You might also like
- 1989 GMC Light Duty Truck Fuel and Emissions Including Driveability PDFDocument274 pages1989 GMC Light Duty Truck Fuel and Emissions Including Driveability PDFRobert Klitzing100% (1)
- Platinum Group Metals and Compounds: Article No: A21 - 075Document72 pagesPlatinum Group Metals and Compounds: Article No: A21 - 075firda haqiqiNo ratings yet
- Apollo TyresDocument78 pagesApollo TyresADITYA33% (3)
- Aortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentDocument7 pagesAortic Stenosis, Mitral Regurgitation, Pulmonary Stenosis, and Tricuspid Regurgitation: Causes, Symptoms, Signs, and TreatmentChuu Suen TayNo ratings yet
- Recovery of Niobium and Tantalum From Tin OresDocument14 pagesRecovery of Niobium and Tantalum From Tin OresMichael Ngoie100% (1)
- Processing of Metals and AlloysDocument611 pagesProcessing of Metals and AlloysHoracioGutierrezNo ratings yet
- ANDERSSON - Tantalum & Tantalum CompoundsDocument15 pagesANDERSSON - Tantalum & Tantalum CompoundsOscar Benimana100% (1)
- Man Instructions PDFDocument4 pagesMan Instructions PDFAleksandar NikolovskiNo ratings yet
- Report on Recarburizer for Iron SmeltingDocument28 pagesReport on Recarburizer for Iron SmeltingWalton BangladeshNo ratings yet
- NickelDocument12 pagesNickelsadia Sultana100% (1)
- 11 Baby Crochet Cocoon Patterns PDFDocument39 pages11 Baby Crochet Cocoon Patterns PDFIoanaNo ratings yet
- Introduction To Materials: Prof. H. K. KhairaDocument75 pagesIntroduction To Materials: Prof. H. K. KhairaDhanush NairNo ratings yet
- Cu, Ni & Co ExtractionDocument30 pagesCu, Ni & Co Extractionapi-26141882No ratings yet
- IridiumDocument6 pagesIridiumCh V S RajuNo ratings yet
- Sibuyan Island ResiliencyDocument12 pagesSibuyan Island ResiliencyEndangeredSpeciesNo ratings yet
- Amin N Ed Titanium Alloys Towards Achieving Enhanced Propert PDFDocument238 pagesAmin N Ed Titanium Alloys Towards Achieving Enhanced Propert PDFArkhatNurakhmetovNo ratings yet
- Physical Metallurgy M1 PDFDocument21 pagesPhysical Metallurgy M1 PDFAnca ElenaNo ratings yet
- Diverse styles of epithermal depositsDocument9 pagesDiverse styles of epithermal depositsferrysubagjaNo ratings yet
- Corrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyDocument15 pagesCorrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyMichael Merino CrispinNo ratings yet
- LTE EPC Technical OverviewDocument320 pagesLTE EPC Technical OverviewCristian GuleiNo ratings yet
- Extraction of Magnesium - 01 June 2015Document3 pagesExtraction of Magnesium - 01 June 2015Catalyst Management Services, IndiaNo ratings yet
- Porous Anodic Metal OxidesDocument20 pagesPorous Anodic Metal Oxidescargetoianu2357No ratings yet
- LF MgoDocument9 pagesLF Mgoneetika tiwariNo ratings yet
- A Review of Niobium-Tantalum Separation in Hydro MetallurgyDocument12 pagesA Review of Niobium-Tantalum Separation in Hydro Metallurgyduverney.gaviriaNo ratings yet
- Podfa AluminumDocument8 pagesPodfa AluminumAnonymous TfZRkQYNo ratings yet
- Age Hardening Aluminium AlloyDocument31 pagesAge Hardening Aluminium AlloyMhd. Didi Endah PranataNo ratings yet
- Pyrometallurgical Extraction of Tin Metal From The Egyptian Cassiterite ConcentrateDocument11 pagesPyrometallurgical Extraction of Tin Metal From The Egyptian Cassiterite ConcentrateRuben C DelgadoNo ratings yet
- Advantages of Recycling Zinc From WasteDocument9 pagesAdvantages of Recycling Zinc From WasteSamuel TanaNo ratings yet
- Improvement of Iron Removal From Silica Sand UsingDocument5 pagesImprovement of Iron Removal From Silica Sand UsingGary DunnNo ratings yet
- Nickel Info PDFDocument194 pagesNickel Info PDFDavid Lay IINo ratings yet
- The Objective of The Experiment: Cupellation (Fire Assay)Document8 pagesThe Objective of The Experiment: Cupellation (Fire Assay)Ibrahim MücahitNo ratings yet
- Non-Ferrous Process Principles and Production Technologies: H.Y. SohnDocument1 pageNon-Ferrous Process Principles and Production Technologies: H.Y. SohnCarlosNo ratings yet
- Reduction of Ferric Oxides in The Red Mud by The Aluminıothermic ProcessDocument5 pagesReduction of Ferric Oxides in The Red Mud by The Aluminıothermic Processlaurentiu_filipescuNo ratings yet
- Env ScopDocument48 pagesEnv ScopErnest V SNo ratings yet
- Material Selection Guide for DesignDocument5 pagesMaterial Selection Guide for DesignIwan SurachwantoNo ratings yet
- Oke Karakterisasi Tanah Reklamasi PT - KPCDocument94 pagesOke Karakterisasi Tanah Reklamasi PT - KPChajidahghaisaniNo ratings yet
- Minerals Associated With LateritesDocument14 pagesMinerals Associated With LateritesD'leh EvoletNo ratings yet
- Modern Management in The Global Mining IndustryDocument35 pagesModern Management in The Global Mining IndustryRupesh AnnalaNo ratings yet
- GeobabaDocument25 pagesGeobabarabkaliNo ratings yet
- MKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangDocument159 pagesMKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangHazim HamdanNo ratings yet
- Procemin 2015 Understanding The Slag Cooling Phenomenon and Its Impact On The Slag Flotation Process.Document28 pagesProcemin 2015 Understanding The Slag Cooling Phenomenon and Its Impact On The Slag Flotation Process.Nereo SpenglerNo ratings yet
- Cerium Doped HydroxyapatiteDocument16 pagesCerium Doped Hydroxyapatitekelvinhoh83No ratings yet
- Review of Magnesium Metal Matrix CompositesDocument19 pagesReview of Magnesium Metal Matrix CompositesGokulraju RangasamyNo ratings yet
- Strategi Pencegahan Kecelakaan Di PT VALE Indonesia Presentation To FPP Workshop - APKPI - 12102019Document35 pagesStrategi Pencegahan Kecelakaan Di PT VALE Indonesia Presentation To FPP Workshop - APKPI - 12102019Eko Maulia MahardikaNo ratings yet
- Modern Surface Engineerin PDFDocument237 pagesModern Surface Engineerin PDFĐức Tùng NgôNo ratings yet
- Zn-Fe-Al Phase Diagram Low TempDocument16 pagesZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Adetunji 2003 (Tantalite Beneficiation)Document9 pagesAdetunji 2003 (Tantalite Beneficiation)lakefieldNo ratings yet
- Engineering Alloys (Non Ferrous)Document52 pagesEngineering Alloys (Non Ferrous)Sukhwinder Singh GillNo ratings yet
- Karakterisasi Material PDFDocument40 pagesKarakterisasi Material PDFmiftakhurNo ratings yet
- Electrochemical Methods TinDocument9 pagesElectrochemical Methods TinMIzan NursiadiNo ratings yet
- PVD CVD WNP PDFDocument71 pagesPVD CVD WNP PDFApresiasi teknik 2018No ratings yet
- 30 Years of Niobium Steel Development in ChinaDocument26 pages30 Years of Niobium Steel Development in ChinaRepública Maternidade Ouro PretoNo ratings yet
- Practical Data MetallurgistsDocument78 pagesPractical Data MetallurgistsrtgeorgeNo ratings yet
- Selective Extraction of Cobalt From Nickel Sulphate Solutions by CyanexDocument6 pagesSelective Extraction of Cobalt From Nickel Sulphate Solutions by CyanexArifo Gunawan CahyanegoroNo ratings yet
- Copper and Its AlloysDocument6 pagesCopper and Its AlloysNaidra AbarquezNo ratings yet
- Control of SlagDocument12 pagesControl of SlagVinay RajputNo ratings yet
- Plant Diversity on Ultrabasic Soils in PT. INCO Tbk. Concession AreasDocument102 pagesPlant Diversity on Ultrabasic Soils in PT. INCO Tbk. Concession AreasbangunNo ratings yet
- Canadian Environmental Protection Act assessment of aluminum saltsDocument211 pagesCanadian Environmental Protection Act assessment of aluminum saltsJason LeBlancNo ratings yet
- Investigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueDocument4 pagesInvestigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueVinoth KumarNo ratings yet
- Hingley - PHD ThesisDocument233 pagesHingley - PHD ThesisCicero Gomes de SouzaNo ratings yet
- Effects of Alloying Elements in SteelDocument3 pagesEffects of Alloying Elements in SteelRudraman Singh0% (1)
- Gas Atmosphere Heat Treatment PDFDocument59 pagesGas Atmosphere Heat Treatment PDFsmani170No ratings yet
- Atmosphere Reentry of A Hydrazine TankDocument11 pagesAtmosphere Reentry of A Hydrazine TankdroberNo ratings yet
- Manganese Metallurgy Part IDocument23 pagesManganese Metallurgy Part IRichard Jesus VillagarayNo ratings yet
- New Frontiers in Rare Earth Science and Applications: Proceedings of the International Conference on Rare Earth Development and Applications Beijing, The People's Republic of China, September 10–14, 1985From EverandNew Frontiers in Rare Earth Science and Applications: Proceedings of the International Conference on Rare Earth Development and Applications Beijing, The People's Republic of China, September 10–14, 1985Xu GuangxianNo ratings yet
- Modification of Pineapple Leaf Fibre To Reinforce Polylactic Acid Composite With Improved Mechanical PropertiesDocument4 pagesModification of Pineapple Leaf Fibre To Reinforce Polylactic Acid Composite With Improved Mechanical PropertiesHazim HamdanNo ratings yet
- AbstrakDocument3 pagesAbstrakHazim HamdanNo ratings yet
- Thesis Guideline 2011Document103 pagesThesis Guideline 2011Hazim HamdanNo ratings yet
- Assign 1 WeldingDocument2 pagesAssign 1 WeldingHazim HamdanNo ratings yet
- MKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangDocument159 pagesMKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangHazim HamdanNo ratings yet
- Rapid Prototype Casting Solutions with Layer Sand TechnologyDocument9 pagesRapid Prototype Casting Solutions with Layer Sand TechnologyHazim HamdanNo ratings yet
- MKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangDocument86 pagesMKM6144 Advanced Material: Faculty of Mechanical Engineering Universiti Malaysia PahangHazim HamdanNo ratings yet
- SMART MATERIALS: SHAPE MEMORY ALLOYS AND PIEZOELECTRICSDocument84 pagesSMART MATERIALS: SHAPE MEMORY ALLOYS AND PIEZOELECTRICSHazim HamdanNo ratings yet
- Internally Cooled Cutting Tool2Document12 pagesInternally Cooled Cutting Tool2Hazim HamdanNo ratings yet
- Assignment 1 WeldingDocument6 pagesAssignment 1 WeldingHazim Hamdan100% (1)
- Assignment 1 WeldingDocument4 pagesAssignment 1 WeldingHazim HamdanNo ratings yet
- Assignment 1 WeldingDocument4 pagesAssignment 1 WeldingHazim HamdanNo ratings yet
- Untuk Hari IniDocument23 pagesUntuk Hari IniHazim HamdanNo ratings yet
- A Review NF (U)Document10 pagesA Review NF (U)Hazim HamdanNo ratings yet
- Mass properties of excellenticct objectDocument1 pageMass properties of excellenticct objectHazim HamdanNo ratings yet
- A Review NF (U)Document10 pagesA Review NF (U)Hazim HamdanNo ratings yet
- Retrofitting of Temperature Measuremnt PDFDocument6 pagesRetrofitting of Temperature Measuremnt PDFHazim HamdanNo ratings yet
- Answer Advance ManufacturingDocument4 pagesAnswer Advance ManufacturingHazim HamdanNo ratings yet
- Poster Itex 2015Document1 pagePoster Itex 2015Hazim HamdanNo ratings yet
- Response SurfaceDocument5 pagesResponse SurfaceHazim HamdanNo ratings yet
- Assignment Six SigmaDocument1 pageAssignment Six SigmaHazim HamdanNo ratings yet
- JP C Sword Template GuidelinesDocument4 pagesJP C Sword Template GuidelinesHazim HamdanNo ratings yet
- Here We Are Discussing Some Basic Strategies That Can Give You AdvantageDocument4 pagesHere We Are Discussing Some Basic Strategies That Can Give You AdvantageHazim HamdanNo ratings yet
- ReadmeDocument1 pageReadmeHazim HamdanNo ratings yet
- Test 2 1011 02 Q1 SolutionDocument1 pageTest 2 1011 02 Q1 SolutionHazim HamdanNo ratings yet
- Faculty Mechanical Engineering Universiti Teknologi Malaysia SMN Engineering Group Project (20%)Document1 pageFaculty Mechanical Engineering Universiti Teknologi Malaysia SMN Engineering Group Project (20%)Hazim HamdanNo ratings yet
- Bill Material Line FollowerDocument5 pagesBill Material Line FollowerHazim HamdanNo ratings yet
- OpenROV Digital I/O and Analog Channels GuideDocument8 pagesOpenROV Digital I/O and Analog Channels GuidehbaocrNo ratings yet
- CG Module 1 NotesDocument64 pagesCG Module 1 Notesmanjot singhNo ratings yet
- Cs8791 Cloud Computing Unit2 NotesDocument37 pagesCs8791 Cloud Computing Unit2 NotesTeju MelapattuNo ratings yet
- Idioms & Phrases Till CGL T1 2016Document25 pagesIdioms & Phrases Till CGL T1 2016mannar.mani.2000100% (1)
- Lathe - Trainer ScriptDocument20 pagesLathe - Trainer ScriptGulane, Patrick Eufran G.No ratings yet
- DNB Paper - IDocument7 pagesDNB Paper - Isushil chaudhari100% (7)
- Handouts For TLG 3 1Document5 pagesHandouts For TLG 3 1Daniela CapisnonNo ratings yet
- AI Model Sentiment AnalysisDocument6 pagesAI Model Sentiment AnalysisNeeraja RanjithNo ratings yet
- JUPITER 9000K H1PreliminaryDocument1 pageJUPITER 9000K H1PreliminaryMarian FlorescuNo ratings yet
- 3D Area Clearance Strategies for Roughing ComponentsDocument6 pages3D Area Clearance Strategies for Roughing ComponentsMohamedHassanNo ratings yet
- Brochure Personal CareDocument38 pagesBrochure Personal CarechayanunNo ratings yet
- Update On The Management of Acute Pancreatitis.52Document7 pagesUpdate On The Management of Acute Pancreatitis.52Sebastian DeMarinoNo ratings yet
- Nickel-Metal Hydride Battery Safety Data SheetDocument8 pagesNickel-Metal Hydride Battery Safety Data SheetYeong WheeNo ratings yet
- Qualitative Research EssayDocument9 pagesQualitative Research EssayMichael FoleyNo ratings yet
- Liquid Out, Temperature 25.5 °C Tube: M/gs P / WDocument7 pagesLiquid Out, Temperature 25.5 °C Tube: M/gs P / WGianra RadityaNo ratings yet
- Project Binder 2Document23 pagesProject Binder 2Singh DhirendraNo ratings yet
- Feline DermatologyDocument55 pagesFeline DermatologySilviuNo ratings yet
- DR-M260 User Manual ENDocument87 pagesDR-M260 User Manual ENMasa NourNo ratings yet
- Problem SolutionsDocument5 pagesProblem SolutionskkappaNo ratings yet
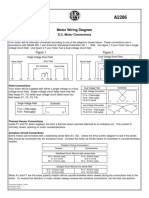
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 pageMotor Wiring Diagram: D.C. Motor Connectionsczds6594No ratings yet
- KoyoDocument4 pagesKoyovichitNo ratings yet
- Is.4162.1.1985 Graduated PipettesDocument23 pagesIs.4162.1.1985 Graduated PipettesBala MuruNo ratings yet
- TIA Selection Tool: Release Notes V2022.05Document10 pagesTIA Selection Tool: Release Notes V2022.05Patil Amol PandurangNo ratings yet