You might also like
- Metales RefractariosDocument36 pagesMetales RefractariosRicardo ChagoyaNo ratings yet
- El Mundo de DisneyDocument125 pagesEl Mundo de DisneyRicardo Chagoya100% (1)
- 43 42 1 PBDocument2 pages43 42 1 PBRicardo ChagoyaNo ratings yet
- Diagrama de EllinghamDocument6 pagesDiagrama de EllinghamRicardo ChagoyaNo ratings yet
- Dibujo de Estructuras Metalicas Modulo I Isi3dDocument4 pagesDibujo de Estructuras Metalicas Modulo I Isi3dWinker Adler GotzerNo ratings yet
- Cuestionario Analisis de ProcesosDocument1 pageCuestionario Analisis de ProcesosMako Paiz GonzalezNo ratings yet
- Roles Cooperativos Tarjetas y CaratelesDocument6 pagesRoles Cooperativos Tarjetas y CaratelesEvaNo ratings yet
- Informe de Pasantías AntonioDocument12 pagesInforme de Pasantías AntonioAntonio RojasNo ratings yet
- Analisis de Las Cadenas Productivas AgroindustrialesDocument25 pagesAnalisis de Las Cadenas Productivas AgroindustrialesRudimar PetterNo ratings yet
- Plan de Manejo de Los Residuos SólidosDocument10 pagesPlan de Manejo de Los Residuos SólidosJose Saldaña GalvezNo ratings yet
- Predimensionamiento de Vigas y ColumnasDocument5 pagesPredimensionamiento de Vigas y ColumnasJeriel Raven Santana CarelaNo ratings yet
- Usando El ResonadorDocument22 pagesUsando El Resonadorinxs_the_bestNo ratings yet
- VVT IDocument8 pagesVVT IAnonymous WpzZJgde1dNo ratings yet
- Control de Calidad en Los AserraderosDocument10 pagesControl de Calidad en Los AserraderosEmanuel CardenasNo ratings yet
- Tablas DinamicasDocument9 pagesTablas DinamicasROCIO SARMIENTONo ratings yet
- Trabajo Final de Toma de Decisiones Grupo 2Document12 pagesTrabajo Final de Toma de Decisiones Grupo 2janezita100% (1)
- Clases InternasDocument8 pagesClases Internasluisvar12No ratings yet
- Precauciones Al Trabajar Con Alta TensiónDocument14 pagesPrecauciones Al Trabajar Con Alta TensiónSDanielTorresPachasNo ratings yet
- Design Thinking. Tendencias en La Teoría y La Metodología Del Diseño - Módulo 3 - Metodología Del Diseño - UnlockedDocument26 pagesDesign Thinking. Tendencias en La Teoría y La Metodología Del Diseño - Módulo 3 - Metodología Del Diseño - UnlockedEmilia MadroñalNo ratings yet
- Lineas de Conduccion y ReservoriosDocument47 pagesLineas de Conduccion y ReservoriosRoy Oscco100% (2)
- Practicas Pre Profesionales I: Dr. Jenner Espinoza RománDocument8 pagesPracticas Pre Profesionales I: Dr. Jenner Espinoza RománcapsantinoNo ratings yet
- Formato en Blanco de Inspecciones de Puestos de TrabajoDocument3 pagesFormato en Blanco de Inspecciones de Puestos de TrabajoJohanna Pa100% (3)
- CotizacionDocument2 pagesCotizacionKarloz OjedaNo ratings yet
- Oscilador de ColpittsDocument3 pagesOscilador de Colpittsalfredo juliacaNo ratings yet
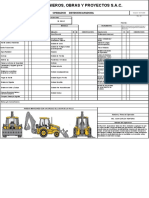
- Check List RetroexcavadoraDocument1 pageCheck List RetroexcavadoraJuan Renteria ANo ratings yet
- Programación Windows API Con C++Document268 pagesProgramación Windows API Con C++Ip GhosTNo ratings yet
- Catalogo Mecalux PDFDocument40 pagesCatalogo Mecalux PDFJhamill Linares TejedaNo ratings yet
- Unidad 5 Diseño de ProductoDocument11 pagesUnidad 5 Diseño de ProductoRICARDO PORTADA TITONo ratings yet
- Clase 1 EjeDocument71 pagesClase 1 EjeGustavo De la PavaNo ratings yet
- Guía de Ejercicios Elasticidad 2010Document4 pagesGuía de Ejercicios Elasticidad 2010Rocio Becerra CastilloNo ratings yet
- Pregunta 02 - Presiones Gravedad y BoquillaDocument2 pagesPregunta 02 - Presiones Gravedad y BoquillaYENNS VLADIMIR RODRIGUEZ RUIZNo ratings yet
- Grupo 6 Resumen Entender La Arquitectura INGDocument6 pagesGrupo 6 Resumen Entender La Arquitectura INGJHON HENRRY SIERRA YEPEZ100% (1)
- 1 Conceptos Basicos de Seguridad InformaticaDocument3 pages1 Conceptos Basicos de Seguridad InformaticacorinturNo ratings yet
- Vendor ListDocument35 pagesVendor ListScutaru RazvanNo ratings yet