You might also like
- Junior Science Book 3 Answers PDFDocument36 pagesJunior Science Book 3 Answers PDFpololaperez0% (2)
- Lubricant Reference ManualDocument27 pagesLubricant Reference ManualNguyen Tien Quy100% (6)
- NTPC Quality InspectionDocument39 pagesNTPC Quality InspectionPower Power60% (5)
- 1 LubricantsDocument21 pages1 LubricantsAmishaNo ratings yet
- M4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSDocument45 pagesM4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSnaresh100% (1)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Complete Oil AnalysisDocument33 pagesComplete Oil AnalysisGnanaSekar100% (1)
- Basic of Lubricants LubricationDocument56 pagesBasic of Lubricants LubricationNavin H YadavNo ratings yet
- Xam Idea Science Standard Class 10 Term 1 MCQ - 211011 - 094103Document183 pagesXam Idea Science Standard Class 10 Term 1 MCQ - 211011 - 094103Shreya Ajith100% (5)
- Principles of LubricationDocument109 pagesPrinciples of LubricationFaraj Mohamed100% (2)
- Lubrication: A Practical Guide to Lubricant SelectionFrom EverandLubrication: A Practical Guide to Lubricant SelectionRating: 5 out of 5 stars5/5 (3)
- Rim and Face Shaft AlignmentDocument38 pagesRim and Face Shaft AlignmentJaime Berry100% (2)
- ISO 6743-15 - 2007 - Part. 15 - Family E - Internal Combustion Engine OilsDocument9 pagesISO 6743-15 - 2007 - Part. 15 - Family E - Internal Combustion Engine OilsMassimiliano VolaNo ratings yet
- Lubrication TrainingDocument49 pagesLubrication TrainingzeruNo ratings yet
- LO Analysis InterpretationsDocument36 pagesLO Analysis InterpretationsPatrickNo ratings yet
- OEM Engine Oil Lubricant Specifications: White PaperDocument4 pagesOEM Engine Oil Lubricant Specifications: White Papermohamed100% (1)
- Gear Lubrication 3Document9 pagesGear Lubrication 3rashm006ranjan100% (1)
- What You Need To Know When Selecting Gear OilsDocument5 pagesWhat You Need To Know When Selecting Gear OilsmarciofelipessantosNo ratings yet
- Guide To EM Bearing LubricationDocument12 pagesGuide To EM Bearing LubricationAnonymous alQXB11EgQ100% (1)
- How to Select the Right Turbine OilDocument8 pagesHow to Select the Right Turbine Oildaniel adam100% (1)
- Lubrication ProjectDocument23 pagesLubrication ProjectAaron Palm100% (1)
- Lubrication GuideDocument28 pagesLubrication GuideVarun PineamaneniNo ratings yet
- Hempel BookDocument318 pagesHempel BookChristos Anthoulakis100% (2)
- Plant Study Lube Assessment SOPDocument11 pagesPlant Study Lube Assessment SOPHaitham Youssef100% (1)
- New Generation Lubricating Oils For Indian NavyDocument59 pagesNew Generation Lubricating Oils For Indian NavyAkari SoeNo ratings yet
- CLS Body of Knowledge-2016 PDFDocument4 pagesCLS Body of Knowledge-2016 PDFSantos Junnior Hipolito SandovalNo ratings yet
- Oil AnalysisDocument80 pagesOil AnalysisSreekumar RajendrababuNo ratings yet
- Reliabilityweb Uptime Element ChartDocument1 pageReliabilityweb Uptime Element ChartHesham MahdyNo ratings yet
- Wear Debris AnalysisDocument15 pagesWear Debris Analysisomprksh8536No ratings yet
- How To Write A Lubrication ProcedureDocument5 pagesHow To Write A Lubrication ProceduremawooaNo ratings yet
- Introduction To GreaseDocument24 pagesIntroduction To GreasefahreezNo ratings yet
- Tables of Useful Information of Lubricants (BRO02701)Document87 pagesTables of Useful Information of Lubricants (BRO02701)Anonymous alQXB11EgQNo ratings yet
- Lubricant GlossaryDocument8 pagesLubricant GlossaryAli KhanNo ratings yet
- Lube Oil Analysis TestsDocument11 pagesLube Oil Analysis TestsPrudhvi RajNo ratings yet
- Turbine Oil Condition Monitoring: Oil is the LifebloodDocument13 pagesTurbine Oil Condition Monitoring: Oil is the LifebloodJagadish PatraNo ratings yet
- The Importance of Proper Bearing LubricationDocument7 pagesThe Importance of Proper Bearing LubricationSRINIVASA RAO DUVVADANo ratings yet
- Chapter 2 LubricationDocument22 pagesChapter 2 Lubricationuthman98No ratings yet
- Noria Training CatalogDocument28 pagesNoria Training Catalogaal_shurafaNo ratings yet
- Lubrication Selection For Enclosed Gear DrivesDocument16 pagesLubrication Selection For Enclosed Gear DrivesGian TeryNo ratings yet
- Select the Right Industrial Lubricant for MachineryDocument14 pagesSelect the Right Industrial Lubricant for MachineryBijendra PrajapatiNo ratings yet
- Corrosion, Prevention and ControlDocument60 pagesCorrosion, Prevention and ControlCherry Obias100% (1)
- 3 - Syntetic Pocket GuideDocument9 pages3 - Syntetic Pocket GuideRay Cepeda MenaNo ratings yet
- Condition MonitoringDocument8 pagesCondition MonitoringAkgNo ratings yet
- Understanding proper lubrication from a bearing's perspectiveDocument22 pagesUnderstanding proper lubrication from a bearing's perspectiveengrsurifNo ratings yet
- TRIBOLOGY & LUBRICATION TECHNOLOGY May 2016Document228 pagesTRIBOLOGY & LUBRICATION TECHNOLOGY May 2016Jorge Cuadros Blas100% (4)
- Reportsheet#2 Chemicalactivityandcorrosionofmetals Chem1103l Group26Document7 pagesReportsheet#2 Chemicalactivityandcorrosionofmetals Chem1103l Group26MarielleCaindecNo ratings yet
- Machinery Lubrication: Level 1 - 2Document12 pagesMachinery Lubrication: Level 1 - 2JairNo ratings yet
- Empowering Reliability Through Lubrication Program Development (LPD) Udey DhirDocument28 pagesEmpowering Reliability Through Lubrication Program Development (LPD) Udey DhirEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- What is Grease ExplainedDocument29 pagesWhat is Grease ExplainedAshishNo ratings yet
- Governor TutorialDocument13 pagesGovernor TutorialWalid Fattah100% (1)
- Thrust Bearing End PlayDocument3 pagesThrust Bearing End PlayKrishnan SanthanarajNo ratings yet
- NTPC Safety Rules SummaryDocument109 pagesNTPC Safety Rules SummaryVivek Kakkoth100% (2)
- NTPC Safety Rules SummaryDocument109 pagesNTPC Safety Rules SummaryVivek Kakkoth100% (2)
- 212292Document91 pages212292Jaime BerryNo ratings yet
- EGT001 Roller Bearings Lubrication TrainingDocument10 pagesEGT001 Roller Bearings Lubrication TrainingJom BonhayagNo ratings yet
- Ruler - Technology: Remaining Useful Life Evaluation RoutineDocument6 pagesRuler - Technology: Remaining Useful Life Evaluation RoutineLord KrsnikNo ratings yet
- Acoustic Lubrication Handbook 2018 Web PDFDocument20 pagesAcoustic Lubrication Handbook 2018 Web PDFEswin Paico de la CruzNo ratings yet
- Rust X Brouser PDFDocument4 pagesRust X Brouser PDFPradeep KatiyarNo ratings yet
- ASTM D5894-05 Standard Practice For Cyclic Salt FogV Exposure of Painted Metal (Alternating ExposuDocument4 pagesASTM D5894-05 Standard Practice For Cyclic Salt FogV Exposure of Painted Metal (Alternating ExposueliasNo ratings yet
- Machinery Lubrication Jan Feb 2015Document85 pagesMachinery Lubrication Jan Feb 2015Cristian SNo ratings yet
- Operators of Coal-Fired Power Plants Decide How To Meet MATS 2015 DeadlineDocument8 pagesOperators of Coal-Fired Power Plants Decide How To Meet MATS 2015 DeadlineKrishnan SanthanarajNo ratings yet
- Dictionary For LubricationDocument64 pagesDictionary For LubricationChristine Sta RomanaNo ratings yet
- Review of Type IV Cracking of Weldments in 9Document64 pagesReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajNo ratings yet
- Turbine Operational ProblemsDocument35 pagesTurbine Operational Problemsna2011100% (1)
- Three Common Mistakes in LubricationDocument11 pagesThree Common Mistakes in LubricationINDRAJIT SAONo ratings yet
- Maintenance Tips On OilDocument12 pagesMaintenance Tips On OilAndrea StoneNo ratings yet
- Lubrication Theory and Fundamentals - TransleteDocument76 pagesLubrication Theory and Fundamentals - TransleteI Wayan Arief Pradana Putra100% (1)
- Machinery Lubrication Level 1Document8 pagesMachinery Lubrication Level 1Abdul raheem syedNo ratings yet
- Advantages of Zinc-Free Hydraulic OilsDocument2 pagesAdvantages of Zinc-Free Hydraulic OilsAnonymous F2TxS3YoaNo ratings yet
- Insulating Coating PDFDocument55 pagesInsulating Coating PDFBaSant KohliNo ratings yet
- Storage TanksDocument1 pageStorage TanksfraemddNo ratings yet
- Trends in Industrial Gear OilDocument8 pagesTrends in Industrial Gear OilM.TayyabNo ratings yet
- Product Data Sheet: Optimol OptipitDocument2 pagesProduct Data Sheet: Optimol OptipitFBNo ratings yet
- Shutdown Maintenance ScaffoldDocument1 pageShutdown Maintenance ScaffoldKrishnan SanthanarajNo ratings yet
- Unit I Divisional Superheater Coil Puncture On 10Document1 pageUnit I Divisional Superheater Coil Puncture On 10Krishnan SanthanarajNo ratings yet
- Bowl Mill-Feb 2009Document12 pagesBowl Mill-Feb 2009Krishnan SanthanarajNo ratings yet
- Us5282442 PDFDocument6 pagesUs5282442 PDFKrishnan SanthanarajNo ratings yet
- Instant Up Right Cat 2015Document40 pagesInstant Up Right Cat 2015Krishnan SanthanarajNo ratings yet
- Managing Air To Improve Combustion EfficiencyDocument12 pagesManaging Air To Improve Combustion EfficiencyKrishnan SanthanarajNo ratings yet
- Pulverizer Fire and ExplosionDocument4 pagesPulverizer Fire and ExplosionKrishnan SanthanarajNo ratings yet
- Sag ChartDocument1 pageSag ChartKrishnan SanthanarajNo ratings yet
- A System For Suppressing and Inhibiting Fires in Coal Pulverizer MillsDocument25 pagesA System For Suppressing and Inhibiting Fires in Coal Pulverizer MillsKrishnan SanthanarajNo ratings yet
- The Thrust PadDocument2 pagesThe Thrust PadKrishnan SanthanarajNo ratings yet
- Plant Schematics Rev.01Document67 pagesPlant Schematics Rev.01Krishnan SanthanarajNo ratings yet
- 33-1985 Evaluating Thrust Bearing Operating TemperaturesDocument7 pages33-1985 Evaluating Thrust Bearing Operating TemperaturesMohammad Fikri JalaludinNo ratings yet
- 226Document2 pages226Krishnan SanthanarajNo ratings yet
- History of Hitachi Power EuropeDocument4 pagesHistory of Hitachi Power EuropeKrishnan SanthanarajNo ratings yet
- Tri Sec AphDocument36 pagesTri Sec AphKrishnan Santhanaraj100% (1)
- Dry Flue Gases Losses in BoilerDocument2 pagesDry Flue Gases Losses in BoilerKrishnan SanthanarajNo ratings yet
- Boilers 1Document29 pagesBoilers 1Thakur Kamal Prasad50% (2)
- NTPL U1 Edta Prog 200214Document2 pagesNTPL U1 Edta Prog 200214SethuRamalingamNo ratings yet
- Presentation ON Cerc Discussion Paper On Terms & Conditions of Tariff Applicable FROM 01.04.2004Document74 pagesPresentation ON Cerc Discussion Paper On Terms & Conditions of Tariff Applicable FROM 01.04.2004Krishnan SanthanarajNo ratings yet
- Tri Sec AphDocument36 pagesTri Sec AphKrishnan Santhanaraj100% (1)
- Week 2a - Eight Forms of CorrosionDocument35 pagesWeek 2a - Eight Forms of CorrosionAraasu EgambaramNo ratings yet
- RTU Field Checklist Optimizes Retrofit and Replacement DecisionsDocument9 pagesRTU Field Checklist Optimizes Retrofit and Replacement DecisionsFernando Andrés Hinojosa VillarrealNo ratings yet
- Alloys - Definition, Composition, Properties and Uses - GeeksforGeeksDocument1 pageAlloys - Definition, Composition, Properties and Uses - GeeksforGeeksrvinNo ratings yet
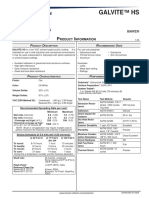
- Protective & Marine Coatings: Galvite™ HsDocument4 pagesProtective & Marine Coatings: Galvite™ HsAna CabreraNo ratings yet
- Iso 08504-1Document12 pagesIso 08504-1Akram DriraNo ratings yet
- A Manual On Dental Metallurgy.Document334 pagesA Manual On Dental Metallurgy.Richard.nlNo ratings yet
- Metals and Non Metals PropertiesDocument25 pagesMetals and Non Metals PropertiesKiran PatilNo ratings yet
- Test Methods For The Evaluation of Protective Organic CoatingsDocument10 pagesTest Methods For The Evaluation of Protective Organic Coatingsnikopigni2100% (1)
- Chap 4Document51 pagesChap 4Swe Zin Zaw MyintNo ratings yet
- Lubricant eDocument26 pagesLubricant eMeliza Torres BerrioNo ratings yet
- Chemistry SumerDocument32 pagesChemistry Sumerwinston loboNo ratings yet
- Hospital Safety EvaluationDocument50 pagesHospital Safety EvaluationCleo Fe TabadaNo ratings yet
- Godwin HL Range ManualDocument56 pagesGodwin HL Range ManualMohamed Badian TraoreNo ratings yet
- Growing Challenges of Heat Exchangers in LNG PlantsDocument16 pagesGrowing Challenges of Heat Exchangers in LNG PlantsR P SinghNo ratings yet
- ICSE Selina Class 8 Chemistry Chapter 2Document10 pagesICSE Selina Class 8 Chemistry Chapter 2Den Angelica DungoNo ratings yet
- Ohm CM Ohm Em: ResistivityDocument8 pagesOhm CM Ohm Em: ResistivityAnjali PanigrahiNo ratings yet
- Atmospheric Corrosion: G O LloydDocument8 pagesAtmospheric Corrosion: G O LloydKaliya PerumalNo ratings yet
- Avdel Threaded Insert Brochure 07 03Document48 pagesAvdel Threaded Insert Brochure 07 03jshinockNo ratings yet
- ColaCor EDPDocument2 pagesColaCor EDPmndmatt100% (1)
- Ufer GroundDocument4 pagesUfer GroundjemayenNo ratings yet
- Back to Basics: An Introduction to Metal RecyclingDocument4 pagesBack to Basics: An Introduction to Metal RecyclingRakesh Ranjan MishraNo ratings yet
- Dimond Structural Systems Manual Aug2016Document272 pagesDimond Structural Systems Manual Aug2016Erwin Mars UyNo ratings yet
- Alternatives to Hydrazine in Water TreatmentDocument5 pagesAlternatives to Hydrazine in Water TreatmentjycortesNo ratings yet
- Metal Coupling On Rusting of IronDocument16 pagesMetal Coupling On Rusting of IronDakshya ChandraNo ratings yet