You might also like
- Gtaw NC Ii TR PDFDocument62 pagesGtaw NC Ii TR PDFRocz RocoNo ratings yet
- BPQ REV. 0 Interactive FormDocument2 pagesBPQ REV. 0 Interactive FormcosmicbunnyNo ratings yet
- The ASME Impact Test RequirementDocument7 pagesThe ASME Impact Test Requirementrosli2503No ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- SecVIII Div1 UW40Document2 pagesSecVIII Div1 UW40arianaseriNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Alloy 6moDocument2 pagesAlloy 6moqshaath100% (1)
- 1 SS PP 005Document18 pages1 SS PP 005sanketNo ratings yet
- ASME Section IX Welding Procedure Qualification: Antonius P. BramonoDocument50 pagesASME Section IX Welding Procedure Qualification: Antonius P. BramonoHAKANNo ratings yet
- P91 MaterialDocument15 pagesP91 MaterialelrajilNo ratings yet
- Uponor Montazni Manual EN FIN PDFDocument72 pagesUponor Montazni Manual EN FIN PDFAmar BayasgalanNo ratings yet
- Asme CCase 1987-2Document2 pagesAsme CCase 1987-2ADAMJSRAONo ratings yet
- Work Instruction FOR: Tensile TestDocument4 pagesWork Instruction FOR: Tensile TestmahendraNo ratings yet
- British Standard 5289: 1976: Visual InspectionDocument10 pagesBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoNo ratings yet
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNo ratings yet
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014No ratings yet
- Highlights On ASME Essential VariablesDocument8 pagesHighlights On ASME Essential VariableschowhkNo ratings yet
- Pictures Related To NCR NO.100: Picture 1 (B667) Picture 2 (B642)Document2 pagesPictures Related To NCR NO.100: Picture 1 (B667) Picture 2 (B642)Mohamed Reda HusseinNo ratings yet
- Thermal Power Project Weld Inspection ReportDocument1 pageThermal Power Project Weld Inspection ReportAshwani DograNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- The Heat Affected ZoneDocument24 pagesThe Heat Affected ZoneRatan PanditNo ratings yet
- New Microsoft PowerPoint PresentationDocument73 pagesNew Microsoft PowerPoint PresentationCheeragNo ratings yet
- Review of ISO Standards for Welding Procedure SpecificationsDocument9 pagesReview of ISO Standards for Welding Procedure SpecificationsYan FerizalNo ratings yet
- ASME 9 Multi Process Welding Procedures QW200Document2 pagesASME 9 Multi Process Welding Procedures QW200Teodor EzaruNo ratings yet
- PWHT ReportsDocument1 pagePWHT ReportsKarthikNo ratings yet
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocument118 pagesTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNo ratings yet
- Asme Section IX - NewDocument70 pagesAsme Section IX - NewAnaswarps100% (2)
- Submerged Arc Welding (Saw)Document5 pagesSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNo ratings yet
- Inspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringDocument2 pagesInspection and Test Plan Sheet: Pt. Pertamina Geothermal Energy Pt. Bina Rasano EngineeringHerruSetiawan100% (1)
- Preheat Calculation 2 PDFDocument3 pagesPreheat Calculation 2 PDFravi00098No ratings yet
- WPS PQR-05Document10 pagesWPS PQR-05Ranjan KumarNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Document68 pagesTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistNo ratings yet
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Document15 pagesFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaNo ratings yet
- Fabrication of Components at Dillinger Huette Heavy FabricationDocument82 pagesFabrication of Components at Dillinger Huette Heavy Fabrication66apenlullenNo ratings yet
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothNo ratings yet
- TighteningofStructuralBolts 31-35Document5 pagesTighteningofStructuralBolts 31-35masaud akhtarNo ratings yet
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 pagesCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNo ratings yet
- Flange Inspection - Part1Document5 pagesFlange Inspection - Part1safwanNo ratings yet
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- NPCIL Tube Fitting SpecificationsDocument22 pagesNPCIL Tube Fitting Specificationssumant.c.singh1694100% (1)
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- Walk Down Punch ListDocument7 pagesWalk Down Punch ListGomathyselviNo ratings yet
- Carbon Steel Pipes - Comparing AmericanDocument2 pagesCarbon Steel Pipes - Comparing AmericanKazi Anwarul Azim SohelNo ratings yet
- WeldDocument3 pagesWeldSenthil SubramanianNo ratings yet
- Welding Procedure Specifications for P91 Butt WeldsDocument6 pagesWelding Procedure Specifications for P91 Butt WeldssrinivasanNo ratings yet
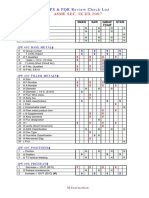
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyNo ratings yet
- Strip CladingDocument26 pagesStrip Cladingviswamanoj100% (1)
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- WPS - EngineerDocument20 pagesWPS - Engineerhunghoanglong100% (1)
- Heat Input CalculatorDocument2 pagesHeat Input Calculatormahi1437No ratings yet
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsEhsan KhanNo ratings yet
- Introduction To GMAWDocument63 pagesIntroduction To GMAWRumman Ul AhsanNo ratings yet
- ASME Sec VIII Div 1Document120 pagesASME Sec VIII Div 1kanchanabalaji96% (23)
- Welcome To: Training Program On GUIDED TOUR OF ASME CodesDocument120 pagesWelcome To: Training Program On GUIDED TOUR OF ASME CodesAndri Konyoa KonyoaNo ratings yet
- Experion Scada PinDocument7 pagesExperion Scada PinKhalid AliNo ratings yet
- 03.job Specification Instrumentaton PDFDocument27 pages03.job Specification Instrumentaton PDFshareyhouNo ratings yet
- The Tallest Buildings in The WorldDocument2 pagesThe Tallest Buildings in The WorldW4G8989No ratings yet
- Lg938l - Operation & Maintenance ManualDocument114 pagesLg938l - Operation & Maintenance ManualMuhammad Nadim MakhlufNo ratings yet
- Versys Parts Catalogue (UK)Document111 pagesVersys Parts Catalogue (UK)BaronBaz001No ratings yet
- BPCL Kochi Refinery MS BLOCK PROJECT Piping Material SpecificationDocument1 pageBPCL Kochi Refinery MS BLOCK PROJECT Piping Material SpecificationDeepak DayalNo ratings yet
- Fajs FSXDocument8 pagesFajs FSXJunhy Bandeira CassandraNo ratings yet
- Unit 6Document13 pagesUnit 6VeronicaNo ratings yet
- Method Statement For Architecture Work (Drywall) : No. Work Sequence Good Practices Picture Tools RemarksDocument16 pagesMethod Statement For Architecture Work (Drywall) : No. Work Sequence Good Practices Picture Tools RemarksAn-an ChanNo ratings yet
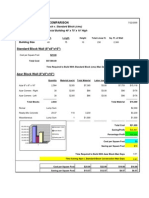
- AZAR Block CostcomparisonDocument8 pagesAZAR Block CostcomparisontckittuNo ratings yet
- Advantages & Disadvantages CITWDocument5 pagesAdvantages & Disadvantages CITWSreePrakashNo ratings yet
- Chapter 2 Cast IronDocument9 pagesChapter 2 Cast IronHelen AdugnaNo ratings yet
- Motorola's TQM Journey to Six Sigma QualityDocument19 pagesMotorola's TQM Journey to Six Sigma QualityKatya Avdieienko100% (1)
- List of Projects Related To Transportation Highway and BridgesDocument5 pagesList of Projects Related To Transportation Highway and BridgesOyedotun TundeNo ratings yet
- G. ACI 360R-06 Brings Slabs On Ground Into The 21st Century - Art McKinney PDFDocument2 pagesG. ACI 360R-06 Brings Slabs On Ground Into The 21st Century - Art McKinney PDFinitbashNo ratings yet
- GD&T Training Levels and ServicesDocument1 pageGD&T Training Levels and ServicesdramiltNo ratings yet
- Operators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 TractorsDocument44 pagesOperators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 Tractorsfundreamer1No ratings yet
- SteelKote EP ZN HS: High-Build Zinc-Rich Epoxy PrimerDocument3 pagesSteelKote EP ZN HS: High-Build Zinc-Rich Epoxy Primerprasanth cp100% (1)
- Batch Profile - 2017Document57 pagesBatch Profile - 2017Praneet TNo ratings yet
- Sodium Citrate AUDocument3 pagesSodium Citrate AUKrishna OgotNo ratings yet
- DR System ConciseDocument37 pagesDR System ConciseJiten KarmakarNo ratings yet
- Equilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsDocument24 pagesEquilibrium of A Particle, The Free-Body Diagram & Coplanar Force SystemsAtef NazNo ratings yet
- Stokes' theorem simplifies integration of differential formsDocument6 pagesStokes' theorem simplifies integration of differential formssiriusgrNo ratings yet
- Specification for biodiesel (B100) - ASTM D6751-08Document1 pageSpecification for biodiesel (B100) - ASTM D6751-08Alejandra RojasNo ratings yet
- FH400 73158464 Pca-6.140Document431 pagesFH400 73158464 Pca-6.140IgorGorduz100% (1)
- Assign4 RANSDocument2 pagesAssign4 RANSankitsaneetNo ratings yet
- VisiLogic Software Manual-LadderDocument158 pagesVisiLogic Software Manual-LadderEduardo Vasquez CastroNo ratings yet
- Tabla 1 Engine ControlDocument2 pagesTabla 1 Engine Controljulio montenegroNo ratings yet
- Stressman Engineering - Brochure Norway 2018-6Document8 pagesStressman Engineering - Brochure Norway 2018-6FelipeNo ratings yet
- Staircase Preliminary Design Based On NBC and IS CodeDocument10 pagesStaircase Preliminary Design Based On NBC and IS CodeEducation. HubNo ratings yet