You might also like
- Aluminium Conductors: Bare Conductor Designation Standard Specification Cross Section AreaDocument2 pagesAluminium Conductors: Bare Conductor Designation Standard Specification Cross Section AreaDani Ahmad RamdaniNo ratings yet
- KEI Cables-1Document72 pagesKEI Cables-1chandu1821No ratings yet
- Industrial Training Presentation ROHIT YADAVDocument15 pagesIndustrial Training Presentation ROHIT YADAVRohit YadavNo ratings yet
- GT11 Oil Leak Repair Job Completion ReportDocument8 pagesGT11 Oil Leak Repair Job Completion Reportwinston11No ratings yet
- Ductable Split MTODocument4 pagesDuctable Split MTOMuhammedShafiNo ratings yet
- 1839 - SEC (III) - Khaadi Gujrat - BOQ - 000 (Updated)Document13 pages1839 - SEC (III) - Khaadi Gujrat - BOQ - 000 (Updated)Kashan ShoukatNo ratings yet
- Cable Lugs PPT SPEEDWELL.Document31 pagesCable Lugs PPT SPEEDWELL.BirjuAJotwaniNo ratings yet
- 500kV Aluminum-Sheathed XLPE Cable in A 96m Vertical ShaftDocument6 pages500kV Aluminum-Sheathed XLPE Cable in A 96m Vertical ShaftshahpinkalNo ratings yet
- Cable Lug 3D Brochure20!01!10Document55 pagesCable Lug 3D Brochure20!01!10dip461100% (1)
- D-09 2016 معدات ض.و خارجية قاطع دورة مع صندوق محولات توزيعDocument8 pagesD-09 2016 معدات ض.و خارجية قاطع دورة مع صندوق محولات توزيعAhmed Al-BaghdadiNo ratings yet
- 12-SDMS-02 REV. 02: Saudi Electricity CompanyDocument20 pages12-SDMS-02 REV. 02: Saudi Electricity CompanyMichael Camit EsoNo ratings yet
- Interface A Elbow Connector Technical OverviewDocument2 pagesInterface A Elbow Connector Technical Overviewagust1988100% (1)
- 132kV XLPE Cable Accessory Factory Test ProcedureDocument7 pages132kV XLPE Cable Accessory Factory Test Procedurerenjithas2005No ratings yet
- Technical Specification of Low Voltage Power CablesDocument9 pagesTechnical Specification of Low Voltage Power CablesAhmed JaNo ratings yet
- Technical Data - HangerDocument344 pagesTechnical Data - HangerAnonymous oUoJ4A8xNo ratings yet
- Over Head Conductors Technical DetailsDocument30 pagesOver Head Conductors Technical DetailsKishore KrishnaNo ratings yet
- Three Core Cables To VDE 0276Document15 pagesThree Core Cables To VDE 0276A. HassanNo ratings yet
- Standard Electrical SpecificationDocument9 pagesStandard Electrical SpecificationmatshonaNo ratings yet
- 66kV and 132kV HV Catalogue ENSDocument15 pages66kV and 132kV HV Catalogue ENSCristi GrosuNo ratings yet
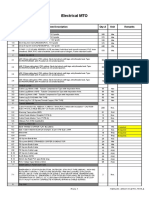
- Electrical MTO: Sr. No. Item Description Qty-A Unit RemarksDocument2 pagesElectrical MTO: Sr. No. Item Description Qty-A Unit RemarksadilsiddiqueNo ratings yet
- Main CatalogueDocument12 pagesMain Catalogueferpa_ferNo ratings yet
- Low Voltage Cables IEC PDFDocument35 pagesLow Voltage Cables IEC PDFcrazy devilNo ratings yet
- Introduction of CablesDocument14 pagesIntroduction of CablesRanganath SriNo ratings yet
- TG085 Placing Fiber Optic Cable Into An Underground DuctDocument11 pagesTG085 Placing Fiber Optic Cable Into An Underground DuctNaiem JalalyNo ratings yet
- Eci Lab ManulDocument118 pagesEci Lab ManulGP Siva KumarNo ratings yet
- LPG-1102-E-EL-ELS-001 - Electrical Load Schedule - Rev. ADocument11 pagesLPG-1102-E-EL-ELS-001 - Electrical Load Schedule - Rev. ARadhaNo ratings yet
- MK Electric Cable Tray Brochure (Middle East) PDFDocument150 pagesMK Electric Cable Tray Brochure (Middle East) PDFAnonymous tW1zTL2ltNo ratings yet
- Assembly Instructions for 501/414 Exd IIC/Exe II ExtD Cable GlandDocument2 pagesAssembly Instructions for 501/414 Exd IIC/Exe II ExtD Cable GlandFoe AungNo ratings yet
- Cempatch SDocument2 pagesCempatch Sjerry6670100% (1)
- About Cable GlandDocument4 pagesAbout Cable Glandganesamoorthy1987No ratings yet
- 3.insulation and Jacket Materials: 3.1 Purpose 3.2 Types and ApplicationsDocument21 pages3.insulation and Jacket Materials: 3.1 Purpose 3.2 Types and ApplicationsEasy Energy SACNo ratings yet
- Xyz Company: PurposeDocument3 pagesXyz Company: PurposeAnonymous 3eHGEDbxNo ratings yet
- MV Cable Jointing TerminationDocument27 pagesMV Cable Jointing Terminationcharleselitb92No ratings yet
- Electrical Materials List For Construction ProjectsDocument17 pagesElectrical Materials List For Construction Projectsmuhammad robithNo ratings yet
- Training Presentation Elastimold ElsewedyDocument17 pagesTraining Presentation Elastimold Elsewedywael_mohamed_aliNo ratings yet
- Technical Datasheet for Unolit 48203 K4-5 Wire Rope LubricantDocument2 pagesTechnical Datasheet for Unolit 48203 K4-5 Wire Rope Lubricanttony mejiaNo ratings yet
- 10TMSS04R1 OpgwDocument29 pages10TMSS04R1 OpgwesamcoNo ratings yet
- Erection BOQ - SaranDocument339 pagesErection BOQ - SaranPrasanna kumar subudhiNo ratings yet
- HIGH MASTS Lighting PDFDocument84 pagesHIGH MASTS Lighting PDFbilly chrisNo ratings yet
- Attach 9 - TECHNICAL FORMATDocument84 pagesAttach 9 - TECHNICAL FORMATScalperNo ratings yet
- BS5467 Cables Prysmian PDFDocument5 pagesBS5467 Cables Prysmian PDFSuresh SharmaNo ratings yet
- High Voltage CablesDocument10 pagesHigh Voltage CableskhadijabugtiNo ratings yet
- Construction Plume Impacts from Port Bonython Desalination PlantDocument104 pagesConstruction Plume Impacts from Port Bonython Desalination Plantadalcayde2514No ratings yet
- Electrical ConduitDocument9 pagesElectrical ConduitAngling DharmaNo ratings yet
- 2011-P371N4-Group 1 Extra CreditDocument15 pages2011-P371N4-Group 1 Extra CreditMartha Nita FlorentinaNo ratings yet
- CableTieCatalog 1078Document22 pagesCableTieCatalog 1078Nicacio LucenaNo ratings yet
- AEI LinkeX Cross-Linked Polyethylene Insulated Power CablesDocument42 pagesAEI LinkeX Cross-Linked Polyethylene Insulated Power Cablesjohn9999999No ratings yet
- Preventing and Identifying Potential Failures of Dead Break Elbows in Wind Farm Application - Brian - Peyres PDFDocument6 pagesPreventing and Identifying Potential Failures of Dead Break Elbows in Wind Farm Application - Brian - Peyres PDFSatadal DashNo ratings yet
- Thermal Calculation of Covered Conductor For Overhead Lines: Vikharev Ⱥ.P., Repkin D.Ⱥ., Repkina N.GDocument4 pagesThermal Calculation of Covered Conductor For Overhead Lines: Vikharev Ⱥ.P., Repkin D.Ⱥ., Repkina N.GRahul VermaNo ratings yet
- Cable Ladder LeafletDocument8 pagesCable Ladder LeafletMohsan AbbasNo ratings yet
- Acsr Conductor: Engineering DepartmentDocument8 pagesAcsr Conductor: Engineering DepartmentpvenkyNo ratings yet
- Oglaend System Smart Cleat 1113Document12 pagesOglaend System Smart Cleat 1113sourcNo ratings yet
- MV Cable Termination (Heat Shrink)Document25 pagesMV Cable Termination (Heat Shrink)Muhammad SajjadNo ratings yet
- 0.6 - 1 KV CV (XLPE-PVC) Rev.07Document20 pages0.6 - 1 KV CV (XLPE-PVC) Rev.07khamsone pengmanivongNo ratings yet
- RFI For Lean Concrete Lighting PoleDocument2 pagesRFI For Lean Concrete Lighting PoleHatemS.MashaGbehNo ratings yet
- Vendor Print For Generator Step-Up TransformerDocument416 pagesVendor Print For Generator Step-Up TransformerSinulingga YanNo ratings yet
- Medium Voltage Cable Construction and SpecificationsDocument34 pagesMedium Voltage Cable Construction and SpecificationsNelson GarvizuNo ratings yet
- VORTEX Powder Coating For Conductor Insulation of Transformer WindingsDocument4 pagesVORTEX Powder Coating For Conductor Insulation of Transformer WindingsYogesh ChadawatNo ratings yet
- Optical Fiber Manufacturing ProcessDocument3 pagesOptical Fiber Manufacturing ProcessMavic TumbagaNo ratings yet
- 132 KV Specs CabelsDocument13 pages132 KV Specs CabelsSyed Moiz Naqvi100% (1)
- SPH3U Formula SheetDocument2 pagesSPH3U Formula SheetJSNo ratings yet
- Schedule FinalDocument6 pagesSchedule FinalJamora ManilynNo ratings yet
- Main: Exploded ViewDocument30 pagesMain: Exploded ViewamokssantiagoNo ratings yet
- Fci FC CotsDocument25 pagesFci FC CotsMatthew DuNo ratings yet
- French Revolution ChoiceDocument3 pagesFrench Revolution Choiceapi-483679267No ratings yet
- EAPP Module 5Document10 pagesEAPP Module 5Ma. Khulyn AlvarezNo ratings yet
- ST Veronica Giuliani For OFS PresentationDocument7 pagesST Veronica Giuliani For OFS Presentationleo jNo ratings yet
- 1.an Overview On Membrane Strategies For Rare Earths Extraction and Separation - 2017Document36 pages1.an Overview On Membrane Strategies For Rare Earths Extraction and Separation - 2017Vasile AlexandraNo ratings yet
- Communication & Collaboration: Lucy Borrego Leidy Hinojosa Scarlett DragustinovisDocument44 pagesCommunication & Collaboration: Lucy Borrego Leidy Hinojosa Scarlett DragustinovisTeacherlucy BorregoNo ratings yet
- Analog To Digital Conversion (ADC)Document62 pagesAnalog To Digital Conversion (ADC)Asin PillaiNo ratings yet
- 11.trouble Shooting For TMDocument9 pages11.trouble Shooting For TMfrezgi birhanuNo ratings yet
- Yayasan Pendidikan Ramadanthy Milad Anniversary SpeechDocument6 pagesYayasan Pendidikan Ramadanthy Milad Anniversary SpeechDina Meyraniza SariNo ratings yet
- Polifur 1K Synthetic Top Coat MSDS Rev 2 ENDocument14 pagesPolifur 1K Synthetic Top Coat MSDS Rev 2 ENvictorzy06No ratings yet
- Lessons Learned - Risk Management Issues in Genetic Counseling (2007)Document151 pagesLessons Learned - Risk Management Issues in Genetic Counseling (2007)AditiNo ratings yet
- Year 2 - Push and Pull FPDDocument18 pagesYear 2 - Push and Pull FPDRebecca LNo ratings yet
- Hazop Recommendation Checked by FlowserveDocument2 pagesHazop Recommendation Checked by FlowserveKareem RasmyNo ratings yet
- 1-2-Chemical Indicator of GeopolymerDocument4 pages1-2-Chemical Indicator of GeopolymerYazmin Alejandra Holguin CardonaNo ratings yet
- 1.9 Bernoulli's Equation: GZ V P GZ V PDocument1 page1.9 Bernoulli's Equation: GZ V P GZ V PTruong NguyenNo ratings yet
- Optimize Supply Network DesignDocument39 pagesOptimize Supply Network DesignThức NguyễnNo ratings yet
- Image Formation in Plane Mirrors: Ray DiagramsDocument3 pagesImage Formation in Plane Mirrors: Ray DiagramsSouvik BanerjeeNo ratings yet
- Hireena Essay AnsDocument2 pagesHireena Essay AnsTasniiem ChandraaNo ratings yet
- Disk Electrostatic Automatic Coating System - OTSON - DM - OTS - 5000!3!0Document16 pagesDisk Electrostatic Automatic Coating System - OTSON - DM - OTS - 5000!3!0otsontek9227No ratings yet
- M13 - Solution of TrianglesDocument5 pagesM13 - Solution of Triangles9703693564No ratings yet
- JASA SREVIS LAPTOP Dan KOMPUTERDocument2 pagesJASA SREVIS LAPTOP Dan KOMPUTERindimideaNo ratings yet
- Bioav 3Document264 pagesBioav 3Sabiruddin Mirza DipuNo ratings yet
- KOREADocument124 pagesKOREAchilla himmudNo ratings yet
- Academic Language Use in Academic WritingDocument15 pagesAcademic Language Use in Academic WritingDir Kim FelicianoNo ratings yet
- Lewis Carrol: Birth: DeathDocument21 pagesLewis Carrol: Birth: DeathmarialuvsjeffNo ratings yet
- NCERT Solutions For Class 12 Flamingo English Lost SpringDocument20 pagesNCERT Solutions For Class 12 Flamingo English Lost SpringHarsh solutions100% (1)
- A. Rationale: Paulin Tomasuow, Cross Cultural Understanding, (Jakarta: Karunika, 1986), First Edition, p.1Document12 pagesA. Rationale: Paulin Tomasuow, Cross Cultural Understanding, (Jakarta: Karunika, 1986), First Edition, p.1Nur HaeniNo ratings yet