You might also like
- General Piping and ValvesDocument184 pagesGeneral Piping and ValvesChiheb KaanicheNo ratings yet
- Pipe Fittings PDFDocument164 pagesPipe Fittings PDFjlvega18No ratings yet
- Piping Fundamentals for EngineersDocument29 pagesPiping Fundamentals for Engineersmaneeshmsanjagiri100% (2)
- How To Select The Correct Valve For Wastewater Treatment Applications PDFDocument2 pagesHow To Select The Correct Valve For Wastewater Treatment Applications PDFNicat MammadovNo ratings yet
- Piping Fittings: Elbows or EllsDocument17 pagesPiping Fittings: Elbows or Ellsleading_aliNo ratings yet
- Pipes FittingsDocument37 pagesPipes Fittingsanand bandekarNo ratings yet
- Ductile Iron Fittings & Specials - by NeoDocument59 pagesDuctile Iron Fittings & Specials - by NeoSomu DahiyaNo ratings yet
- Scope of Work For Various Valve ServicingDocument3 pagesScope of Work For Various Valve ServicingSreekanthMylavarapu100% (1)
- Cci Valve 100DSVDocument8 pagesCci Valve 100DSVyg89No ratings yet
- 6.6 Control Valve Actuators and Positioners PDFDocument20 pages6.6 Control Valve Actuators and Positioners PDFdanpolymathNo ratings yet
- LT Pipeline Ball ValvesDocument19 pagesLT Pipeline Ball ValvessiswoutNo ratings yet
- Orifice Flowmeter Straight RunDocument4 pagesOrifice Flowmeter Straight RunMuhammad ImranNo ratings yet
- NTPC Project ReportDocument31 pagesNTPC Project ReportDeepak Ranjan ParidaNo ratings yet
- Butt Weld Stainless Steel FittingsDocument16 pagesButt Weld Stainless Steel Fittingsbayu susiloNo ratings yet
- Steam System of Power PlantDocument34 pagesSteam System of Power PlantEjaz AhmedNo ratings yet
- Orbit Valve - BrochureDocument12 pagesOrbit Valve - BrochureMohamed MeeranNo ratings yet
- Topic 1 Valve and Instrumentation SymbolsDocument8 pagesTopic 1 Valve and Instrumentation SymbolshatiniNo ratings yet
- Pressure Rating PDFDocument4 pagesPressure Rating PDFMohamed AdelNo ratings yet
- KF Check-Valves PDFDocument24 pagesKF Check-Valves PDFTaylor RamirezNo ratings yet
- Process Valv HandbookDocument14 pagesProcess Valv Handbookdenim89No ratings yet
- Guide To Design and Selection of Check Valves PDFDocument18 pagesGuide To Design and Selection of Check Valves PDFNareshNo ratings yet
- Flowserve Erpn PDFDocument8 pagesFlowserve Erpn PDFJaluk 1zinNo ratings yet
- Reaching 10,000+ Likes on Our Chemical Engineering Facebook PageDocument103 pagesReaching 10,000+ Likes on Our Chemical Engineering Facebook Pageebin_thankachan1988No ratings yet
- Guide To Steam Tracing and Condensate CollectionDocument34 pagesGuide To Steam Tracing and Condensate CollectionRAMNo ratings yet
- Weicco - Flexible ConnectorDocument2 pagesWeicco - Flexible ConnectorSundar RamasamyNo ratings yet
- Buttweld Fittings Accesorios SoldadosDocument5 pagesButtweld Fittings Accesorios SoldadosJuan CadenaNo ratings yet
- Piping NotesDocument33 pagesPiping NotesSyed FarhanNo ratings yet
- Project Standards and Specifications Piping Materials Rev01webDocument12 pagesProject Standards and Specifications Piping Materials Rev01webroy_b200933% (3)
- Pipes Spec & Pipe ClassDocument19 pagesPipes Spec & Pipe Classryo asg5No ratings yet
- Pipe Components PDFDocument179 pagesPipe Components PDFmatevzartacNo ratings yet
- Piping Design (Revised)Document22 pagesPiping Design (Revised)Yash PatelNo ratings yet
- Screwed Fitting - An Overview - ScienceDirect Topics PDFDocument47 pagesScrewed Fitting - An Overview - ScienceDirect Topics PDFSoran Salam Awlla100% (1)
- Basics of Pipe For Oil & Gas EngineerDocument12 pagesBasics of Pipe For Oil & Gas EngineerMannuddin KhanNo ratings yet
- Valves - Standard and Automatic Process ControlDocument90 pagesValves - Standard and Automatic Process ControlmordidomiNo ratings yet
- 2007 Catalog Constant SpringDocument36 pages2007 Catalog Constant Springinfo592No ratings yet
- Piping Components Classification GuideDocument45 pagesPiping Components Classification Guideindika sunarkoNo ratings yet
- 07 ValvesDocument33 pages07 Valvesshiva_ssk17No ratings yet
- L&T Cast Steel Gate, Globe & Check Valves Product CatalogDocument24 pagesL&T Cast Steel Gate, Globe & Check Valves Product Catalogaaa100% (1)
- Isometric Symbol KeysDocument91 pagesIsometric Symbol KeysAldo88% (17)
- Flange FacingDocument6 pagesFlange FacingDurjoy ChakrabortyNo ratings yet
- Implementation of Expansion LoopsDocument13 pagesImplementation of Expansion LoopsSSSNo ratings yet
- Pressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientDocument9 pagesPressure Drop in Pipe Fittings and Valves - Equivalent Length and Resistance CoefficientRapee PuaksungnoenNo ratings yet
- Wavin PE Pressure Pipes Data SheetDocument2 pagesWavin PE Pressure Pipes Data SheetConspiracy_PTNo ratings yet
- Pipe RoutingDocument4 pagesPipe RoutingJaykumarNo ratings yet
- Piping Presentation MasterDocument61 pagesPiping Presentation MasterQC NGUYEN100% (2)
- Process Piping Fundamentals, Codes and Standards: Course No: M05-023 Credit: 5 PDHDocument5 pagesProcess Piping Fundamentals, Codes and Standards: Course No: M05-023 Credit: 5 PDHRaakze Movi100% (1)
- Session I - II - Power Cycle Piping PDFDocument122 pagesSession I - II - Power Cycle Piping PDFHema NandhNo ratings yet
- Chapter 11 FINAL NA I2Document9 pagesChapter 11 FINAL NA I2Kwinn EspinosaNo ratings yet
- Lecture 8 Plumbing MaterialsDocument49 pagesLecture 8 Plumbing Materialspepito manalotoNo ratings yet
- Pipe and Pipe JointsDocument11 pagesPipe and Pipe Jointsنور جمال عبدالحليمNo ratings yet
- Unit - II: Environmental Engineering-I: TopicDocument53 pagesUnit - II: Environmental Engineering-I: Topicbharatiya technologyNo ratings yet
- Chapter No.6: Design of Heat ExchangerDocument35 pagesChapter No.6: Design of Heat ExchangerGlacier RamkissoonNo ratings yet
- Piping DesignDocument122 pagesPiping Designfacebookshop100% (9)
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourDocument64 pagesAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarNo ratings yet
- Plumbing Fitting Joints and FixtureDocument61 pagesPlumbing Fitting Joints and FixtureManjeet Cingh100% (1)
- Lab Session PDFDocument101 pagesLab Session PDFMuhammad Toseef ChohanNo ratings yet
- A Fitting: Pipe Tubing FluidDocument7 pagesA Fitting: Pipe Tubing FluidAliNo ratings yet
- Copper Water PipingDocument2 pagesCopper Water PipingNabil Rameh0% (1)
- Introduction to Piping SystemsDocument9 pagesIntroduction to Piping SystemsMohamed Al-OdatNo ratings yet
- Everything About Pipes in 38 CharactersDocument8 pagesEverything About Pipes in 38 CharactersMohit BauskarNo ratings yet
- Un 3790-44Document8 pagesUn 3790-44facebookshopNo ratings yet
- Process Piping Welding T-IDocument188 pagesProcess Piping Welding T-IfacebookshopNo ratings yet
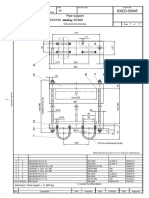
- KXEO-00045: CSC010A 25/460 Pipe SupportDocument1 pageKXEO-00045: CSC010A 25/460 Pipe SupportfacebookshopNo ratings yet
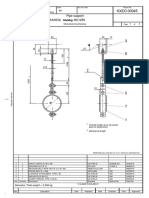
- HAX053A 80/1250 Pipe Support: KXEO-00045Document1 pageHAX053A 80/1250 Pipe Support: KXEO-00045facebookshopNo ratings yet
- Prediction of Standard Pipe PressureDocument5 pagesPrediction of Standard Pipe PressurefacebookshopNo ratings yet
- Pde Pip G00 Ec 0137 000 00 DPP 1Document3 pagesPde Pip G00 Ec 0137 000 00 DPP 1facebookshopNo ratings yet
- Un 3790-33Document10 pagesUn 3790-33facebookshopNo ratings yet
- Un 3790-41Document14 pagesUn 3790-41facebookshopNo ratings yet
- Un 3790-39Document8 pagesUn 3790-39facebookshopNo ratings yet
- Pressure Vessel Design CalculationsDocument127 pagesPressure Vessel Design Calculationsajayghosh314086% (22)
- Un 3790-31 PDFDocument9 pagesUn 3790-31 PDFfacebookshopNo ratings yet
- Practical Piping CurseDocument46 pagesPractical Piping Cursemsaad2100% (1)
- Un 3790-31 PDFDocument9 pagesUn 3790-31 PDFfacebookshopNo ratings yet
- 1.standard Drawing R01 PDFDocument1,690 pages1.standard Drawing R01 PDFfacebookshopNo ratings yet
- Metric Properties of Structural Shapes - AISCDocument52 pagesMetric Properties of Structural Shapes - AISCalmeteck100% (7)
- Stainless Steel ANSI Pipe Flanges - A Guide: 1. What Type of Flange Is Required?Document5 pagesStainless Steel ANSI Pipe Flanges - A Guide: 1. What Type of Flange Is Required?Utada HikaruNo ratings yet
- A - Piping Joint HandbookDocument161 pagesA - Piping Joint HandbookCharles Tauk100% (30)
- Piping Training CourseDocument446 pagesPiping Training CoursefacebookshopNo ratings yet
- A - Piping Joint HandbookDocument161 pagesA - Piping Joint HandbookCharles Tauk100% (30)
- Piping DesignDocument122 pagesPiping Designfacebookshop100% (9)
- Procedures of Plant Layout N Piping-RILDocument123 pagesProcedures of Plant Layout N Piping-RILfacebookshopNo ratings yet
- Piping SpecificationsDocument10 pagesPiping SpecificationssmithallenNo ratings yet
- Piping Application GuideDocument36 pagesPiping Application GuidefacebookshopNo ratings yet
- Piping and Pipe Support SystemsDocument178 pagesPiping and Pipe Support Systemssaisssms9116No ratings yet
- Pipeline BasicsDocument12 pagesPipeline Basicsgerrydl100% (2)
- Part 1 Piping SystemsDocument22 pagesPart 1 Piping SystemsfacebookshopNo ratings yet
- Maximum Piping Operating PressureDocument8 pagesMaximum Piping Operating PressurefacebookshopNo ratings yet
- SAE Flanges PDFDocument55 pagesSAE Flanges PDFG.SWAMI100% (2)
- Flange TypesDocument1 pageFlange TypesHadi UtomoNo ratings yet
- Membrane Element CPA2-4040: PerformanceDocument1 pageMembrane Element CPA2-4040: Performancecarlos pachecoNo ratings yet
- Rapport Esi SuwaDocument233 pagesRapport Esi SuwaEzzadin BabanNo ratings yet
- Heating and Cooling With Ground-Source Heat Pumps in Moderate and Cold Climates, Two-Volume Set 1Document397 pagesHeating and Cooling With Ground-Source Heat Pumps in Moderate and Cold Climates, Two-Volume Set 1Pavan Kalyan0% (1)
- How CCPPs Work to Generate Power EfficientlyDocument11 pagesHow CCPPs Work to Generate Power EfficientlyPGPalomaNo ratings yet
- Marine Bilge Water Treatment SystemDocument11 pagesMarine Bilge Water Treatment Systemrobjsimon100% (3)
- Safety Data Sheet: 1. IdentificationDocument15 pagesSafety Data Sheet: 1. IdentificationSaeed FNo ratings yet
- Case Study Mundra Thermal PlantDocument13 pagesCase Study Mundra Thermal PlantParth GhanekarNo ratings yet
- Tugas Alkohol 1 (3 Kelompok)Document39 pagesTugas Alkohol 1 (3 Kelompok)Galuh Eka WulandariNo ratings yet
- Microsoft PowerPoint - Open-Channel 1Document63 pagesMicrosoft PowerPoint - Open-Channel 1Eng Bagaragaza RomualdNo ratings yet
- Checklist ISO 22000 PDFDocument21 pagesChecklist ISO 22000 PDFkimkos2014No ratings yet
- List of Environmental DisastersDocument7 pagesList of Environmental DisastersCerise FranciscoNo ratings yet
- HIDRAULICA DE CANALES ABIERTOS - Editado-WordDocument87 pagesHIDRAULICA DE CANALES ABIERTOS - Editado-WordLuis Zambrana0% (1)
- Eor Potential For Dulang FieldDocument8 pagesEor Potential For Dulang FieldnikenanthaNo ratings yet
- 16AGS - Groundwater Control in Design and Construction of Deep Basement Excavation in Singapore (150910)Document15 pages16AGS - Groundwater Control in Design and Construction of Deep Basement Excavation in Singapore (150910)krainajackaNo ratings yet
- Application of Radiation and Radioisotopes in BiotechnologyDocument7 pagesApplication of Radiation and Radioisotopes in Biotechnologyraanja2No ratings yet
- Sample - MapDocument3 pagesSample - MapAnh ThảoNo ratings yet
- The Rise of Antibiotic-Resistant Infections: A Warning from Canada's Cod CollapseDocument8 pagesThe Rise of Antibiotic-Resistant Infections: A Warning from Canada's Cod CollapseRavi ZaiminNo ratings yet
- Echnology Rief: Autoclaved Aerated Concrete Masonry UnitsDocument4 pagesEchnology Rief: Autoclaved Aerated Concrete Masonry UnitsJayakumar AnanthaNo ratings yet
- Definition of Terms:: Harvesting MethodsDocument5 pagesDefinition of Terms:: Harvesting MethodsHero DiasNo ratings yet
- Sampling and Analysis Plan for DOE Legacy SitesDocument224 pagesSampling and Analysis Plan for DOE Legacy SitesCharmi HediNo ratings yet
- Soil Stabilization: With PolyurethaneDocument26 pagesSoil Stabilization: With Polyurethanedilaalvi100% (1)
- AC Generator Manual Safety PrecautionsDocument65 pagesAC Generator Manual Safety PrecautionsDadung PrakosoNo ratings yet
- Sevilla ProcessDocument4 pagesSevilla ProcessIrem KocaturkNo ratings yet
- Ballast Water Reporting FormDocument2 pagesBallast Water Reporting FormanilNo ratings yet
- Jgl710 30 CondenserDocument37 pagesJgl710 30 CondenserVaibhav SarinNo ratings yet
- Ship Hull Coatings PDFDocument36 pagesShip Hull Coatings PDFNur Hidayatul Nadhirah75% (4)
- Ground Water Quality Monitoring in A Developing Area Using Water Quality Index and Principal Component Analysis: A Case Study of Visakhapatnam IndiaDocument8 pagesGround Water Quality Monitoring in A Developing Area Using Water Quality Index and Principal Component Analysis: A Case Study of Visakhapatnam IndiaMallikarjuna Rao DuvvadaNo ratings yet
- Ashirvad Only PVC Product MRP - 1st Dec 2020Document68 pagesAshirvad Only PVC Product MRP - 1st Dec 2020Ujwal Elijah GurramNo ratings yet
- Lab Weir Exp 3Document15 pagesLab Weir Exp 3Amy FarhanaNo ratings yet
- Air Conditioning BasicsDocument17 pagesAir Conditioning BasicsGnana Subramanian ArumugamNo ratings yet