You might also like
- Mti 80002182 040521093655Document27 pagesMti 80002182 040521093655Sholahuddin Wahid Al AyyubiNo ratings yet
- Minggu-10 - Extrution & Wire Bar DrawingDocument50 pagesMinggu-10 - Extrution & Wire Bar DrawingGesta DebriyantoNo ratings yet
- ExtrusionDocument3 pagesExtrusionvelavansuNo ratings yet
- Principles of Major Manufacturing Processes and Bulk Forming Part BDocument49 pagesPrinciples of Major Manufacturing Processes and Bulk Forming Part BsivaenotesNo ratings yet
- Metal Forming Pembentukan Logam 2Document49 pagesMetal Forming Pembentukan Logam 2Yoga Prdn SsflNo ratings yet
- ManufacTechLecture 2bDocument60 pagesManufacTechLecture 2bNawaz KhanNo ratings yet
- Proses Manufaktur - Extrusion and DrawingDocument27 pagesProses Manufaktur - Extrusion and DrawingRandy NainggolanNo ratings yet
- Extrusion and Drawing Processes ExplainedDocument38 pagesExtrusion and Drawing Processes ExplainedAgni DahanaNo ratings yet
- Bulk Deformation Processes in Metal FormingDocument31 pagesBulk Deformation Processes in Metal FormingMohd ZulhazreenNo ratings yet
- Proses Tempa (Forging) : Aris Hendaryanto, S.T., M.Eng. Departemen Teknik Mesin SV-UGMDocument31 pagesProses Tempa (Forging) : Aris Hendaryanto, S.T., M.Eng. Departemen Teknik Mesin SV-UGMHisyam Abdul AzizNo ratings yet
- Chapter 19-Bulk Deformation Processes IIDocument38 pagesChapter 19-Bulk Deformation Processes IIMuhammad Qasim QureshiNo ratings yet
- Bulk Deformation ProcessDocument67 pagesBulk Deformation ProcessJith ViswaNo ratings yet
- Unit 5 - Manufacturing Technology - WWW - Rgpvnotes.inDocument30 pagesUnit 5 - Manufacturing Technology - WWW - Rgpvnotes.inROHIT MEHRANo ratings yet
- A Technical Seminar Rreport On Extrusion: Prateek Raj Roll No.Document18 pagesA Technical Seminar Rreport On Extrusion: Prateek Raj Roll No.Sam SachanNo ratings yet
- ExtrusionDocument21 pagesExtrusionpingu111100% (1)
- Sheet-Metal Forming Processes: Group 9 PresentationDocument90 pagesSheet-Metal Forming Processes: Group 9 PresentationjssrikantamurthyNo ratings yet
- Bulk Forming Processes Extrusion & DrawingDocument47 pagesBulk Forming Processes Extrusion & DrawingKarthik SubramaniNo ratings yet
- 05 Ch3 ForgingDocument26 pages05 Ch3 ForgingKamil BudimanNo ratings yet
- Week 11 (Extrusion and Drawing)Document51 pagesWeek 11 (Extrusion and Drawing)Umair MalikNo ratings yet
- Bulk Deformation Processes in Metal Forming: Part 1-RollingDocument53 pagesBulk Deformation Processes in Metal Forming: Part 1-RollingFirdaus Muhamad RifqiNo ratings yet
- CH 15Document34 pagesCH 15ACC SHNo ratings yet
- Extrusion LatestDocument27 pagesExtrusion LatestChanti ChaithanyaNo ratings yet
- Sheet Metal OperationsDocument27 pagesSheet Metal OperationsbmvinayNo ratings yet
- Unit-3, Metal Froming ProcessDocument83 pagesUnit-3, Metal Froming ProcessMudit MaheshwariNo ratings yet
- Extrusion FundamentalsDocument5 pagesExtrusion FundamentalsJoNo ratings yet
- Week 11 Ch21 22 Machining OperationsDocument37 pagesWeek 11 Ch21 22 Machining OperationsJay Dee11No ratings yet
- Manufacturing Processes: ME 335 432 Lecture #5Document60 pagesManufacturing Processes: ME 335 432 Lecture #5emieel reegisNo ratings yet
- Metal Forming Processes Pt2 - Forging, Extrusion, DrawingDocument24 pagesMetal Forming Processes Pt2 - Forging, Extrusion, Drawingcrye shotNo ratings yet
- ExtrusionDocument20 pagesExtrusionAakash Singh100% (5)
- Unit-4 Sheet Metal ProcessDocument39 pagesUnit-4 Sheet Metal ProcessKarthikeyan Murugananthan100% (6)
- Metal Forming PRDocument90 pagesMetal Forming PRRavi UpadhyeNo ratings yet
- Module 3 Lecture 3 FinalDocument15 pagesModule 3 Lecture 3 Finaltejap314No ratings yet
- Press ToolsDocument31 pagesPress ToolsSunil MandoreNo ratings yet
- Forging Process GuideDocument50 pagesForging Process GuideSolomon DuferaNo ratings yet
- Extrusion For ClassDocument49 pagesExtrusion For ClassNABIL HUSSAINNo ratings yet
- Sunu 1Document16 pagesSunu 1Ayca Betul BingolNo ratings yet
- Extrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - ADocument6 pagesExtrusion Process: 6.3.1 Direct Extrusion (Also Called Forward Extrusion) Is Illustrated in Figure (6.1) - AchandanNo ratings yet
- Bulk Deformation Processes in MetalworkingDocument39 pagesBulk Deformation Processes in MetalworkingSaAhRaNo ratings yet
- Classification and Forming Methods of Sheet Metal PartsDocument39 pagesClassification and Forming Methods of Sheet Metal PartssasikumarNo ratings yet
- Lecture-14 Sheet Metal Forming ProcessesDocument34 pagesLecture-14 Sheet Metal Forming ProcessesDida KhalingNo ratings yet
- Metal Forming Process: Unit IIDocument89 pagesMetal Forming Process: Unit IIgiriaj kokareNo ratings yet
- Week 5Document53 pagesWeek 5aqsa zahidNo ratings yet
- 4.3 ExtrusionDocument19 pages4.3 ExtrusionSiddharth RajendranNo ratings yet
- Forging Process GuideDocument25 pagesForging Process GuideAdityasinh DesaiNo ratings yet
- 7 ExtrusionDocument17 pages7 ExtrusionalamrisaifNo ratings yet
- ForgingDocument22 pagesForgingAbera ZewduNo ratings yet
- Extrusion ProcessDocument24 pagesExtrusion Processchris mushunjeNo ratings yet
- Unit 4 Sheet Metal ProcessDocument65 pagesUnit 4 Sheet Metal ProcessMANOJ MNo ratings yet
- Mechanical Working of MetalsDocument96 pagesMechanical Working of Metalsashoku2No ratings yet
- CH 18Document24 pagesCH 18onlydlonly90% (10)
- Extrusion process guide: how it works and its benefits/TITLEDocument22 pagesExtrusion process guide: how it works and its benefits/TITLESantoshNo ratings yet
- Presses & Press Work 2Document27 pagesPresses & Press Work 2Sahil ShethNo ratings yet
- Module 5 Extrusion Lecture 1Document10 pagesModule 5 Extrusion Lecture 1Ashrav GuptaNo ratings yet
- Sheet Metal FormingDocument35 pagesSheet Metal FormingAakash Singh100% (1)
- METAL WORKING EXTRUSION PROCESSDocument94 pagesMETAL WORKING EXTRUSION PROCESSSajjad0% (1)
- Sheet Metal FormingDocument13 pagesSheet Metal FormingFranklin SilvaNo ratings yet
- Bulk Deformation AssignmentDocument9 pagesBulk Deformation AssignmentMuhammad FasihNo ratings yet
- Metals Extrusion and Drawing Processes ExplainedDocument26 pagesMetals Extrusion and Drawing Processes ExplainedArvind BhosaleNo ratings yet
- Bulk Deformation Design ProcessDocument33 pagesBulk Deformation Design ProcessADARSH KUMARNo ratings yet
- 14 Design For Die CastingDocument97 pages14 Design For Die Castingdaniel100% (1)
- Instrumentation For Fabricating An Indigenous Spin Coating Apparatus Andgrowth of Zinc Oxide Thin Films and Their CharacterizationDocument8 pagesInstrumentation For Fabricating An Indigenous Spin Coating Apparatus Andgrowth of Zinc Oxide Thin Films and Their CharacterizationDiman Aditya KardiNo ratings yet
- Autocad 3d Module 18 PDFDocument27 pagesAutocad 3d Module 18 PDFDiman Aditya KardiNo ratings yet
- Calcium Carbonate Scale Formation-Assessing The InitialDocument10 pagesCalcium Carbonate Scale Formation-Assessing The InitialDiman Aditya KardiNo ratings yet
- Damage and Failure of Composite MaterialsDocument315 pagesDamage and Failure of Composite MaterialsKathir Vel88% (8)
- Heat Treatment of Gears A Practical Guide For Engineers 06732GDocument213 pagesHeat Treatment of Gears A Practical Guide For Engineers 06732GElango Palanisamy100% (7)
- 10 NergaardDocument23 pages10 NergaardDiman Aditya KardiNo ratings yet
- 316 316l Data SheetDocument2 pages316 316l Data SheetDiman Aditya KardiNo ratings yet
- Pembentukan KerakDocument7 pagesPembentukan KerakDiman Aditya KardiNo ratings yet
- Effect of Magnetic Water Treatment On Calcium Carbonate PrecipitationDocument6 pagesEffect of Magnetic Water Treatment On Calcium Carbonate PrecipitationDiman Aditya KardiNo ratings yet
- Hardness Testing MethodsDocument25 pagesHardness Testing MethodsSagun AlmarioNo ratings yet
- Calcium Carbonate Scale Deposition Under Subcooled ConditionsDocument7 pagesCalcium Carbonate Scale Deposition Under Subcooled ConditionsDiman Aditya KardiNo ratings yet
- Identification, For Control, of The Process Parameters Influencing Tertiary ScaleDocument9 pagesIdentification, For Control, of The Process Parameters Influencing Tertiary ScaleDiman Aditya KardiNo ratings yet
- Analysis of CaSO4 Scale Formation Mechanism in VariousDocument12 pagesAnalysis of CaSO4 Scale Formation Mechanism in VariousDiman Aditya KardiNo ratings yet
- Calcium Carbonate Scale Deposition Under Subcooled ConditionsDocument7 pagesCalcium Carbonate Scale Deposition Under Subcooled ConditionsDiman Aditya KardiNo ratings yet
- FM Sol Chap01-001Document9 pagesFM Sol Chap01-001HarunSevinçNo ratings yet
- Tews 244 Chew The FatDocument2 pagesTews 244 Chew The Fat84DreamerNo ratings yet
- Fluid Mechanics Cengel (Solutions Manual) Chap06-001Document27 pagesFluid Mechanics Cengel (Solutions Manual) Chap06-001NURUL SYUHADA BT ISMAIL HAJAR100% (6)
- Flow Analysis Using Differential Methods (Document41 pagesFlow Analysis Using Differential Methods (Diman Aditya KardiNo ratings yet
- A Parameter Design Study in A Turning Operation Using The Taguchi MethodDocument14 pagesA Parameter Design Study in A Turning Operation Using The Taguchi Methodaragorn58No ratings yet
- FM Sol Chap02-001Document41 pagesFM Sol Chap02-001drifter712No ratings yet
- Divergence TheoremDocument7 pagesDivergence TheoremDiman Aditya KardiNo ratings yet
- Soalan Kbat Soalan KbatDocument52 pagesSoalan Kbat Soalan KbatMrinaliniNo ratings yet
- Apple Pro Training Series XsanDocument175 pagesApple Pro Training Series XsanEdwin SanchezNo ratings yet
- OthelloDocument10 pagesOthelloapi-301182509No ratings yet
- Sri Kumaran Children's Home - CBSE Bangalore: Sports Team SelectionDocument3 pagesSri Kumaran Children's Home - CBSE Bangalore: Sports Team SelectionJatin vikramNo ratings yet
- Apellidos Y Nombres Categoriasexo Ocupacion Condicion No. Carnet Fecha Ingreso Estad O Civil No. Hijos Carnet SSP Sueldo Basico Codigo SeguroDocument5 pagesApellidos Y Nombres Categoriasexo Ocupacion Condicion No. Carnet Fecha Ingreso Estad O Civil No. Hijos Carnet SSP Sueldo Basico Codigo Segurojhonatan Huaman PerezNo ratings yet
- Lonely Heart LullabyDocument2 pagesLonely Heart LullabyVictorNo ratings yet
- Billinghurst The Magic BookDocument3 pagesBillinghurst The Magic BookCazaNo ratings yet
- Computer Lab 2 InventoryDocument1 pageComputer Lab 2 InventoryJo Fel Garcia100% (2)
- How To Write A Hiking LogDocument13 pagesHow To Write A Hiking LogJack OoiNo ratings yet
- English Workshop 7th Grade 2nd TermDocument4 pagesEnglish Workshop 7th Grade 2nd TermVane Perez VivanqueNo ratings yet
- 42MF130A-37 Mp1.1u - Aa - 312278515691 - enDocument89 pages42MF130A-37 Mp1.1u - Aa - 312278515691 - enNorman TranNo ratings yet
- BPM023062 NetworkManageSvcsDocument148 pagesBPM023062 NetworkManageSvcsDeny SuhartanaNo ratings yet
- 03-16-13 EditionDocument32 pages03-16-13 EditionSan Mateo Daily JournalNo ratings yet
- Ipconfig AllDocument2 pagesIpconfig AllVictoria ViciousNo ratings yet
- Amul Ice CreamDocument42 pagesAmul Ice Creamshaikh maabNo ratings yet
- Cv-Callie Spencer Schultz-WcuDocument14 pagesCv-Callie Spencer Schultz-Wcuapi-265501321No ratings yet
- Netflix Inc.: The Disruptor Faces DisruptionDocument12 pagesNetflix Inc.: The Disruptor Faces DisruptionAadit AggarwalNo ratings yet
- Deviant The Renegades (Advance PDF)Document328 pagesDeviant The Renegades (Advance PDF)Damian94% (18)
- KEC Conference Helmet Final - PPTDocument20 pagesKEC Conference Helmet Final - PPTMeshuka RayamajhiNo ratings yet
- PRISONERS DILEMMA & MONOGAMOUS RELATIONSHIPSDocument4 pagesPRISONERS DILEMMA & MONOGAMOUS RELATIONSHIPSAbhinand CNo ratings yet
- Containers and Amounts Worksheet: Activity TypeDocument2 pagesContainers and Amounts Worksheet: Activity TypeValeska EluzenNo ratings yet
- Danzón No. 2 - VioloncelloDocument5 pagesDanzón No. 2 - VioloncelloCRISTINA DIAZ LOPEZNo ratings yet
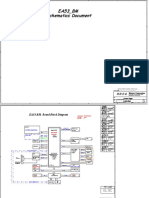
- Ea53-Bm 14222-1Document102 pagesEa53-Bm 14222-1Eliux MaldoNo ratings yet
- Ad&d DL Dls2 Tree LordsDocument38 pagesAd&d DL Dls2 Tree LordsCobrala100% (5)
- Efecto Hall New TechDocument3 pagesEfecto Hall New Techmanue_saldarriaga2No ratings yet
- 2021-08-01 FHM South AfricaDocument102 pages2021-08-01 FHM South AfricaMilenko Nanjari50% (2)
- Gift WrappingDocument17 pagesGift WrappingDiana de castroNo ratings yet
- Module in Pe 111 Self Testing Activities Midterm 2Document27 pagesModule in Pe 111 Self Testing Activities Midterm 2Morgia ZeerynNo ratings yet
- AM Modulation and DemodulationDocument46 pagesAM Modulation and DemodulationGerald M. De Vera0% (1)
- Shooting Tips For "Wedding & Functions"Document6 pagesShooting Tips For "Wedding & Functions"inba_1No ratings yet