You might also like
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingFrom EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo ratings yet
- 5 Group TechnologyDocument45 pages5 Group Technologymax hopusNo ratings yet
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Practical No.7: TheoryDocument12 pagesPractical No.7: TheoryMuhammad JahanzaibNo ratings yet
- Group TechnologyDocument72 pagesGroup TechnologyNauman Khan100% (1)
- Group TechnologyDocument42 pagesGroup Technologytinchu03100% (2)
- Group Technology and Cellular Manufacturing2Document83 pagesGroup Technology and Cellular Manufacturing2harim_meNo ratings yet
- Edited Unit 3 PPT - Cms >Document65 pagesEdited Unit 3 PPT - Cms >Moorthy Govindaraj100% (1)
- MM UNIT 3a 2021Document129 pagesMM UNIT 3a 2021Mr. S. Paul JoshuaNo ratings yet
- Group Technology & CappDocument43 pagesGroup Technology & CappSubbu SuniNo ratings yet
- Chapter 3 CAPPDocument62 pagesChapter 3 CAPPTesfa TeshomeNo ratings yet
- Multi Class Coding SystemDocument20 pagesMulti Class Coding SystemDaniel LoretoNo ratings yet
- Cad Lecture 2Document27 pagesCad Lecture 2Abhi KarnNo ratings yet
- MM Unit 2Document208 pagesMM Unit 2Mr. S. Paul JoshuaNo ratings yet
- UNIT I 1.6 Group-TechnologyDocument78 pagesUNIT I 1.6 Group-Technologyprof_panneerNo ratings yet
- Cad Cam Unit 4Document35 pagesCad Cam Unit 418-368 RRK Nikhil ChandraNo ratings yet
- Unit 3Document81 pagesUnit 3Chellamuthu MechNo ratings yet
- AMS - Hollier MehodsDocument78 pagesAMS - Hollier MehodsKapil MittalNo ratings yet
- AdsaDocument72 pagesAdsafexara9242No ratings yet
- DME-814 Computer Integrated ManufacturingDocument76 pagesDME-814 Computer Integrated ManufacturingFarooq ShahNo ratings yet
- Unit I 1.5 Group Technology, Part Classi, CodingDocument36 pagesUnit I 1.5 Group Technology, Part Classi, Codingprof_panneer0% (1)
- Me6703 Cim Mech Viist Au Unit IIIDocument51 pagesMe6703 Cim Mech Viist Au Unit IIISiva RamanNo ratings yet
- 4 3 GT AbkDocument27 pages4 3 GT AbkadaviNo ratings yet
- GT Chapter 5Document23 pagesGT Chapter 5AreebNo ratings yet
- Faiju R Malek CAM NotesDocument115 pagesFaiju R Malek CAM NotesShivangi ShahNo ratings yet
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-Isiva_karthidpm100% (1)
- Group TechnologyDocument57 pagesGroup TechnologynarsaiahNo ratings yet
- Assignment 04Document5 pagesAssignment 04Muhammad Ahsan Waqar KhanNo ratings yet
- GrouptechnologyDocument29 pagesGrouptechnologyjk himeshNo ratings yet
- Unit - 2 Group Technology AND Flexible Manufacturing SystemsDocument72 pagesUnit - 2 Group Technology AND Flexible Manufacturing SystemsVarunNo ratings yet
- Dr. B K Singh's GTDocument16 pagesDr. B K Singh's GTTesfa TeshomeNo ratings yet
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-IVivekDinker100% (1)
- Group TechnologyDocument83 pagesGroup TechnologySyed Raheel ZafarNo ratings yet
- Group Technology and Cellular Manufacturing-IDocument20 pagesGroup Technology and Cellular Manufacturing-IelkhawadNo ratings yet
- Modul 7 Group TechnologyDocument59 pagesModul 7 Group TechnologyFajar BahariNo ratings yet
- Group Technology Introduction PresentationDocument24 pagesGroup Technology Introduction PresentationnanakethanNo ratings yet
- Computer Integrated Manufacturing: A Seminar OnDocument66 pagesComputer Integrated Manufacturing: A Seminar OnZoya RizviNo ratings yet
- Group Technology and Cellular ManufacturingDocument26 pagesGroup Technology and Cellular ManufacturingKürşat GültekinNo ratings yet
- FMS - Unit 3Document86 pagesFMS - Unit 3utkarshtyagi2307No ratings yet
- 2.3 Group Technology and Cellular Manufacturing-1Document13 pages2.3 Group Technology and Cellular Manufacturing-1Joeb DsouzaNo ratings yet
- 2013 RegulationDocument10 pages2013 RegulationMohammed Shakeel khudusNo ratings yet
- Group Technology UnitDocument20 pagesGroup Technology UnitsumanNo ratings yet
- Group Technology and Cellular ManufacturingDocument107 pagesGroup Technology and Cellular ManufacturingchristywwwwNo ratings yet
- Sunith 160329154059Document51 pagesSunith 160329154059ashoku24007No ratings yet
- Lecture 9-10 - Group Technology and Cellular ManufacturingDocument48 pagesLecture 9-10 - Group Technology and Cellular ManufacturingRakibul HaqueNo ratings yet
- Unit V GT and FMSDocument71 pagesUnit V GT and FMSSushanthNo ratings yet
- Me - Emu.edu - TR Majid IENG447 IE 447 PDF FILES CIM Lecture Notes 6Document27 pagesMe - Emu.edu - TR Majid IENG447 IE 447 PDF FILES CIM Lecture Notes 6Rohit KundliyaNo ratings yet
- Comuter Aided Manufacturing Unit - IDocument28 pagesComuter Aided Manufacturing Unit - IMuthuvel MNo ratings yet
- Screenshot 2022-05-23 at 11.02.46 AMDocument25 pagesScreenshot 2022-05-23 at 11.02.46 AMVasu GargNo ratings yet
- Group TechnologyDocument18 pagesGroup TechnologyEldho unni vargheseNo ratings yet
- Modul 8 Group TechnologyDocument48 pagesModul 8 Group TechnologyRenoMa'rufYuniarNo ratings yet
- Group TechnologyDocument26 pagesGroup TechnologyMohitNo ratings yet
- Group Technology Final LDocument20 pagesGroup Technology Final LSpandhana PrayakaraoNo ratings yet
- Cellular Manufacturing: Dr. Mohamed A.A. MansourDocument59 pagesCellular Manufacturing: Dr. Mohamed A.A. MansourMohammed MansorNo ratings yet
- Class 10-02-2023Document60 pagesClass 10-02-2023umesh javvadiNo ratings yet
- Lect 2. Types of Production Systems, Group Technology and Cellular Manufacturing SystemDocument79 pagesLect 2. Types of Production Systems, Group Technology and Cellular Manufacturing Systemraja harisNo ratings yet
- Group Technology Coding TechniquesDocument14 pagesGroup Technology Coding TechniquesGiovani CarpinNo ratings yet
- Group TechnologyDocument59 pagesGroup TechnologySRI RAMNo ratings yet
- Guidelines For B.Tech Project Report Preparation: Indian Institute of Technology GuwahatiDocument11 pagesGuidelines For B.Tech Project Report Preparation: Indian Institute of Technology Guwahatisweetsayliupale81085No ratings yet
- Supply Chain Of: Just Do It!Document8 pagesSupply Chain Of: Just Do It!monti_1234No ratings yet
- DisDocument735 pagesDismonti_1234No ratings yet
- Simulation of A Single-Server Queueing System: 1.4.1 Problem StatementDocument11 pagesSimulation of A Single-Server Queueing System: 1.4.1 Problem Statementmonti_1234No ratings yet
- 'LJ - , LJ ,: AcillDocument1 page'LJ - , LJ ,: Acillmonti_1234No ratings yet
- Comprehensive Logistics Management in Defence: PerspectivesDocument7 pagesComprehensive Logistics Management in Defence: Perspectivesmonti_1234No ratings yet
- Basic Simulation Modeling: The Nature of SimulationDocument6 pagesBasic Simulation Modeling: The Nature of Simulationmonti_1234No ratings yet
- WahahaDocument74 pagesWahahamonti_1234No ratings yet
- PA Report of Supply Chain Management of Rations in Indian ArmyDocument3 pagesPA Report of Supply Chain Management of Rations in Indian Armymonti_1234No ratings yet
- Introduction To Simulation Using R: 13.1 Analysis Versus Computer SimulationDocument19 pagesIntroduction To Simulation Using R: 13.1 Analysis Versus Computer Simulationmonti_1234No ratings yet
- 2nd Order Linear EqnsDocument10 pages2nd Order Linear EqnsVishal VakshNo ratings yet
- Performance Appraisal in Government Organizations Is Not Directly Linked To RewardsDocument8 pagesPerformance Appraisal in Government Organizations Is Not Directly Linked To Rewardsmonti_1234No ratings yet
- Facility LocationDocument29 pagesFacility Locationmonti_1234No ratings yet
- Line Balancing Theory of ConstraintsDocument3 pagesLine Balancing Theory of Constraintsmonti_1234No ratings yet
- TDL Auto Repair Efficiency ModuleDocument17 pagesTDL Auto Repair Efficiency Modulemonti_1234No ratings yet
- Motion and Time StudyDocument25 pagesMotion and Time Studyjayshah1991No ratings yet
- Cellular Manufacturing & Group TechnologyDocument24 pagesCellular Manufacturing & Group Technologymonti_1234No ratings yet
- Technical ManualDocument32 pagesTechnical ManualMihaiNo ratings yet
- NACA SeriesDocument31 pagesNACA SeriesAli OkumuşNo ratings yet
- Course Presentation IATF 16949-2016Document62 pagesCourse Presentation IATF 16949-2016Madhukar Sinha100% (6)
- Bitsource Solutions Private Limited - Company Profile - ChemicalDocument5 pagesBitsource Solutions Private Limited - Company Profile - ChemicalAtheeva RajNo ratings yet
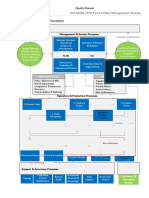
- Quality Management System Process MapDocument1 pageQuality Management System Process MapN.GanesanNo ratings yet
- T1002-PSV-1453 Type - 2600Document2 pagesT1002-PSV-1453 Type - 2600Jonson CaoNo ratings yet
- Cover Letter: Vinod Aba Ghangarde (Document3 pagesCover Letter: Vinod Aba Ghangarde (Komal PatilNo ratings yet
- BPM MasterdataDocument25 pagesBPM MasterdataJignesh HariyaNo ratings yet
- Quotation For A Granite Line PolisherDocument7 pagesQuotation For A Granite Line PolisherKrishna Kant JethliyaNo ratings yet
- MBA SyllabusDocument18 pagesMBA SyllabusShaheen MahmudNo ratings yet
- Pre SAE AS1946FDocument5 pagesPre SAE AS1946FRangaNo ratings yet
- Revised ThesisDocument44 pagesRevised ThesisKyle Jezrel GimaoNo ratings yet
- MTU BLUE VISION AdVANCED PDFDocument8 pagesMTU BLUE VISION AdVANCED PDFomar alayash100% (1)
- Exhibit Airbus CaseDocument14 pagesExhibit Airbus CaseAyush RanjanNo ratings yet
- Friction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderDocument13 pagesFriction Stir Welding Characteristics of 2219-T6 Aluminum Alloy Assisted by External Non-Rotational ShoulderSripriyan K 100507No ratings yet
- 4TNV98 ZggeDocument2 pages4TNV98 ZggeMohammed Al-hewaimelNo ratings yet
- Property Risk Assessment For Combined Cycle Power PlantsDocument39 pagesProperty Risk Assessment For Combined Cycle Power PlantsAnu ParthaNo ratings yet
- The Beer Game Slides 1196776986610634 3Document29 pagesThe Beer Game Slides 1196776986610634 3Peter ZakharovNo ratings yet
- Buscar Filtro - Wix FiltersDocument1 pageBuscar Filtro - Wix FiltersRodolfo PerezNo ratings yet
- Software Requirements Specification - FlightDocument38 pagesSoftware Requirements Specification - FlightrajiNo ratings yet
- CATIADocument8 pagesCATIAsarathsaravananNo ratings yet
- Optional Service Bulletin OSB 42-134/1 OSB 42NG-073/1: I Technical DetailsDocument7 pagesOptional Service Bulletin OSB 42-134/1 OSB 42NG-073/1: I Technical DetailsSameer KshitizNo ratings yet
- 722 6Document4 pages722 6mcgyver972100% (4)
- TMX800SDocument21 pagesTMX800ScuongNo ratings yet
- Sahoo Dpwicqk Nicergaw: Cademic RofileDocument2 pagesSahoo Dpwicqk Nicergaw: Cademic RofileDpwicqk NicergawNo ratings yet
- Mining and Quarry Catalogue 2015 DAHANADocument23 pagesMining and Quarry Catalogue 2015 DAHANAGilangPamungkasNo ratings yet
- 06 Television in The United StatesDocument42 pages06 Television in The United StatesMilena ŠmigićNo ratings yet
- 3457a SVCDocument191 pages3457a SVCDragan LazicNo ratings yet
- 6 TKA 155a Technical SpecificationDocument3 pages6 TKA 155a Technical Specificationar2925No ratings yet
- Gloomy Picture For Paint Highlights Depth of Supply Chain Crisis - Financial TimesDocument8 pagesGloomy Picture For Paint Highlights Depth of Supply Chain Crisis - Financial Timesnoemie-quinnNo ratings yet