You might also like
- Quality Assurance Plan TemplateDocument7 pagesQuality Assurance Plan Templateapi-369888877% (13)
- Process Effectiveness Assessment Report (PEAR) Form For Weatherford Aerospace.Document1 pageProcess Effectiveness Assessment Report (PEAR) Form For Weatherford Aerospace.granburyjohnstevens100% (1)
- GMs Drill Deep and Wide Example MatrixDocument3 pagesGMs Drill Deep and Wide Example MatrixDavid MorenoNo ratings yet
- Q RaciDocument2 pagesQ RacigrandoviNo ratings yet
- AERA, APA & NCME (2014) - Standars For Educational and Psychological TestingDocument241 pagesAERA, APA & NCME (2014) - Standars For Educational and Psychological TestingJesus Jimenez86% (14)
- The Quality Improvement Model: Is Process Capable?Document19 pagesThe Quality Improvement Model: Is Process Capable?shafie_buangNo ratings yet
- CpkGuide 0211 TECH1Document11 pagesCpkGuide 0211 TECH1d_flamarich7358No ratings yet
- Advanced Process CapabilityDocument11 pagesAdvanced Process Capabilitycheqjieja100% (1)
- Statistic ProcessDocument39 pagesStatistic ProcessxredjokerxNo ratings yet
- Process and Measurement System Capability AnalysisDocument18 pagesProcess and Measurement System Capability AnalysisUtkarsh MittalNo ratings yet
- SPC Basics: Presented By: Tariq KhurshidDocument50 pagesSPC Basics: Presented By: Tariq Khurshidtkhurshid3997No ratings yet
- Process Capability - ToolDocument26 pagesProcess Capability - ToolFouzan SoniwalaNo ratings yet
- MSA-Gage RRDocument9 pagesMSA-Gage RRbmyertekinNo ratings yet
- CPK GuidelinesDocument2 pagesCPK GuidelinesNavnath Tamhane100% (1)
- Part Inspection Standard (May 2013)Document9 pagesPart Inspection Standard (May 2013)san moedano100% (1)
- Attribute Gauge R&RDocument5 pagesAttribute Gauge R&Rhel2905No ratings yet
- How To Design, Analyze and Interpret The Results of An Expanded Gage R&R StudyDocument10 pagesHow To Design, Analyze and Interpret The Results of An Expanded Gage R&R Studymassman02143No ratings yet
- Msa-R&R Training Program: DateDocument25 pagesMsa-R&R Training Program: DateHarshad KulkarniNo ratings yet
- MSA Presentation by M Negi 31.01.09Document76 pagesMSA Presentation by M Negi 31.01.09Mahendra100% (2)
- SAMPLE - Process FlowDocument2 pagesSAMPLE - Process Flowakav123No ratings yet
- INGFRT-11 Run at RateDocument3 pagesINGFRT-11 Run at RateMarisol RubioNo ratings yet
- Controlling The Assembly Process With The Use of SPCDocument6 pagesControlling The Assembly Process With The Use of SPCSRIDHAREEE61No ratings yet
- Performance YieldDocument6 pagesPerformance YieldAdrian PugnaNo ratings yet
- Gage R&R (Xbar/R) For ResponseDocument5 pagesGage R&R (Xbar/R) For ResponsebhaskarNo ratings yet
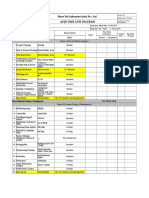
- Shree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramDocument2 pagesShree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramS. R. OvhalNo ratings yet
- Apqp Ppap TrainingDocument2 pagesApqp Ppap TrainingAnkur DhirNo ratings yet
- Msa PresentationsDocument17 pagesMsa PresentationsNarasimharaghavanPuliyurKrishnaswamyNo ratings yet
- Apqp REV01Document152 pagesApqp REV01venkat59cNo ratings yet
- Supplier Controlled - Safe Launch PlanDocument6 pagesSupplier Controlled - Safe Launch PlanMario RojasNo ratings yet
- TS-16949 GM Customer-Specific RequirementsDocument13 pagesTS-16949 GM Customer-Specific Requirementstsllwt100% (1)
- PPAP PriruckaDocument10 pagesPPAP PriruckaKin MattNo ratings yet
- MSA Case StudiesDocument10 pagesMSA Case StudiesMuthuswamyNo ratings yet
- MiniTab Overview and ExercisesDocument8 pagesMiniTab Overview and ExercisesrrathoreNo ratings yet
- APQPDocument3 pagesAPQPsam1hi5No ratings yet
- Homework 3 Six Sigma - Fq8871Document6 pagesHomework 3 Six Sigma - Fq8871RuturajPatilNo ratings yet
- Process Flow Chart Ext. RotorDocument6 pagesProcess Flow Chart Ext. RotorVasile MarculescuNo ratings yet
- Jakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeDocument24 pagesJakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeLeonardoViannaNo ratings yet
- Measurement System Analysis LabDocument32 pagesMeasurement System Analysis LabAnonymous 3tOWlL6L0U100% (1)
- Anova Gauge RR Repeatability ReproducibilityDocument3 pagesAnova Gauge RR Repeatability ReproducibilitysharkfsdfskjfsdfsfeNo ratings yet
- MSA Training Material - 18 - 04 - 2018Document10 pagesMSA Training Material - 18 - 04 - 2018Mark AntonyNo ratings yet
- Structure Analysis (3) Function AnalysisDocument6 pagesStructure Analysis (3) Function Analysisprasathm873900No ratings yet
- Benutzerhandbuch QTR Online Englische Version PDFDocument34 pagesBenutzerhandbuch QTR Online Englische Version PDFBrian BoruNo ratings yet
- Steps For Conducting GR&RDocument4 pagesSteps For Conducting GR&RSelvaraj BalasundramNo ratings yet
- Capacity Verification Run at Rate IpaDocument4 pagesCapacity Verification Run at Rate IpaIram ChaviraNo ratings yet
- MeasurementSystemsAnalysis PDFDocument37 pagesMeasurementSystemsAnalysis PDFJorge MartinezNo ratings yet
- The 5-Whys' Method: Example 1Document3 pagesThe 5-Whys' Method: Example 1initiative1972No ratings yet
- Supplier Quality Engineer - IndiaDocument3 pagesSupplier Quality Engineer - IndiaSushil Kr ChaurasiaNo ratings yet
- UncertaintyDocument46 pagesUncertaintypriyahitajuniarfanNo ratings yet
- S ApqpDocument15 pagesS ApqpIram ChaviraNo ratings yet
- Sampling Plans: Trainer: Balakrishnan Srinivasan Position: Process and Quality Improvement ExecutiveDocument31 pagesSampling Plans: Trainer: Balakrishnan Srinivasan Position: Process and Quality Improvement ExecutiveBALAKRISHNANNo ratings yet
- 4.statistical Process ContorlDocument47 pages4.statistical Process ContorlMinhajul Haque SarkarNo ratings yet
- PFMEA TemplateDocument19 pagesPFMEA Templatejcruz909100% (1)
- SAQP Elements OverviewDocument38 pagesSAQP Elements OverviewBoštjan Dokl MenihNo ratings yet
- The Process Capability AnalysisDocument18 pagesThe Process Capability AnalysisMohamed HamdyNo ratings yet
- QA Assistant Studio PFMEA ExampleDocument1 pageQA Assistant Studio PFMEA ExampleIqraYounasNo ratings yet
- APQP Overview PDFDocument86 pagesAPQP Overview PDFnajibNo ratings yet
- Aqs 9000Document4 pagesAqs 9000sairam0504664l9887No ratings yet
- NCR Supplier Scorecard ProcessDocument11 pagesNCR Supplier Scorecard ProcesssamcbsivNo ratings yet
- What Are APQP and PPAPDocument3 pagesWhat Are APQP and PPAPignaunaqNo ratings yet
- MIL-STD-105E, ISO 2859-1 (1999) : Acceptance NumberDocument12 pagesMIL-STD-105E, ISO 2859-1 (1999) : Acceptance NumberShubham TilaraNo ratings yet
- Auto Part Manufacturing ProcessDocument4 pagesAuto Part Manufacturing ProcessKuldeep BohraNo ratings yet
- Number of Parts and Operators For A Gage R&R Study - MinitabDocument12 pagesNumber of Parts and Operators For A Gage R&R Study - Minitabtehky63No ratings yet
- Airtel New Plan PDFDocument1 pageAirtel New Plan PDFalpanakaurNo ratings yet
- Excel Shortcuts 2014 PDFDocument7 pagesExcel Shortcuts 2014 PDFKaranam Attur VenkateshNo ratings yet
- DPR Vignesh September-2014Document1,423 pagesDPR Vignesh September-2014alpanakaurNo ratings yet
- Motor Engineering FormulasDocument1 pageMotor Engineering FormulasDede SadiNo ratings yet
- Fuel FiltersDocument1 pageFuel FiltersalpanakaurNo ratings yet
- PF Form 19Document2 pagesPF Form 19vasudevanNo ratings yet
- 1 Day 1 IntroductionDocument10 pages1 Day 1 IntroductionalpanakaurNo ratings yet
- Presentasi Skema Kompetensi Pengelolaan Produksi-VGDocument204 pagesPresentasi Skema Kompetensi Pengelolaan Produksi-VGAna MaulanaNo ratings yet
- Admission Year, 2019-20 Post Graduate StudentsDocument6 pagesAdmission Year, 2019-20 Post Graduate StudentsShiwali SinghNo ratings yet
- Null Hypothesis Definition and ExamplesDocument10 pagesNull Hypothesis Definition and ExamplesGuard'z Smieyele100% (1)
- GCSE Maths 314645 Foundation Data Handling Unit 1 Section A and B Mark Scheme (Specimen)Document2 pagesGCSE Maths 314645 Foundation Data Handling Unit 1 Section A and B Mark Scheme (Specimen)gcsemathstutor100% (1)
- Data Collection Methods: 1. Surveys: List of Closed or Multiple ChoiceDocument5 pagesData Collection Methods: 1. Surveys: List of Closed or Multiple ChoiceBree CastilloNo ratings yet
- BRM SSSDocument17 pagesBRM SSSAvinash SinghNo ratings yet
- Psychological Tests in IndustriesDocument25 pagesPsychological Tests in IndustriesHeavy Gunner100% (6)
- Clyde W. Neu C. Randall Byers James M. PeekDocument6 pagesClyde W. Neu C. Randall Byers James M. PeekRoyce BustillosNo ratings yet
- ACTIVITY 1: The T-Test For MeanDocument3 pagesACTIVITY 1: The T-Test For MeanSheryl PajaNo ratings yet
- Notes For Mba (Business Research-524) : Q-1 What Is Business Research? Define / Types of Business Research?Document5 pagesNotes For Mba (Business Research-524) : Q-1 What Is Business Research? Define / Types of Business Research?Adv Faizan GorayaNo ratings yet
- Unit 2 PPTDocument10 pagesUnit 2 PPTSusantoPaulNo ratings yet
- Stratified SamplingDocument3 pagesStratified SamplingDivyashri JainNo ratings yet
- Question Paper SPC - MSTCDocument11 pagesQuestion Paper SPC - MSTCRajesh SahasrabuddheNo ratings yet
- Unit 5 - PPTDocument15 pagesUnit 5 - PPTSusantoPaulNo ratings yet
- Hypothesis TestDocument52 pagesHypothesis TestMusa Aman100% (1)
- Educational Measurement Assessment and EvaluationDocument66 pagesEducational Measurement Assessment and EvaluationJatz Diez EdanimacNo ratings yet
- DR R Cameron Mixed MethodologyDocument53 pagesDR R Cameron Mixed MethodologyTeni ChitananaNo ratings yet
- Sertifikat Iso 2008 - 2014-2017Document1 pageSertifikat Iso 2008 - 2014-2017ameliasulistianiNo ratings yet
- North South University Assignment-Final: Submitted ToDocument9 pagesNorth South University Assignment-Final: Submitted ToMr NoorNo ratings yet
- Communication Research Unit 1Document20 pagesCommunication Research Unit 1Qulb e AbbasNo ratings yet
- Brand Image: Cronbach's Alpha N of ItemsDocument2 pagesBrand Image: Cronbach's Alpha N of Itemsassign hubNo ratings yet
- Answer-Key eXAMEN ubICACIÓN Forma 1 PDFDocument1 pageAnswer-Key eXAMEN ubICACIÓN Forma 1 PDFAndré Soria AmanchaNo ratings yet
- Assignment 08-09-2019Document2 pagesAssignment 08-09-2019bmdbmdbmdNo ratings yet
- Students Strength 2016-17Document8 pagesStudents Strength 2016-17St.josephs MatricNo ratings yet
- 6220ac4ef0e8b Su Phe5020 w3 A2d Earle GDocument2 pages6220ac4ef0e8b Su Phe5020 w3 A2d Earle Gsimon jordan1005No ratings yet
- Collection of Formulae and Statistical Tables For The B2-Econometrics and B3-Time Series Analysis Courses and ExamsDocument21 pagesCollection of Formulae and Statistical Tables For The B2-Econometrics and B3-Time Series Analysis Courses and ExamsEugeneNo ratings yet
- SPSS Assignment 2Document4 pagesSPSS Assignment 2b welchNo ratings yet
- Complemento Aula 8Document43 pagesComplemento Aula 8Hamsaveni ArulNo ratings yet