You might also like
- ASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound GasketsDocument5 pagesASME B16.47!75!300# Series B Flanges With FLEXSEAL Spiral Wound Gasketserik aranaNo ratings yet
- Dimensions and Weights of Welded and Seamless Wrought Steel Pipe Asme b36.10mDocument77 pagesDimensions and Weights of Welded and Seamless Wrought Steel Pipe Asme b36.10mPablo Cesar PanessoNo ratings yet
- En 10025-2 ExtractDocument1 pageEn 10025-2 Extractpalani.djpNo ratings yet
- Architects Centra r200 DatasheetDocument2 pagesArchitects Centra r200 DatasheetCarlos SantoyoNo ratings yet
- 2520 z000 STD 1780 06 - B Anchor Bolt DetailDocument2 pages2520 z000 STD 1780 06 - B Anchor Bolt Detailabdul mujeebNo ratings yet
- Calculation of PipeReinforcement ASMEB31 1Document4 pagesCalculation of PipeReinforcement ASMEB31 1threedlabsNo ratings yet
- HDPE-MaterialData 78281Document2 pagesHDPE-MaterialData 78281tayyabmubarik2417No ratings yet
- Car Washer CatalogueDocument24 pagesCar Washer Cataloguesra electricalsNo ratings yet
- Sa 420Document10 pagesSa 420Widya widyaNo ratings yet
- E1 Technical Data Sheet - ShortDocument2 pagesE1 Technical Data Sheet - ShortOmaiyio M. SaginiNo ratings yet
- FRP PipeDocument4 pagesFRP PipealvinchuanNo ratings yet
- Spec No / Name Unsno/ Numeric Norm Form Class Condition: Material Database ReportDocument16 pagesSpec No / Name Unsno/ Numeric Norm Form Class Condition: Material Database ReportRafeek ShaikhNo ratings yet
- Autopipe Vessel Guide 1-5Document5 pagesAutopipe Vessel Guide 1-5fiuto_rights_1404802No ratings yet
- Asme Viii D Table 2aDocument9 pagesAsme Viii D Table 2aHugoNo ratings yet
- Cast - Basket Strainers - 2nd EditionDocument27 pagesCast - Basket Strainers - 2nd EditionmartinnovelNo ratings yet
- Chibro Press Fit Piping Data SheetDocument5 pagesChibro Press Fit Piping Data SheetBoyd Johnston100% (1)
- SVI Sludge Volume Index, ML/GDocument2 pagesSVI Sludge Volume Index, ML/GLye YpNo ratings yet
- Asme Pipe Wall ThicknessDocument3 pagesAsme Pipe Wall ThicknessYoke ShuNo ratings yet
- Mechanical Specifications For Fiberbond ProductDocument8 pagesMechanical Specifications For Fiberbond ProducthasnizaNo ratings yet
- 3.3development and Scope of Asme CodeDocument1 page3.3development and Scope of Asme CodeArunraj PoikayilNo ratings yet
- Flange Leakage 6Document2 pagesFlange Leakage 6hamid sobirinNo ratings yet
- ASTM A53 Vs A500 EquivalenceDocument6 pagesASTM A53 Vs A500 Equivalenceemmanuilmoulos6339No ratings yet
- Design and Analysis of Pressure Vessel Skirt Considering Seismic Load As Per Uniform Building Code IJERTCONV4IS10007Document5 pagesDesign and Analysis of Pressure Vessel Skirt Considering Seismic Load As Per Uniform Building Code IJERTCONV4IS10007RSalehNo ratings yet
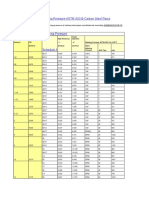
- Maximum Working Pressure-ASTM A53 B Carbon Steel PipesDocument2 pagesMaximum Working Pressure-ASTM A53 B Carbon Steel PipesBFEVietnamNo ratings yet
- Oil Cooler - Pre Design Data SheetDocument3 pagesOil Cooler - Pre Design Data SheetSakthi VelNo ratings yet
- Din 6618 1Document10 pagesDin 6618 1Rad Imam VinoNo ratings yet
- CAL-ST-070!17!01 Rev01 Shipping Saddles CalculationDocument11 pagesCAL-ST-070!17!01 Rev01 Shipping Saddles CalculationgiubelloNo ratings yet
- Jis g3456 Grade STPT 410 Pipes PDFDocument1 pageJis g3456 Grade STPT 410 Pipes PDFMitul MehtaNo ratings yet
- Piping Class San 3120 P Et 003Document42 pagesPiping Class San 3120 P Et 003cecilNo ratings yet
- En 13121-3:2008+a1:2010 (E)Document1 pageEn 13121-3:2008+a1:2010 (E)TIME STAR COMPOSITENo ratings yet
- SP by CantileverDocument18 pagesSP by CantileverPaldexNo ratings yet
- SPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureDocument1 pageSPBG PLBG - Kalkulasi Tebal Pipa-ASME B31.3 - High PressureAris KancilNo ratings yet
- Flange GradesDocument8 pagesFlange Gradesaateka02No ratings yet
- WEP Standard For Reference OnlyDocument37 pagesWEP Standard For Reference OnlyKiran NikateNo ratings yet
- Pipe Support IndexDocument4 pagesPipe Support IndexxkokarcaxNo ratings yet
- RPS General IntroductionDocument41 pagesRPS General IntroductionRobert HawkinsNo ratings yet
- ASME B16.5 2013 FlangeRating 1.0Document4 pagesASME B16.5 2013 FlangeRating 1.0sanjaysyNo ratings yet
- EJMA Example 06Document5 pagesEJMA Example 06Mayank GodhaNo ratings yet
- Needle ValveDocument8 pagesNeedle ValveMuhammad Chilmi100% (1)
- Texas Flange - Product Catalog PDFDocument47 pagesTexas Flange - Product Catalog PDFFranco Saenz SolisNo ratings yet
- Shree Satyanarayan Industrial Suppliers Pvt. LTD.: Carbon Steel Pipe Hydrostatic Test Calculation SheetDocument1 pageShree Satyanarayan Industrial Suppliers Pvt. LTD.: Carbon Steel Pipe Hydrostatic Test Calculation SheetSalman KhanNo ratings yet
- WI06-0260 Calculations For Obround Nozzle ConnectionsDocument4 pagesWI06-0260 Calculations For Obround Nozzle ConnectionskumarNo ratings yet
- Wiik Catalogue 2007Document16 pagesWiik Catalogue 2007suosvannakNo ratings yet
- Deaera DesignDocument13 pagesDeaera DesignBhanu K PrakashNo ratings yet
- CAU2016 Tank PDFDocument21 pagesCAU2016 Tank PDFJagankumar100% (1)
- Catalogo Niple Swage 03Document1 pageCatalogo Niple Swage 03BuenDíaNo ratings yet
- Fibrelogic Flowtite Engineering Guidelines DES M-004 REFER PDFDocument122 pagesFibrelogic Flowtite Engineering Guidelines DES M-004 REFER PDFA.Subin DasNo ratings yet
- Mechanical Design SpreadsheetDocument1 pageMechanical Design SpreadsheetHoney TiwariNo ratings yet
- Flans Chen Prospekt EngDocument2 pagesFlans Chen Prospekt Englorenzinho290No ratings yet
- External Pressure Calculation ResultsDocument8 pagesExternal Pressure Calculation ResultsAndika DearsonNo ratings yet
- 7-12-0005 Rev6 (Skirt Opening Details)Document2 pages7-12-0005 Rev6 (Skirt Opening Details)sumit kumar100% (1)
- Din 6914-10.9Document2 pagesDin 6914-10.9vpjagannaathNo ratings yet
- M 269-96 (2008) (Turnbuckles and Shackles)Document25 pagesM 269-96 (2008) (Turnbuckles and Shackles)tran_lamNo ratings yet
- New Storage Tanks Design GuidelinesDocument6 pagesNew Storage Tanks Design GuidelineschrisevabNo ratings yet
- KVC 01Document35 pagesKVC 01hamidreza_m85No ratings yet
- Sheet Metal FastenersDocument15 pagesSheet Metal FastenersSudath KularathnaNo ratings yet
- Piping Material SpecificationDocument36 pagesPiping Material Specificationravirawat15100% (2)
- Grain, Forage and Feed StructuresDocument4 pagesGrain, Forage and Feed StructurespaaryNo ratings yet
- CFMIsiloDocument4 pagesCFMIsilopaaryNo ratings yet
- Critical DepthDocument3 pagesCritical DepthpaaryNo ratings yet
- Nozzle Reinforcing Calculations For A Pressure Vessel Design - by Abdel Halim GalalaDocument5 pagesNozzle Reinforcing Calculations For A Pressure Vessel Design - by Abdel Halim Galalapaary100% (2)
- Welding Facilities WDFDocument30 pagesWelding Facilities WDFpaaryNo ratings yet
- "Don't Be A Normie, I Guess": Invisible MechanicsDocument30 pages"Don't Be A Normie, I Guess": Invisible Mechanicssameeryad72No ratings yet
- Instruction Manual Shinva 45litre Autoclave240V With PrinterDocument21 pagesInstruction Manual Shinva 45litre Autoclave240V With PrinterEnfant Perdu100% (3)
- C 20 MC 3 4 SemDocument53 pagesC 20 MC 3 4 SemK Kartik KartikNo ratings yet
- Valves. Valves and Fittings Pressure Drop CoefficientsDocument270 pagesValves. Valves and Fittings Pressure Drop CoefficientsJMV100% (1)
- 02 110 BPS Foam Pump Skid With Foam Pump and RC ControllerDocument8 pages02 110 BPS Foam Pump Skid With Foam Pump and RC Controllerarachman297988No ratings yet
- Enthalpy - Thermodynamics Questions and Answers - SanfoundryDocument8 pagesEnthalpy - Thermodynamics Questions and Answers - SanfoundryBhardwaj Rajinder SippyNo ratings yet
- Wiring Layout For Dta EcuDocument5 pagesWiring Layout For Dta EcuJay Daffurn100% (3)
- Catalogo de Partes Blue BirdDocument112 pagesCatalogo de Partes Blue Birdjhongua7No ratings yet
- BTech 1st Sem: Mechanical Science: Stress & StrainDocument10 pagesBTech 1st Sem: Mechanical Science: Stress & StrainTechno India Group100% (1)
- KinematicsDocument7 pagesKinematicsNicole WheelerNo ratings yet
- PNSMV025Document36 pagesPNSMV025Philippe Alexandre100% (1)
- NEW NEW: Silent Diesel Generating SetsDocument2 pagesNEW NEW: Silent Diesel Generating SetsMladen MarićNo ratings yet
- Cobalt Chromium Implant Grade TubingDocument2 pagesCobalt Chromium Implant Grade Tubingkunalkp88No ratings yet
- 3D FEM Approach For Laterally Loaded Monopile DesignDocument8 pages3D FEM Approach For Laterally Loaded Monopile DesignSunil Ranjan MohapatraNo ratings yet
- Determination of Blockage Correction in Open-Jet Wind TunnelDocument6 pagesDetermination of Blockage Correction in Open-Jet Wind Tunnelmoro1381100% (1)
- F885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2Document3 pagesF885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2islamakthamNo ratings yet
- X X H H S S: Department of Mechanical EngineeringDocument5 pagesX X H H S S: Department of Mechanical EngineeringSeila MolinaNo ratings yet
- IES Conventional Mechanical Engineering 1987Document7 pagesIES Conventional Mechanical Engineering 1987eklavya koshtaNo ratings yet
- Sandvik DD321Document4 pagesSandvik DD321Anonymous Dm7iMmt0% (2)
- XTRACT Calculul Unui Perete de B.ADocument1 pageXTRACT Calculul Unui Perete de B.AHDu13No ratings yet
- Practise For Advanced Level by Yomal AmarathungeDocument4 pagesPractise For Advanced Level by Yomal AmarathungeYomal AmarathungeNo ratings yet
- Scan Plan (PAUT) For Taper Joints and K WeldsDocument4 pagesScan Plan (PAUT) For Taper Joints and K WeldsRamakrishnan AmbiSubbiahNo ratings yet
- BlowerGB 2Document6 pagesBlowerGB 2Kiyarash BarmakizadehNo ratings yet
- 1996 Club Car DS Golf Cart Owner's ManualDocument48 pages1996 Club Car DS Golf Cart Owner's Manualdriver33b60% (5)
- Kohn-Sham Equations For DFTDocument15 pagesKohn-Sham Equations For DFTRikardo Pino RiosNo ratings yet
- P - Delta Effect in Reinforced Concrete Structures of Rigid Joint-LibreDocument8 pagesP - Delta Effect in Reinforced Concrete Structures of Rigid Joint-LibrePunithan PunithanNo ratings yet
- Mission Centrifugal PumpsDocument60 pagesMission Centrifugal PumpsWell Site Ranger100% (2)
- ASME Boiler and Pressure Vessel Code, Section III NF, EditioDocument101 pagesASME Boiler and Pressure Vessel Code, Section III NF, EditiorazvannuNo ratings yet
- ASME PTC 22 (Gas Turbine Test Code)Document46 pagesASME PTC 22 (Gas Turbine Test Code)Nanang Hanani Wijaya100% (5)
- Inertia and MassDocument4 pagesInertia and MassTanNo ratings yet