You might also like
- FryingDocument44 pagesFryingVinita KumariNo ratings yet
- 2016 New 1Z0 803 Exam Dumps For Free VCE and PDF 61 90 PDFDocument15 pages2016 New 1Z0 803 Exam Dumps For Free VCE and PDF 61 90 PDFVinita KumariNo ratings yet
- Frying PhenomenaDocument23 pagesFrying PhenomenaVinita KumariNo ratings yet
- HTML Multiple Choice QuestionsDocument49 pagesHTML Multiple Choice QuestionsVinita Kumari100% (1)
- Heat TransferDocument38 pagesHeat TransferVinita KumariNo ratings yet
- OtmDocument3 pagesOtmVinita KumariNo ratings yet
- CH 2040 - Mechanical OperationsDocument5 pagesCH 2040 - Mechanical OperationsVinita Kumari0% (1)
- Moisture Sorption Isotherm Method - PrintDocument2 pagesMoisture Sorption Isotherm Method - PrintVinita KumariNo ratings yet
- Flip BoardDocument14 pagesFlip BoardVinita KumariNo ratings yet
- BHEL Placement PapersDocument4 pagesBHEL Placement PapersRam PrasadNo ratings yet
- Thorpe's Test of Reasoning Solved Ebook (666 Pages) 3rd EditionDocument666 pagesThorpe's Test of Reasoning Solved Ebook (666 Pages) 3rd EditionVinita KumariNo ratings yet
- Statistical MechanicsDocument1 pageStatistical MechanicsVinita KumariNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Alternative FuelDocument20 pagesAlternative FuelVinita KumariNo ratings yet
- Sulphur ProductionDocument2 pagesSulphur ProductionVinita KumariNo ratings yet
- Diffusion of Water Inside Legume SeedsDocument2 pagesDiffusion of Water Inside Legume SeedsVinita KumariNo ratings yet
- Membrane TechnologyDocument17 pagesMembrane TechnologyVinita KumariNo ratings yet
- Agricultural Adaptation To Climate ChangeDocument3 pagesAgricultural Adaptation To Climate ChangeVinita KumariNo ratings yet
- Emission Characteristics of Alternative FuelsDocument14 pagesEmission Characteristics of Alternative FuelsVinita KumariNo ratings yet
- Statistical MechanicsDocument1 pageStatistical MechanicsVinita KumariNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Stability Analysis of Steel Storage Rack Structures PDFDocument7 pagesStability Analysis of Steel Storage Rack Structures PDFFabian Flemin BahamondeNo ratings yet
- Genbio 1 NotesDocument1 pageGenbio 1 NoteselishaNo ratings yet
- Parts Manual Z-45Document240 pagesParts Manual Z-45John Forero PinzonNo ratings yet
- Workshop 2 Electrical Installations Single PhaseDocument3 pagesWorkshop 2 Electrical Installations Single PhaseDIAN NUR AIN BINTI ABD RAHIM A20MJ0019No ratings yet
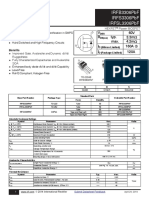
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADocument12 pagesIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligNo ratings yet
- Fongs ProgrammerDocument5 pagesFongs ProgrammerPankaj PolaraNo ratings yet
- Periodic Table and AtomsDocument5 pagesPeriodic Table and AtomsShoroff AliNo ratings yet
- Acuvim II Profibus Modules Users Manual v1.10Document36 pagesAcuvim II Profibus Modules Users Manual v1.10kamran719No ratings yet
- Analysis and Design of Telecommunication Tower Using Different Truss System by ETab SoftwareDocument12 pagesAnalysis and Design of Telecommunication Tower Using Different Truss System by ETab SoftwareEditor IJTSRDNo ratings yet
- Chapter 7 For StudentsDocument21 pagesChapter 7 For StudentsDharneeshkarDandyNo ratings yet
- TOEC8431120DDocument522 pagesTOEC8431120Dvuitinhnhd9817No ratings yet
- LBX 6513DS VTMDocument4 pagesLBX 6513DS VTMsergiocuencascribNo ratings yet
- SPE-183743-MS Maintaining Injectivity of Disposal Wells: From Water Quality To Formation PermeabilityDocument19 pagesSPE-183743-MS Maintaining Injectivity of Disposal Wells: From Water Quality To Formation PermeabilityAminNo ratings yet
- ADO NET Tutorial - 16Document18 pagesADO NET Tutorial - 16Fenil Desai100% (1)
- MOVIDRIVE-B Lab7Document6 pagesMOVIDRIVE-B Lab7GrungeokêNo ratings yet
- MathDocument2 pagesMathWessam ElmongyNo ratings yet
- PistonDocument7 pagesPistongauravarora93100% (1)
- CHM170L Exp3 Surface TensionDocument5 pagesCHM170L Exp3 Surface TensionKaiser SaltoNo ratings yet
- Dover Artificial Lift - Hydraulic Lift Jet Pump BrochureDocument8 pagesDover Artificial Lift - Hydraulic Lift Jet Pump BrochurePedro Antonio Mejia Suarez100% (1)
- GMS60CSDocument6 pagesGMS60CSAustinNo ratings yet
- GTG - TFA Belt DrivenDocument2 pagesGTG - TFA Belt Drivensuan170No ratings yet
- More Practice Multiple ChoiceDocument3 pagesMore Practice Multiple ChoiceHiNo ratings yet
- Trigonometric Ratios LPDocument3 pagesTrigonometric Ratios LPjoshgarciadlt100% (2)
- Shaping Plastic Forming1Document24 pagesShaping Plastic Forming1Himan JitNo ratings yet
- ATR4518R2Document2 pagesATR4518R2estebanarca50% (4)
- Basic Electronics Lab ManualDocument47 pagesBasic Electronics Lab ManualAlpesh ThesiyaNo ratings yet
- Completing The Square PDFDocument10 pagesCompleting The Square PDFgreg heffleyNo ratings yet
- Table of Trigonometric IdentitiesDocument2 pagesTable of Trigonometric IdentitiesVaios PeritogiannisNo ratings yet
- Iot Lab RecordDocument33 pagesIot Lab RecordMadhavan Jayarama MohanNo ratings yet