You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- DVS Technical Codes On Plastics Joining TechnologiesDocument1,078 pagesDVS Technical Codes On Plastics Joining TechnologiesRICHO SH88% (8)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- AWA AS1288 Glass GuideDocument96 pagesAWA AS1288 Glass GuideChristian Bar100% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chap12 (3) 3Document65 pagesChap12 (3) 3Vince HarrisNo ratings yet
- TPS Factsheet MailDocument4 pagesTPS Factsheet MailDivyeshNo ratings yet
- CH 17Document14 pagesCH 17Al-ameen G. TaludjogNo ratings yet
- 24 Composites 2Document45 pages24 Composites 2Vince HarrisNo ratings yet
- Eutectics, Dispersion Strengthening, and Other Three-Phase ReactionsDocument48 pagesEutectics, Dispersion Strengthening, and Other Three-Phase ReactionsVince HarrisNo ratings yet
- Met 2110 Study Guide - Exam 1Document2 pagesMet 2110 Study Guide - Exam 1Vince HarrisNo ratings yet
- 05 DiffusionDocument29 pages05 DiffusionVince HarrisNo ratings yet
- Precipitation Hardening or Age HardeningDocument21 pagesPrecipitation Hardening or Age HardeningVince HarrisNo ratings yet
- EMGT 1100syallbus Fall2016!1!2Document3 pagesEMGT 1100syallbus Fall2016!1!2Vince HarrisNo ratings yet
- Precipitation Hardening or Age HardeningDocument21 pagesPrecipitation Hardening or Age HardeningVince HarrisNo ratings yet
- 06 Tensile TestDocument24 pages06 Tensile TestVince HarrisNo ratings yet
- 15-Steel Part 03-2Document20 pages15-Steel Part 03-2Vince HarrisNo ratings yet
- Analysis of Flex-Fuels and Their Impact On Modern S.I. EngineDocument2 pagesAnalysis of Flex-Fuels and Their Impact On Modern S.I. EngineVince HarrisNo ratings yet
- 03 Miller Indices 3Document18 pages03 Miller Indices 3Vince HarrisNo ratings yet
- Fundamentals of Chip-Type Machining Processes - 1-2Document38 pagesFundamentals of Chip-Type Machining Processes - 1-2Vince HarrisNo ratings yet
- Crystal StructuresDocument37 pagesCrystal StructuresVince HarrisNo ratings yet
- Fundamentals of Chip-Type Machining Processes - 1-2Document38 pagesFundamentals of Chip-Type Machining Processes - 1-2Vince HarrisNo ratings yet
- SafetyDocument13 pagesSafetyVince HarrisNo ratings yet
- Lathe Operations BackgroundDocument12 pagesLathe Operations BackgroundVince HarrisNo ratings yet
- Review of ThermodynamicsDocument29 pagesReview of ThermodynamicsVince HarrisNo ratings yet
- Review of ThermodynamicsDocument29 pagesReview of ThermodynamicsVince HarrisNo ratings yet
- Workholding DevicesDocument15 pagesWorkholding DevicesVince HarrisNo ratings yet
- Co Lligat Ive PropertiesDocument2 pagesCo Lligat Ive PropertiesVince HarrisNo ratings yet
- Non Traditional MachiningDocument17 pagesNon Traditional MachiningVince HarrisNo ratings yet
- Workholding DevicesDocument15 pagesWorkholding DevicesVince HarrisNo ratings yet
- Thread ManufacturingDocument17 pagesThread ManufacturingVince HarrisNo ratings yet
- Solutions&Concentration 2Document2 pagesSolutions&Concentration 2Vince HarrisNo ratings yet
- Co Lligat Ive PropertiesDocument2 pagesCo Lligat Ive PropertiesVince HarrisNo ratings yet
- Broaching, Sawing and Filing-2Document31 pagesBroaching, Sawing and Filing-2Vince HarrisNo ratings yet
- Abrasive MachiningDocument20 pagesAbrasive MachiningVince HarrisNo ratings yet
- Helpful Hints: Ionic BondingDocument4 pagesHelpful Hints: Ionic BondingVince HarrisNo ratings yet
- What Is Plastic?: Manufacturing Processes For PlasticsDocument2 pagesWhat Is Plastic?: Manufacturing Processes For PlasticsJesse Jones SeraspeNo ratings yet
- Plastic RoadsDocument25 pagesPlastic RoadsShahid Bhat80% (5)
- Types of PlasticDocument2 pagesTypes of Plasticblanca camatNo ratings yet
- Lit-Std - Pars Ethylene Kish Polyethylene Pipe and Fitting StandardsDocument41 pagesLit-Std - Pars Ethylene Kish Polyethylene Pipe and Fitting Standardsbabakfun2000No ratings yet
- O Ring Shelf Life ChartDocument1 pageO Ring Shelf Life ChartSmita Rojatkar100% (1)
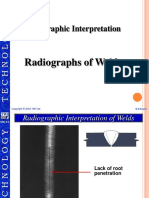
- Radiographic Interpretation: Radiographs of WeldsDocument22 pagesRadiographic Interpretation: Radiographs of WeldsManoj BallaNo ratings yet
- Found AryDocument30 pagesFound AryKawish TamourNo ratings yet
- PultusionDocument5 pagesPultusionvinaykumaryadavNo ratings yet
- Black MasterbatchDocument4 pagesBlack MasterbatchThao TonNo ratings yet
- Shaping Processes For PlasticsDocument92 pagesShaping Processes For PlasticsmindmaczaNo ratings yet
- Master Batch + Processing Aids + Twin ScrewDocument14 pagesMaster Batch + Processing Aids + Twin ScrewMohsin Malik100% (1)
- Bber Compounding LPE 4th Year 2022Document20 pagesBber Compounding LPE 4th Year 2022afia rahmanNo ratings yet
- Design and Development of Blow Molding DieDocument15 pagesDesign and Development of Blow Molding DieRahul VatsNo ratings yet
- Acknowledgment: Aastu EPIDocument35 pagesAcknowledgment: Aastu EPIbernabasNo ratings yet
- WEEK 22 LS Repair TrendDocument2 pagesWEEK 22 LS Repair TrendAnilkumarGopinathanNairNo ratings yet
- Aliphatic Polyketone, An Alternative Material For The Oil & Gas IndustryDocument27 pagesAliphatic Polyketone, An Alternative Material For The Oil & Gas IndustrykikorrasNo ratings yet
- History of PolymerDocument3 pagesHistory of PolymerMarvin ParasNo ratings yet
- 730al 370-Automotive LRDocument14 pages730al 370-Automotive LRlongNo ratings yet
- Veliki Kata Log 2022Document416 pagesVeliki Kata Log 2022Nikola ElekNo ratings yet
- Plastic Types Plastic Properties ApplicationsDocument1 pagePlastic Types Plastic Properties ApplicationsWaad MajidNo ratings yet
- Unit - II - Composite Materials (A)Document47 pagesUnit - II - Composite Materials (A)patlninadNo ratings yet
- Ethylene-Vinyl Acetate - An Overview - ScienceDirect TopicsDocument9 pagesEthylene-Vinyl Acetate - An Overview - ScienceDirect TopicsArun JoyNo ratings yet
- Lecture6 PDFDocument2 pagesLecture6 PDFkosmitoNo ratings yet
- Engage Product ChartDocument7 pagesEngage Product Chartmusmanghani70scribdNo ratings yet
- EUBP BP Mechanical RecyclingDocument7 pagesEUBP BP Mechanical RecyclingDonato GalloNo ratings yet
- Bahan Sintetik Dalam Industri: Synthetic Materials in IndustryDocument11 pagesBahan Sintetik Dalam Industri: Synthetic Materials in IndustrySunSuriaNo ratings yet