You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 6 Operations ImprovementDocument30 pages6 Operations ImprovementAnushaBalasubramanya100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 5 Project Planning and ControlDocument34 pages5 Project Planning and Controltheanuuradha1993gmaiNo ratings yet
- 1 IntroductionDocument20 pages1 IntroductionAnushaBalasubramanyaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Sensor CharacteristicDocument26 pagesSensor CharacteristicLutfina PutriNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Robot 2Document15 pagesRobot 2AnushaBalasubramanyaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- FAG Bearing Roller CagesDocument19 pagesFAG Bearing Roller Cagesomni_partsNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Innovative Building Materials Final Report PDFDocument38 pagesInnovative Building Materials Final Report PDFMark Anthony Liwag Nama100% (1)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Handbook of Package Engineering 2edDocument18 pagesHandbook of Package Engineering 2edAlain Krlyn100% (1)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elektror Product CatalogDocument16 pagesElektror Product Catalogjewan ramlalNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- OISD StandardsDocument10 pagesOISD Standardswahamanwah0% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Mechanical Engineering - Workshop Practice - Laboratory ManualDocument77 pagesMechanical Engineering - Workshop Practice - Laboratory Manualrajeevranjan_br100% (4)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Best Method For The Heat Treatment of Gears PDFDocument11 pagesBest Method For The Heat Treatment of Gears PDFKattari DwiNo ratings yet
- Properties of Aluminum Alloys: Tensile, Creep, and Fatigue Data at High and Low TemperaturesDocument7 pagesProperties of Aluminum Alloys: Tensile, Creep, and Fatigue Data at High and Low TemperaturesBalakrishnan RagothamanNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Hoover Eztote: Safe and Secure Shipping and Handling of Your Liquids in A One-Way IBCDocument2 pagesHoover Eztote: Safe and Secure Shipping and Handling of Your Liquids in A One-Way IBCVinicio VillarruelNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Quick' N Easy Braided Stainless Steel & Nylon Faucet Connectors Specification SheetDocument1 pageQuick' N Easy Braided Stainless Steel & Nylon Faucet Connectors Specification SheetWattsNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Properties and Applications of Electroless Nickel: Ron ParkinsonDocument33 pagesProperties and Applications of Electroless Nickel: Ron ParkinsonDeva RajNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
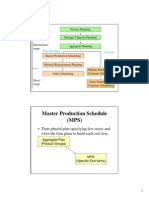
- Master Production ScheduleDocument9 pagesMaster Production ScheduleglamboyzNo ratings yet
- WalmartDocument3 pagesWalmartanissaNo ratings yet
- RMS Extrusion LinesDocument2 pagesRMS Extrusion LinesJorge SánchezNo ratings yet
- A 227Document1 pageA 227AnuranjanNo ratings yet
- Aeg Lavamat l64850l - Manual 071013Document36 pagesAeg Lavamat l64850l - Manual 071013Sakthipriya JeganathanNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Oem Ap114a en PDocument2 pagesOem Ap114a en PCARLOSWAR101No ratings yet
- Hastelloys B3 WeldingrodsDocument3 pagesHastelloys B3 WeldingrodsOZAIRTRADELINKNo ratings yet
- Jigs and Fixtures: Presented By:-Abhilekh AgrawalDocument30 pagesJigs and Fixtures: Presented By:-Abhilekh AgrawalIoan PascaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 11aDocument23 pages11aphanisai100% (1)
- Industrial ProcessDocument21 pagesIndustrial ProcessJurist Delman AkilithNo ratings yet
- Flue Gas DesulfurizationDocument5 pagesFlue Gas DesulfurizationPiyush AgarwalNo ratings yet
- Oracle INV Setups 0411Document72 pagesOracle INV Setups 0411PraWinNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- CAMD ExamplesDocument30 pagesCAMD ExamplesSameerKulkarniNo ratings yet
- Boeing vs. AirbusDocument17 pagesBoeing vs. AirbusInez Rosario Amante50% (2)
- Quality Management Plan TemplateDocument9 pagesQuality Management Plan TemplateMelford Bernard100% (2)
- ECC News July-September 2008Document72 pagesECC News July-September 2008Kiran DudaNo ratings yet
- Sap SCM TrainingDocument5 pagesSap SCM TrainingGLOBAL TEQNo ratings yet
- Aluminium Alloy 6061Document3 pagesAluminium Alloy 6061choobyNo ratings yet
- Drill JigsDocument57 pagesDrill JigsasritaipNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)