You might also like
- Importancia Del Derecho AmbientalDocument8 pagesImportancia Del Derecho AmbientalSilvy Maricela Haro100% (1)
- T2 - Lógica Jurídica - Alvarado Zapata Cecilia LizbethDocument9 pagesT2 - Lógica Jurídica - Alvarado Zapata Cecilia LizbethCeci AlvaradoNo ratings yet
- Un Enfoque Estrategico para La Gestion de Alianzas PDFDocument12 pagesUn Enfoque Estrategico para La Gestion de Alianzas PDFClaudio CartagenaNo ratings yet
- Definiciones Básicas de Seguridad PrivadaDocument9 pagesDefiniciones Básicas de Seguridad PrivadaJesús CastroNo ratings yet
- Lampa ChicoDocument7 pagesLampa ChicoJessy Caren Cruz QuintoNo ratings yet
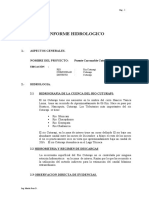
- HIDROLOGIA TucurapiDocument4 pagesHIDROLOGIA TucurapiJessy Caren Cruz QuintoNo ratings yet
- HIDROLOGIA Pte. CHOCCOROSIDocument4 pagesHIDROLOGIA Pte. CHOCCOROSIJessy Caren Cruz QuintoNo ratings yet
- Presupuestocliente PDocument2 pagesPresupuestocliente PJessy Caren Cruz QuintoNo ratings yet
- Incidenciainsumo PDocument4 pagesIncidenciainsumo PJessy Caren Cruz QuintoNo ratings yet
- Procedimiento Operativo Ante IncendiosDocument1 pageProcedimiento Operativo Ante IncendiosJessy Caren Cruz QuintoNo ratings yet
- Plan de EmergenciaDocument3 pagesPlan de EmergenciaJessy Caren Cruz QuintoNo ratings yet
- Certificado AroDocument1 pageCertificado AroJessy Caren Cruz QuintoNo ratings yet
- 1 - SelecciónDocument4 pages1 - SelecciónJessy Caren Cruz QuintoNo ratings yet
- Hoja de Datos de SeguridadDocument1 pageHoja de Datos de SeguridadJessy Caren Cruz QuintoNo ratings yet
- A5 Capítulo 2 Proceso ConstructivoDocument20 pagesA5 Capítulo 2 Proceso ConstructivoLuxme MelendezNo ratings yet
- Certificado de PrácticasDocument2 pagesCertificado de PrácticasJessy Caren Cruz QuintoNo ratings yet
- 4° Libro de Act. 1-64-71Document8 pages4° Libro de Act. 1-64-71Serna Gamarra RaysaNo ratings yet
- 6 GradomatematicaDocument113 pages6 GradomatematicaMaiteNo ratings yet
- Reporte Practica 4. Equipo 4Document10 pagesReporte Practica 4. Equipo 4Charles CenicerosNo ratings yet
- CardiacaDocument14 pagesCardiacaJeraldiin BeltranNo ratings yet
- Trabajo de Historia Critica DominicanaDocument37 pagesTrabajo de Historia Critica DominicanaHd feliz YtNo ratings yet
- Sistema de Surfactante PulmonarDocument29 pagesSistema de Surfactante PulmonarJoanna C. AlfaroNo ratings yet
- Diferencias Comparativas Entre Niños Estímulados y No Estimulados - María Laura CastedoDocument8 pagesDiferencias Comparativas Entre Niños Estímulados y No Estimulados - María Laura CastedoErika Duarte CalderónNo ratings yet
- El Hogar 2 El Papel de La EsposaDocument6 pagesEl Hogar 2 El Papel de La EsposaCemraNo ratings yet
- El Tono NarrativoDocument8 pagesEl Tono Narrativoaldair sanchezNo ratings yet
- La Literatura Española Del Siglo XVIIIDocument2 pagesLa Literatura Española Del Siglo XVIIIJu VeNo ratings yet
- 2018 1 Ve E01 1 06 03 EstaticaDocument9 pages2018 1 Ve E01 1 06 03 EstaticaYoselyn MosqueraNo ratings yet
- Demencia y Depresión (Triptico)Document2 pagesDemencia y Depresión (Triptico)Yemer Villcas SalazarNo ratings yet
- Tensión Superficial FinalDocument12 pagesTensión Superficial FinalWilder Huaman MuñozNo ratings yet
- SEXTODocument6 pagesSEXTOSandra CruzNo ratings yet
- Dinamica - La VentanaDocument2 pagesDinamica - La VentanaChristian SJ100% (1)
- Clase 1Document39 pagesClase 1KAREN SAMANTHA PANAMITO REYESNo ratings yet
- Seder ShabatDocument4 pagesSeder Shabatlucho0314No ratings yet
- Caso de EstudioDocument3 pagesCaso de Estudiovictordario_14467327No ratings yet
- Cuadro Comparativo de Enfoques de Investigacion CualitativaDocument9 pagesCuadro Comparativo de Enfoques de Investigacion Cualitativajohanna silvaNo ratings yet
- Tarea 6 Procesos CognoscitivosDocument9 pagesTarea 6 Procesos CognoscitivosWilkania Taveras DiazNo ratings yet
- NISHITANI - Nihilidad y SunyataDocument46 pagesNISHITANI - Nihilidad y SunyatarosenbergalapeNo ratings yet
- Apendice B Ecuacion de La Rectaenero2017 PDFDocument4 pagesApendice B Ecuacion de La Rectaenero2017 PDFeriksanabriaNo ratings yet
- Alteraciones Del Desarrollo PDFDocument10 pagesAlteraciones Del Desarrollo PDFGaby NuñezNo ratings yet
- Metodo MagneticoDocument35 pagesMetodo MagneticoSamuel P. GarcíaNo ratings yet
- Análisis de Pelicula Denisse Alanez 2Document3 pagesAnálisis de Pelicula Denisse Alanez 2Denisse AlanezNo ratings yet
- Análisis e Interpretación de Estados Financieros COMPARATIVODocument4 pagesAnálisis e Interpretación de Estados Financieros COMPARATIVOAngélicaNo ratings yet