You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Self-Coached Climber - The Guide To Movem - Dan M (1) HagueDocument376 pagesSelf-Coached Climber - The Guide To Movem - Dan M (1) HagueBill Frisch100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Solutions For Statistics and Probability For EngineersDocument6 pagesSolutions For Statistics and Probability For EngineersPHNo ratings yet
- Analysis of Rack and Pinion Using AnsysDocument21 pagesAnalysis of Rack and Pinion Using AnsysTejas Prakash100% (1)
- Research BulletsDocument18 pagesResearch BulletsVong Albios DogomeoNo ratings yet
- H15B PLUS-2 Parts ManualDocument158 pagesH15B PLUS-2 Parts ManualАлексей50% (2)
- SDC Course OutlineDocument3 pagesSDC Course OutlinedrustagiNo ratings yet
- New Blank TemplateDocument11 pagesNew Blank TemplateAmine MoutaqiNo ratings yet
- Agile Scrum at Glance BaselineDocument1 pageAgile Scrum at Glance BaselinedrustagiNo ratings yet
- SMC Class ScheduleDocument1 pageSMC Class ScheduledrustagiNo ratings yet
- Create the future storyboardDocument1 pageCreate the future storyboarddrustagiNo ratings yet
- 6 Six Sigma Roadmap RevDocument20 pages6 Six Sigma Roadmap RevJuan PabloNo ratings yet
- Appreciation Cards v.1.0Document2 pagesAppreciation Cards v.1.0drustagiNo ratings yet
- APG Design and Development 2015Document7 pagesAPG Design and Development 2015John RajeshNo ratings yet
- Top Questions Asked About SAFe ExamsDocument2 pagesTop Questions Asked About SAFe ExamsdrustagiNo ratings yet
- Change Log TemplateDocument3 pagesChange Log TemplatedrustagiNo ratings yet
- Scrum Master Certification (SMC™) Course OutlineDocument1 pageScrum Master Certification (SMC™) Course OutlinedrustagiNo ratings yet
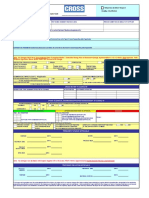
- Permanent Change and Temporary Deviation Request FormDocument1 pagePermanent Change and Temporary Deviation Request FormdrustagiNo ratings yet
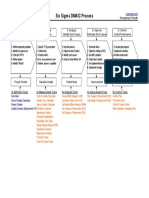
- Leanmap FREE Six Sigma DMAIC ProcessDocument1 pageLeanmap FREE Six Sigma DMAIC ProcessdrustagiNo ratings yet
- Set Project Priorities - ToCDocument4 pagesSet Project Priorities - ToCdrustagiNo ratings yet
- Six Sigma Fact SheetDocument4 pagesSix Sigma Fact SheetMarcus Skookumchuck VanniniNo ratings yet
- Lean Vs Six SigmaDocument23 pagesLean Vs Six SigmaSiddharth ChakkarwarNo ratings yet
- FBD, Fmea, ParetoDocument5 pagesFBD, Fmea, ParetodrustagiNo ratings yet
- Leanmap FREE Six Sigma Tool OverviewDocument2 pagesLeanmap FREE Six Sigma Tool OverviewdrustagiNo ratings yet
- PDSA History Ron MoenDocument9 pagesPDSA History Ron MoenAli Shah100% (1)
- Quality Management Gurus TheoriesDocument6 pagesQuality Management Gurus TheoriesSyafiqah RedzwanNo ratings yet
- A Solution Template To Help in Hypothesis TestingDocument3 pagesA Solution Template To Help in Hypothesis TestingdrustagiNo ratings yet
- Updated Agile - KanbanDocument25 pagesUpdated Agile - Kanbandrustagi100% (1)
- Quality Management Gurus TheoriesDocument6 pagesQuality Management Gurus TheoriesSyafiqah RedzwanNo ratings yet
- MAW KitDocument3 pagesMAW KitdrustagiNo ratings yet
- The Benefits of PDCADocument2 pagesThe Benefits of PDCAdrustagiNo ratings yet
- Chartered Accountant Resume Sample - Best FormatDocument4 pagesChartered Accountant Resume Sample - Best FormatdrustagiNo ratings yet
- A Solution Template To Help in Hypothesis TestingDocument3 pagesA Solution Template To Help in Hypothesis TestingdrustagiNo ratings yet
- PDSA History Ron MoenDocument9 pagesPDSA History Ron MoenAli Shah100% (1)
- Who Are The TOP Quality GurusDocument8 pagesWho Are The TOP Quality GurusdrustagiNo ratings yet
- Sample Chartered Accountant ResumeDocument5 pagesSample Chartered Accountant ResumedrustagiNo ratings yet
- Chapter 1: Introduction: 1.1 Background TheoryDocument36 pagesChapter 1: Introduction: 1.1 Background TheoryBe-fit Be-strongNo ratings yet
- Sling PsychrometerDocument8 pagesSling PsychrometerPavaniNo ratings yet
- ME4111 Engineering and Mechanical PrinciplesDocument5 pagesME4111 Engineering and Mechanical PrinciplesEdvard StarcevNo ratings yet
- Problem #1: Session #19: Homework SolutionsDocument4 pagesProblem #1: Session #19: Homework SolutionsMD Abu RaselNo ratings yet
- Differential Analysis of Fluid FlowDocument42 pagesDifferential Analysis of Fluid FlowAmr Faisal RaghebNo ratings yet
- Innovative High Throw Copper Electrolytic ProcessDocument6 pagesInnovative High Throw Copper Electrolytic Processyonathan fausaNo ratings yet
- WPS PQR CompressedDocument5 pagesWPS PQR CompressedBalaje MantravadiNo ratings yet
- Eee f111 Electrical Sciences1Document3 pagesEee f111 Electrical Sciences1aryan mittalNo ratings yet
- The World of Chemistry Video Guide SetDocument10 pagesThe World of Chemistry Video Guide SetrkvNo ratings yet
- A RANS-based Analysis Ool For Ducted Propeller Systems in Open Water ConditionDocument23 pagesA RANS-based Analysis Ool For Ducted Propeller Systems in Open Water ConditionLeonardo Duarte MilfontNo ratings yet
- IMME19 Schedule PDFDocument39 pagesIMME19 Schedule PDFVikram JainNo ratings yet
- Compact GSM II: Installation and Application ManualDocument22 pagesCompact GSM II: Installation and Application ManualleonardseniorNo ratings yet
- Unified Modeling Language Class Diagram ..Uml)Document20 pagesUnified Modeling Language Class Diagram ..Uml)Yasmeen AltuwatiNo ratings yet
- Homework1 PDFDocument3 pagesHomework1 PDFYuanhao LiuNo ratings yet
- Toraiz SP-16Document89 pagesToraiz SP-16ScappinNo ratings yet
- It Tigear2Document2 pagesIt Tigear2rrobles011No ratings yet
- Ef TechnologyDocument2 pagesEf TechnologyAdarsha SarpangalaNo ratings yet
- Post GreeDocument15 pagesPost GreeDwi PraptiNo ratings yet
- Chapter 13: The Electronic Spectra of ComplexesDocument42 pagesChapter 13: The Electronic Spectra of ComplexesAmalia AnggreiniNo ratings yet
- Design of Weirs and BarragesDocument42 pagesDesign of Weirs and BarragesDivyaSlp100% (2)
- AC axial compact fan technical specificationsDocument5 pagesAC axial compact fan technical specificationsdhanasekhar27No ratings yet
- Mic 2282Document10 pagesMic 2282mariusz sNo ratings yet
- Is 4410 9 1982 PDFDocument25 pagesIs 4410 9 1982 PDFSameer Singh PatelNo ratings yet
- PEA ClocksDocument50 pagesPEA ClocksSuresh Reddy PolinatiNo ratings yet
- Introduction To Business Statistics: ProbabilityDocument2 pagesIntroduction To Business Statistics: ProbabilityNghĩa PhùngNo ratings yet