You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Installation and Tuning Guide for AEM EMS on 1990-1994 Mitsubishi EclipseDocument12 pagesInstallation and Tuning Guide for AEM EMS on 1990-1994 Mitsubishi EclipseJose AbreuNo ratings yet
- 7 Basic Qualty Tools & Root Cause AnalysisDocument42 pages7 Basic Qualty Tools & Root Cause AnalysisRamonS.FernandezOrozco100% (1)
- References Edfd227 Group Assessment 2 Newsletter WebsiteDocument8 pagesReferences Edfd227 Group Assessment 2 Newsletter Websiteapi-523911286No ratings yet
- Corning® LEAF® Optical Fiber: Product InformationDocument0 pagesCorning® LEAF® Optical Fiber: Product Informationhcdung18No ratings yet
- CMS 332D Digital Ethics Syllabus UndergrDocument7 pagesCMS 332D Digital Ethics Syllabus UndergrRaúl VillarroelNo ratings yet
- Scenario Pack 3048-3050 - Operational Turning Points - REVIVAL TrialsDocument41 pagesScenario Pack 3048-3050 - Operational Turning Points - REVIVAL TrialsSly MantisNo ratings yet
- An Urgent Need To Modernize: Public Health Data Modernization InitiativeDocument2 pagesAn Urgent Need To Modernize: Public Health Data Modernization InitiativeRyza Jazid BaharNo ratings yet
- Lexmark™ X950de, X952dte and X954dhe (7558-xxx) - Service ManualDocument1,178 pagesLexmark™ X950de, X952dte and X954dhe (7558-xxx) - Service ManualNikkiSpencerNo ratings yet
- Swot TowsDocument1 pageSwot TowsAshwiniNo ratings yet
- This Study Resource Was: Ran - Shorrer@hks - Harvard.edu Eneida - Rosado@hks - Harvard.eduDocument5 pagesThis Study Resource Was: Ran - Shorrer@hks - Harvard.edu Eneida - Rosado@hks - Harvard.eduTOM ZACHARIASNo ratings yet
- 4Ps of Marketing Among Selected Resorts in Cabanatuan CityDocument5 pages4Ps of Marketing Among Selected Resorts in Cabanatuan CityKomal sharmaNo ratings yet
- MHP 6 (Tugas 1 Diskusi Presentasi Laudon Dan Chafey)Document2 pagesMHP 6 (Tugas 1 Diskusi Presentasi Laudon Dan Chafey)Alexander William Wijaya OeiNo ratings yet
- Designing The HighwayDocument13 pagesDesigning The HighwayHugo PainenoNo ratings yet
- Positronic Industries Inc. FC4012D: SK2415 ECO B 23033 TK Yk Cole ECO C 52574 Cole CM ColeDocument1 pagePositronic Industries Inc. FC4012D: SK2415 ECO B 23033 TK Yk Cole ECO C 52574 Cole CM ColekamaveriyanNo ratings yet
- Epigraphs - SubtitleDocument2 pagesEpigraphs - Subtitle17ariakornNo ratings yet
- GeneralMusic synthesizer service manual section titlesDocument16 pagesGeneralMusic synthesizer service manual section titlesAnonymous Syjpyt4Mo100% (1)
- Dogtooth Film ReviewDocument6 pagesDogtooth Film ReviewAstrid JohnsonNo ratings yet
- Pediatric Nurse Cover LetterDocument5 pagesPediatric Nurse Cover Letterafjwoovfsmmgff100% (2)
- Design of Hydroelectric Power PlantsDocument6 pagesDesign of Hydroelectric Power PlantsPDN PRGNo ratings yet
- Altair's Student Guides - CAE and Design Optimization - AdvancedDocument70 pagesAltair's Student Guides - CAE and Design Optimization - AdvancedKFourMetrics100% (11)
- Horse Meets Dog, by Elliot Kalan and Tim Miller, Is A Book About A Horse That Meets A Dog ForDocument14 pagesHorse Meets Dog, by Elliot Kalan and Tim Miller, Is A Book About A Horse That Meets A Dog Forapi-559432931No ratings yet
- 9 Little Translation Mistakes With Big ConsequencesDocument2 pages9 Little Translation Mistakes With Big ConsequencesJuliany Chaves AlvearNo ratings yet
- Brochure DRYVIEW 5700 201504 PDFDocument4 pagesBrochure DRYVIEW 5700 201504 PDFRolando Vargas PalacioNo ratings yet
- Critical Path Method: A Guide to CPM Project SchedulingDocument6 pagesCritical Path Method: A Guide to CPM Project SchedulingFaizan AhmadNo ratings yet
- Linux - Notes by Jitendra SirDocument125 pagesLinux - Notes by Jitendra SirgoyaltarunNo ratings yet
- Cat DP150 Forklift Service Manual 2 PDFDocument291 pagesCat DP150 Forklift Service Manual 2 PDFdiegoNo ratings yet
- Legrand BelankoDocument15 pagesLegrand Belankobilja.malaNo ratings yet
- Subject Link 8 - TGDocument73 pagesSubject Link 8 - TGPi PiNo ratings yet
- Organization Behaviour Understanding Organizations: Dr. Sumi JhaDocument32 pagesOrganization Behaviour Understanding Organizations: Dr. Sumi JhakartikNo ratings yet
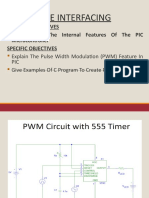
- 5.2 PWM 7 Mac 2017Document34 pages5.2 PWM 7 Mac 2017Elawarasi Nadarajan100% (1)