You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Water Boiling Test PDFDocument89 pagesWater Boiling Test PDFJeff HardyNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Claudia Pinardi: Education and CoursesDocument1 pageClaudia Pinardi: Education and CoursesJeff HardyNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- PrimaveraDocument3 pagesPrimaveraJeff HardyNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Claudia Pinardi: Education and CoursesDocument1 pageClaudia Pinardi: Education and CoursesJeff HardyNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Fair Combined Ad No.12-2017 PDFDocument37 pagesFair Combined Ad No.12-2017 PDFFayyazAhmadNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- WBT Data SheetsDocument3 pagesWBT Data SheetsJeff HardyNo ratings yet
- Biomass To Energy - 2Document43 pagesBiomass To Energy - 2dandewjangerNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Om 2Document38 pagesOm 2Jeff HardyNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Time Table Fall-19 (v-1)Document19 pagesTime Table Fall-19 (v-1)Jeff HardyNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- DimensionsDocument11 pagesDimensionsJeff HardyNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Chap 001Document18 pagesChap 001Khalid Javaid AnwerNo ratings yet
- WBT Version 3.0 0Document38 pagesWBT Version 3.0 0Jeff HardyNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Water Boiling Test: Cookstove Emissions and Efficiency in A Controlled Laboratory SettingDocument52 pagesThe Water Boiling Test: Cookstove Emissions and Efficiency in A Controlled Laboratory SettingJeff HardyNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Water Boiling Test: Cookstove Emissions and Efficiency in A Controlled Laboratory SettingDocument52 pagesThe Water Boiling Test: Cookstove Emissions and Efficiency in A Controlled Laboratory SettingJeff HardyNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Refer NcesDocument1 pageRefer NcesJeff HardyNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Water Boiling TestDocument129 pagesWater Boiling TestJeff HardyNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- HEC Academic Evaluation Formula HEC AEFDocument3 pagesHEC Academic Evaluation Formula HEC AEFAshfaq Ahmad0% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Problem Sheet 1 PDFDocument4 pagesProblem Sheet 1 PDFJeff HardyNo ratings yet
- GRE Preparation in Lahore - BrightLink Prep Lahore, PakistanDocument5 pagesGRE Preparation in Lahore - BrightLink Prep Lahore, PakistanJeff HardyNo ratings yet
- Examples of Physics Homework Help: Solved Mechanical Energy Conservation ProblemsDocument4 pagesExamples of Physics Homework Help: Solved Mechanical Energy Conservation ProblemsJeff HardyNo ratings yet
- Chapter 3Document26 pagesChapter 3Jeff HardyNo ratings yet
- Household Gasifier FinalDocument46 pagesHousehold Gasifier FinalJeff HardyNo ratings yet
- Day by Day Current AffairsDocument3 pagesDay by Day Current AffairsJeff HardyNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Lda PD PDFDocument4 pagesLda PD PDFJeff HardyNo ratings yet
- Roll Without Slipping PhysicsDocument3 pagesRoll Without Slipping PhysicsygvoerNo ratings yet
- AFD Week 1 Lec. 1 2Document38 pagesAFD Week 1 Lec. 1 2Jeff HardyNo ratings yet
- Fair Combined Ad No.12-2017 PDFDocument37 pagesFair Combined Ad No.12-2017 PDFFayyazAhmadNo ratings yet
- Design Process 1Document16 pagesDesign Process 1Jeff HardyNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- SugInds Form PDFDocument4 pagesSugInds Form PDFSyed ShoaibNo ratings yet
- Phone No. 051-9205075 Ext. 385, 377,236,243,241 & 298Document8 pagesPhone No. 051-9205075 Ext. 385, 377,236,243,241 & 298Amir HayatNo ratings yet
- Ppe Unit 2Document25 pagesPpe Unit 2rp0212No ratings yet
- ACCG 2000 Week 1 homework questionsDocument2 pagesACCG 2000 Week 1 homework questions张嘉雯No ratings yet
- Reading Reflection: Technological Institute of The PhilippinesDocument3 pagesReading Reflection: Technological Institute of The PhilippinesMao TuazonNo ratings yet
- Chapter Two Traditional Material Removal Processes MachiningDocument21 pagesChapter Two Traditional Material Removal Processes MachiningkidusNo ratings yet
- Inventory Management: Answers To QuestionsDocument9 pagesInventory Management: Answers To Questionsjinu220No ratings yet
- Mastertop 1328 AsDocument3 pagesMastertop 1328 AsDoby YuniardiNo ratings yet
- ManualDocument8 pagesManualSherif AdelNo ratings yet
- Case study-Toyota-JIT-SystemDocument17 pagesCase study-Toyota-JIT-Systemdkumar881178% (9)
- Jigs and FixturesDocument83 pagesJigs and FixturesRoyNo ratings yet
- Teamcenter Implementation by FaithPLM SolutionsDocument27 pagesTeamcenter Implementation by FaithPLM SolutionsKumar SNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Industry 4.0 - Towards Future Industrial Opportunities and ChallengesDocument6 pagesIndustry 4.0 - Towards Future Industrial Opportunities and ChallengesPunyabrata GhatakNo ratings yet
- Top of FormDocument131 pagesTop of FormPawan SinghNo ratings yet
- Harga Barang PembinaanDocument212 pagesHarga Barang PembinaanMark Flowers91% (11)
- BT2 ConcreteDocument7 pagesBT2 ConcreteMicah Dianne DizonNo ratings yet
- Standard Costs and Variance Analysis MCQs by Hilario TanDocument17 pagesStandard Costs and Variance Analysis MCQs by Hilario TanJoovs Joovho100% (1)
- Ateneo de Davao University Jacinto ST., Davao CityDocument10 pagesAteneo de Davao University Jacinto ST., Davao CityChoco MallowNo ratings yet
- AFL Substation Bus ConductorsDocument24 pagesAFL Substation Bus ConductorshansamvNo ratings yet
- Granule Bitum PDFDocument2 pagesGranule Bitum PDFvranceanu.ovidiu-1No ratings yet
- Organic Materials and Polymer Processing TechniquesDocument35 pagesOrganic Materials and Polymer Processing TechniquesJackson ..No ratings yet
- UOP Confidential Insulation SpecificationDocument17 pagesUOP Confidential Insulation SpecificationJasminPamnaniNo ratings yet
- 03 Welding Imperfections 30-03-07 (2Document20 pages03 Welding Imperfections 30-03-07 (2geokovoorNo ratings yet
- Ring Spinning Frame GuideDocument12 pagesRing Spinning Frame Guidepoojasol0% (1)
- Views Is A PR Magazine Published by Komatsu LTDDocument12 pagesViews Is A PR Magazine Published by Komatsu LTDDietz LaNo ratings yet
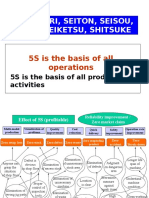
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocument21 pages5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaNo ratings yet
- Gyproc HabitoDocument3 pagesGyproc HabitoumaNo ratings yet
- Sca-Pca RCC Design SeminarDocument40 pagesSca-Pca RCC Design Seminarintimate4lifeNo ratings yet
- B. Mahadevan - Operations Management - Theory and Practice-Pearson Education India (2015) PDFDocument634 pagesB. Mahadevan - Operations Management - Theory and Practice-Pearson Education India (2015) PDFSaurabh Sharma90% (10)
- Adani Supply ChainDocument52 pagesAdani Supply ChainSaikat GhoshNo ratings yet
- The Indian Forest Under British RajDocument26 pagesThe Indian Forest Under British RajKovid VermaNo ratings yet
- SSP421 Body BasicsDocument76 pagesSSP421 Body Basicsmamuko100% (3)