: conjunto, componente y elemento, nos va a permitir escoger
el modelo de gestin ms adecuado para cada uno de ellos. En este sentido, debido a las
caractersticas que engloban cada concepto, en cuanto a inmovilizacin financiera que cada
uno supone, el entretenimiento, conservacin y espacio ocupado, nos parece racional agrupar
conjuntos y componentes para ser tratados en un mismo modelo de gestin, mientras que los
elementos consumibles pertenecientes a conjuntos y repuestos, aplicarles otro modelo de
gestin.
En cuanto a conjuntos y componentes, el modelo a determinar, ha de permitir obtener un nivel
de stock que establezca un equilibrio entre el coste de posesin y el coste de rotura haciendo
mnima la suma de ambos costes. En este trabajo, por motivos de limitar su extensin, no
vamos a desarrollar este modelo; no obstante el lector interesado en el mismo puede consultar
la publicacin de Cuesta lvarez (1987c) en la que encontrar una exposicin del mismo.
Por lo que respecta a los repuestos de elementos consumibles, son lgicamente de mayor
cuanta numrica aunque de menor complejidad y precio unitario que los conjuntos y
componentes. Pero, no por ello, su determinacin debe hacerse sin tener en cuenta criterios
econmicos y tcnicos. A continuacin exponemos el modelo relativo a la gestin de este tipo
de stocks.
La forma normal de proceder (Cuesta lvarez, 1987c, pgs. 52 y 53) para la determinacin
del nivel de repuestos de elementos consumibles es a partir del conocimiento de la tasa de
fallos en el perodo de vida til y de aqu, o bien mediante la funcin de distribucin de
Poisson o de la variable tipificada correspondiente a esta distribucin, determinar el nivel de
repuestos tal y como se detalla a continuacin:
Mediante la funcin de distribucin de Poisson, fijando el nivel de confianza con el que se
desea calcular el nivel de repuestos y conocida la esperanza de fallos H, siendo la tasa de
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 24
fallo y H el horizonte temporal que deseamos cubrir con el nivel de repuestos, haremos los
clculos bajo los siguientes supuestos:
Tomaremos como tasa de fallo del elemento la tasa de fallos del sistema.
Al ser el parmetro = 2,4, nos encontramos que el sistema no se halla en el
perodo de vida til (sera el caso de = 1), sino en la fase de desgaste. Ello har,
con toda probabilidad que la tasa de fallo que se aplique al elemento sea mayor que
si consideramos el perodo de vida til.
Supongamos que de determinado elemento del sistema (el sistema lo componen las nueve
clulas de fabricacin flexible) se desea conocer el nivel de repuestos para 4 meses de 9
componentes (una por clula), cada una de las cuales llevan incorporados 6 elementos del tipo
en cuestin (por ejemplo pueden ser arandelas, grapas, pasadores, filtros, etc.) previendo un
funcionamiento por da de cada componente de 8 horas. Se tiene:
La tasa de fallo del sistema en la ltima semana del perodo de observacin fue: =
0,002855 fallos / hora.
El horizonte temporal ser: H = 30 das x 4 meses x 8 horas = 960 horas
H = 0,002855 x 960 = 2,74 3
Fijado por ejemplo un nivel de confianza del 99% obtenemos un valor igual a 8, que
corresponde a m de la tabla de la distribucin de Poisson para un valor de H = 3 y un nivel
de confianza del 99% (0,9962 en la tabla).
Consecuentemente, en total para 9 componentes de 6 elementos cada una, sern necesarios
para optimizar el stock de repuestos durante el horizonte H:
9 componentes x 6 elementos / componente x 8 repuestos / elemento = 432 repuestos
Por tanto, 432 unidades, que pueden ser, arandelas o filtros, o pasadores, etc.; nos cubren el
stock de repuestos del elemento en cuestin durante 4 meses.
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 25
4. CONCLUSIONES
Hay que tener presente que la fiabilidad no es una prediccin del funcionamiento correcto de
un dispositivo durante un determinado nmero de horas, kilmetros, arranques, etc., sino que
es la probabilidad de que dicho aparato funcione durante el tiempo especificado y en unas
determinadas condiciones. Por tanto el fabricante no garantiza que el dispositivo trabaje
durante X horas, sino que slo da la probabilidad de su funcionamiento correcto durante X
horas.
La tasa de fallo puede considerarse como la probabilidad de fallo en una de las unidades que
no ha fallado hasta ese momento. La tasa de fallo es una medida de la variacin de la
fiabilidad en el tiempo.
Para conseguir una eficiencia en la explotacin de equipos industriales, debe hacerse una
relacin equilibrada entre fiabilidad (como objetivo para lograr la regularidad de las
operaciones) el mantenimiento (como medio para alcanzar la fiabilidad) y la mantenibilidad
(como medida de la ponderacin de la dificultad del mantenimiento).
En los estudios de fiabilidad a la hora de procesar los datos deben separarse las causas
asignables de lo que son causas aleatorias, a fin de no cometer imprecisiones, que originan
resultados no reales.
Considerar que la informacin bsica para poder tomar decisiones en temas de fiabilidad, se
centra en la determinacin del tipo de distribucin de fallos que sigue el componente,
dispositivo o sistema, ya que a partir de tal informacin se determinar la tasa de fallos.
Del conocimiento de la tasa de fallos se deduce el tipo de mantenimiento a aplicar con objeto
de reducirla. Hecho que tiene una influencia directa sobre el tiempo medio entre fallos ya que
ste aumenta a medida que la tasa de fallos decrece.
Comparando los resultados obtenidos entre la estimacin mediante papel probabilstico y
mximo verosmil, se desprende que la diferencia entre ambos (parmetros y ) es
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 26
prcticamente inapreciable. Ello constata la validez de las estimaciones hechas mediante
procedimientos grficos, las cuales son muy utilizadas en la prctica empresarial.
5. BIBLIOGRAFA
ARMIJO ESTEVE, M et al. (1970): Fiabilidad: Fundamentos y aplicaciones, Asociacin
Espaola para el control de la calidad, Madrid.
AMSTADTER, L.B. (1976): Matemticas de la Fiabilidad, Revert, Barcelona.
BOX, C., W. HUNTER, J. STUART and H. HUNTER (1989): Estadstica para
investigadores, Revert, Barcelona.
CLAVIJO TORNERO, R. (1995): "Optimizacin de la gestin de mantenimiento a travs del
mantenimiento basado en el riesgo (RbM)" Revista de Mantenimiento, no. 84, 21-26.
CREUS SOL, A. (1992): Fiabilidad y seguridad: Su aplicacin en procesos industriales,
Marcombo, Coleccin Prodctica, Barcelona.
CUESTA LVAREZ, M. (1984): "La mantenibilidad de equipos industriales y su
repercusin en la disponibilidad" Revista de Mantenimiento, no. 4, 16-21.
CUESTA LVAREZ, M. (1987a): "Fiabilidad y Modos de fallo: Determinaciones prcticas"
Revista de Mantenimiento, no. 19, 9-15.
CUESTA LVAREZ, M. (1987b): "Mantenimiento ideal y mantenimiento imperfecto"
Revista de Mantenimiento, no. 20, 23-30.
CUESTA LVAREZ, M. (1987c): "Fiabilidad, mantenimiento, mantenibilidad y apoyo
logstico al mantenimiento" Revista de Mantenimiento, no. 22, 47-53.
CUESTA LVAREZ, M. (1989): "Tiempo frontera: reparacin/revisin" Revista de
Mantenimiento, no. 32, 9-16.
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 27
CUESTA LVAREZ, M. (1990): "Sugerencias para implantacin, o mejora, del control de la
fiabilidad industrial, en base a la tecnologa funcional del sistema a considerar" Revista de
Mantenimiento, no. 40, 7-14.
CUESTA LVAREZ, M. (1992): "El Mantenimiento Preventivo como elemento de
optimizacin de la gestin empresarial" Revista de Mantenimiento, no. 60, 23-30.
DELGADO MNDEZ, C., L.M. MARTNEZ ARRESTI. (1995): "Mantenimiento
preventivo: automatizacin del clculo de los parmetros de Weibull" Revista de
Mantenimiento, no. 87, 21-26.
DE SANTANA SEIXAS, E. (1990): "Mantenimiento correctivo. Preventivo y Predictivo"
Revista de Mantenimiento, no. 42, 35-41.
DOUNCE VILLANUEVA, E. (1984): "Nuevas bases tericas para el mantenimiento
industrial" Revista de Mantenimiento, no. 6, 17-26.
DOUNCE VILLANUEVA, E. J.F. DOUNCE PREZ-TAGLE (1990): La productividad en
el mantenimiento industrial, Compaa de Editores Continental, Mxico.
FERNNDEZ SNCHEZ, E.; VZQUEZ ORDS, C.J. (1994): Direccin de la Produccin
II. Mtodos operativos, Civitas, Madrid.
FERNNDEZ STEINKO, A. (1996): "El futuro del lanzamiento industrial: Dimensiones,
estrategias y cambios organizativos" Revista de Mantenimiento, no. 99, 5-15.
HEIZER, J.; RENDER, B. (2001): Direccin de la Produccin. Decisiones tcticas, Prentice
Hall, Madrid, (sexta edicin).
JOHNSON, N.L., S. KOTZ, N. BALAKRISHNAN. (1994): Continuos univariate
distributions, vol. 1, John Wiley & sons, USA.
NAKAJIMA, S. (1992) Programa desarrollo del TPM (Implantacin de mantenimiento
productivo total), Tecnologas gerencia y Produccin, Madrid.
LA ELECCIN DEL TIPO DE MANTENIMIENTO EN FUNCIN DE
LA FIABILIDAD QUE SE DESEA ALCANZAR EN LOS EQUIPOS
PRODUCTIVOS
Pgina 28
PIERUSCHKA, E. (1963): Principles of reliability, Locheed Misile and Space company,
California (USA).
REY SACRISTN, F. (1987): "La disponibilidad en los sistemas de produccin como
objetivo de calidad de mantenimiento" Revista de Mantenimiento, no. 21, 17-26.
RIBELLES MARTNEZ, J. (2000): "Estrategias para un mercado liberado" Revista de
Mantenimiento, no. 132, 45-52.
SALVA CRDENAS, M., C. SANZ SEGUNDO, J. LPEZ BERNAL. (1990): "Gestin
ptima del almacn de piezas de repuesto" Revista de Mantenimiento, no. 116, 89-90.
ZWEIG, M. (1992): "Gestin Integrada de Mantenimiento (II). Logstica de
Aprovisionamiento" Revista de Mantenimiento, no. 56, 17-20.
You might also like
- TercerizacionDocument1 pageTercerizacioncarlosalbert34No ratings yet
- IntermediacionDocument4 pagesIntermediacioncarlosalbert34No ratings yet
- Ar19169 Ocr PDFDocument12 pagesAr19169 Ocr PDFcarlosalbert34No ratings yet
- C214 Ocr PDFDocument7 pagesC214 Ocr PDFcarlosalbert34No ratings yet
- Caso FontanedaDocument4 pagesCaso Fontanedacarlosalbert34No ratings yet
- El Fujimorismo Ascenso y Caida de Un Regimen AutoritarioDocument92 pagesEl Fujimorismo Ascenso y Caida de Un Regimen AutoritarioFreddy PérezNo ratings yet
- Manual Anclajes Parte3 Pags144 163Document20 pagesManual Anclajes Parte3 Pags144 163carlosalbert34No ratings yet
- Eyg Sesion 1 - Los Mercados y La RegulacionDocument26 pagesEyg Sesion 1 - Los Mercados y La Regulacioncarlosalbert34No ratings yet
- Lineas Aereas de Media y Baja Tension Calculo MecanicoDocument169 pagesLineas Aereas de Media y Baja Tension Calculo MecanicoMendoza PCNo ratings yet
- Tabla Periódica, Configuración Electrónica y Enlace Químico de Los ElementosDocument4 pagesTabla Periódica, Configuración Electrónica y Enlace Químico de Los Elementosvladimir divasNo ratings yet
- FOSFACENOSDocument7 pagesFOSFACENOSvanessa ramosNo ratings yet
- Medición de Temperatura - Trabajo PracticoDocument11 pagesMedición de Temperatura - Trabajo PracticoPamela Rojas Díaz de VivarNo ratings yet
- Presentación Muros de Gaviones Carrasco para HoyDocument91 pagesPresentación Muros de Gaviones Carrasco para HoyJohnny Ccatamayo BNo ratings yet
- Diseño de Columna C1Document3 pagesDiseño de Columna C1Javier Guevara DavilaNo ratings yet
- Estudio TopograficoDocument54 pagesEstudio TopograficoYesmit Tania Doroteo MoralesNo ratings yet
- Baybus - FanBus - RheoBus - ElectroBus - PWM - 220VDocument17 pagesBaybus - FanBus - RheoBus - ElectroBus - PWM - 220VanimalenlataNo ratings yet
- CC1118. Informe TécnicoDocument9 pagesCC1118. Informe TécnicoFelipe TBNo ratings yet
- Diseno de Pozos de Aguas Subterraneas 2018 IIDocument28 pagesDiseno de Pozos de Aguas Subterraneas 2018 IILuis A CasimiroNo ratings yet
- Cinytec PreciosDocument2 pagesCinytec PreciosAixa RossiNo ratings yet
- Serie de Problemas de Cinética EnzimáticaDocument4 pagesSerie de Problemas de Cinética EnzimáticaCristina CrrsNo ratings yet
- Kupageo - Catalogo 2019Document17 pagesKupageo - Catalogo 2019SieteMr77No ratings yet
- Informe Bote Con ResumenDocument20 pagesInforme Bote Con Resumenmiguel mardonklaNo ratings yet
- Aireadores de Fuente o SurtidoresDocument23 pagesAireadores de Fuente o SurtidoresEndersong Enmanuel Téllez LópezNo ratings yet
- Tablas de Dosificación de ConcretoDocument3 pagesTablas de Dosificación de ConcretoAxel Martínez Nieto100% (3)
- Catalogo Del FabricanteDocument12 pagesCatalogo Del FabricanteZarahi MorenoNo ratings yet
- El Agustino: Av. Nogales 235Document29 pagesEl Agustino: Av. Nogales 235franperciNo ratings yet
- Practica 11 Cto para Grabar y Leer Mem Sram 6116Document7 pagesPractica 11 Cto para Grabar y Leer Mem Sram 6116StgGenericNo ratings yet
- Practica 14Document3 pagesPractica 14Álvaro PinedaNo ratings yet
- Manual de Funciones Y Responsabilidades: Sistemas de Gestión Integrada SGI Manual Código: RRHH-MFR.0 Versión: 0Document30 pagesManual de Funciones Y Responsabilidades: Sistemas de Gestión Integrada SGI Manual Código: RRHH-MFR.0 Versión: 0Noelia RodríguezNo ratings yet
- Fuentes de Abastecimiento de Agua PotableDocument10 pagesFuentes de Abastecimiento de Agua PotableAnderson Julon PerezNo ratings yet
- PRECOMISIONADODocument9 pagesPRECOMISIONADOAlfredo R LarezNo ratings yet
- AerosolesDocument15 pagesAerosolesalexqaNo ratings yet
- Bench MarkingDocument12 pagesBench MarkingVale Quesada MoraNo ratings yet
- Valor Posicional 05 de MayoDocument14 pagesValor Posicional 05 de MayoElizabeth Maribel Bravo TorresNo ratings yet
- UntitledDocument1 pageUntitledWaldir Bonet Santos CorreaNo ratings yet
- Carrier Utc 2018 PDFDocument93 pagesCarrier Utc 2018 PDFfrancisco bujeque perezNo ratings yet
- Heridas Por Arma BlancaDocument17 pagesHeridas Por Arma BlancaGuillermo Bladimir Guerrero AndradeNo ratings yet
- Trifoliar - 4Document2 pagesTrifoliar - 4Victor MenéndezNo ratings yet