You might also like
- Holden Commodore Engine Control Module InformationDocument80 pagesHolden Commodore Engine Control Module InformationJosé Luiz CitolinoNo ratings yet
- JourneyDocument194 pagesJourneyjuan carlos garciaNo ratings yet
- Apads Air Conditioning Protection and Control System Technical Help Frequently Asked Questions Subject Areas CoveredDocument6 pagesApads Air Conditioning Protection and Control System Technical Help Frequently Asked Questions Subject Areas CoveredYoSelf UbigDummy100% (1)
- Caterpillar Cat 330L EXCAVATOR (Prefix 8FK) Service Repair Manual (8FK00001 and Up)Document27 pagesCaterpillar Cat 330L EXCAVATOR (Prefix 8FK) Service Repair Manual (8FK00001 and Up)kfm8seuuduNo ratings yet
- Welcome!: Instructor: Dan Wolf 1/20/2014Document162 pagesWelcome!: Instructor: Dan Wolf 1/20/2014زهديابوانسNo ratings yet
- Step Timing Control Electronic Control UnitDocument9 pagesStep Timing Control Electronic Control Unitricardolechuga100% (1)
- Introduction to the simulation of power plants for EBSILON®Professional Version 15From EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15No ratings yet
- E.R. Hooton, Tom Cooper - Desert Storm - Volume 2 - Operation Desert Storm and The Coalition Liberation of Kuwait 1991 (Middle East@War) (2021, Helion and CompanyDocument82 pagesE.R. Hooton, Tom Cooper - Desert Storm - Volume 2 - Operation Desert Storm and The Coalition Liberation of Kuwait 1991 (Middle East@War) (2021, Helion and Companydubie dubs100% (5)
- Central Heating System PLC ProgramDocument28 pagesCentral Heating System PLC ProgramzoulouweNo ratings yet
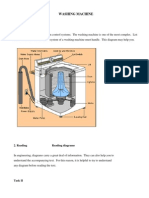
- Washing MachineDocument8 pagesWashing MachineHieu Nguyen TrungNo ratings yet
- Volvo A25cDocument7,103 pagesVolvo A25cИгорь100% (4)
- B767 PowerplantDocument15 pagesB767 PowerplantGustavo Avila Rodriguez100% (2)
- Digital LED Thermometer with Microcontroller AVR ATtiny13From EverandDigital LED Thermometer with Microcontroller AVR ATtiny13Rating: 5 out of 5 stars5/5 (1)
- Chinhoyi University of Technology: - School of Engineering Sciences and - CUME 206Document33 pagesChinhoyi University of Technology: - School of Engineering Sciences and - CUME 206Cornelius DhliwayoNo ratings yet
- Projects With Microcontrollers And PICCFrom EverandProjects With Microcontrollers And PICCRating: 5 out of 5 stars5/5 (1)
- Project On SamsungDocument39 pagesProject On SamsungAbbas0% (1)
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- Data Science Machine LearningDocument15 pagesData Science Machine LearningmagrinraphaelNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Ford Error CodesDocument23 pagesFord Error CodesAltin Skenduli100% (1)
- Anti Surge ControllersDocument6 pagesAnti Surge Controllersalimohebbi1361100% (1)
- TEE 5241 - PLC QuestionsDocument3 pagesTEE 5241 - PLC QuestionsWillard MusengeyiNo ratings yet
- Paper 19 Revised PDFDocument520 pagesPaper 19 Revised PDFAmey Mehta100% (1)
- Assignment On PLCDocument4 pagesAssignment On PLCNirman ParasharNo ratings yet
- Martillo Komac KB1500 Parts ManualDocument12 pagesMartillo Komac KB1500 Parts ManualJOHN FRADER ARRUBLA LOPEZ100% (1)
- MRTT 3Document4 pagesMRTT 3Jeremy TohNo ratings yet
- PLC Programming Exercises for Logic Gates, Timers, CountersDocument4 pagesPLC Programming Exercises for Logic Gates, Timers, CountersUpkar Chandra0% (1)
- Runyes Autoclave - Service ManualDocument21 pagesRunyes Autoclave - Service Manualvoica andreea67% (15)
- Manual de Motores Vol 4Document75 pagesManual de Motores Vol 4Gabriel Piñon Conde100% (1)
- OilField Review 2016 Cement EvaluationDocument10 pagesOilField Review 2016 Cement EvaluationLuisNo ratings yet
- PLC ExercisesDocument28 pagesPLC ExercisesMohamed Amine100% (1)
- Programmable Logic Controller Programmable Logic Controller: Course IE-447Document81 pagesProgrammable Logic Controller Programmable Logic Controller: Course IE-447Anas Tounsi100% (1)
- Unit 06 Extra Grammar ExercisesDocument3 pagesUnit 06 Extra Grammar ExercisesLeo Muñoz43% (7)
- Assignment 1Document5 pagesAssignment 1Karthik VyasNo ratings yet
- Check The OLTC Position For Startup Condition On 9 Step Position. Closed 10BBA10GS001, 10BBA10GS010, 10BBA30GS001Document5 pagesCheck The OLTC Position For Startup Condition On 9 Step Position. Closed 10BBA10GS001, 10BBA10GS010, 10BBA30GS001jose Alberto uribe Minier100% (1)
- Energy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefDocument8 pagesEnergy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefSalomonlcNo ratings yet
- Minor AnswersDocument30 pagesMinor AnswersLinux ThingsNo ratings yet
- Conveyor Belt ControllerDocument8 pagesConveyor Belt Controllersd_projectmakerNo ratings yet
- Degree in Electrical and Computer Engineering Industrial Automation Practical Exercices IIDocument6 pagesDegree in Electrical and Computer Engineering Industrial Automation Practical Exercices IIRMFCNo ratings yet
- HOW TO PERFORM IDLE AIR VOLUME LEARNING ON NISSANDocument4 pagesHOW TO PERFORM IDLE AIR VOLUME LEARNING ON NISSANNuwan NishanthaNo ratings yet
- PLC ExperimentDocument6 pagesPLC Experimentyttan1116No ratings yet
- A/C Diagnostic Procedures & Tests for Mercedes-Benz 140 ModelsDocument5 pagesA/C Diagnostic Procedures & Tests for Mercedes-Benz 140 ModelsJeffrey FrickNo ratings yet
- Questions On PLC and Electro-Hydraulics With PLC PDFDocument4 pagesQuestions On PLC and Electro-Hydraulics With PLC PDFSa KuNo ratings yet
- Test of A Three-Phase Squirrel Cage Induction Motor - 2 PDFDocument9 pagesTest of A Three-Phase Squirrel Cage Induction Motor - 2 PDFkay_rolNo ratings yet
- Hyd System - SMSC10 (SCP MC)Document45 pagesHyd System - SMSC10 (SCP MC)Prakash KumarNo ratings yet
- Assignment - 1Document5 pagesAssignment - 1spppppNo ratings yet
- Reason To DownloadDocument9 pagesReason To Downloadwisegeek01No ratings yet
- ChangesDocument5 pagesChangeshandelchorusNo ratings yet
- FEE 512 Tutorial 1Document5 pagesFEE 512 Tutorial 1BILLYNo ratings yet
- Sheet 3 - PLC Programming Ladder DiagramsDocument5 pagesSheet 3 - PLC Programming Ladder DiagramsEsmail MahmoudNo ratings yet
- Programmable Logic Controller (PLC) : By:-Vinod DeswalDocument82 pagesProgrammable Logic Controller (PLC) : By:-Vinod DeswalHellbuoy RontyNo ratings yet
- LG Split, unit Commissioning ProcedureDocument4 pagesLG Split, unit Commissioning ProcedureFerdie FernandezNo ratings yet
- Alfa 164 Motronic Self-DiagnosisDocument5 pagesAlfa 164 Motronic Self-DiagnosisErnesto PalaciosNo ratings yet
- PCD Biomass - Pelletizing Section - En.v06Document6 pagesPCD Biomass - Pelletizing Section - En.v06porky porciniNo ratings yet
- Week 6Document11 pagesWeek 6lana_salahadinNo ratings yet
- Multi Cylinder CircuitDocument4 pagesMulti Cylinder Circuitnurhatiqahzainal100% (1)
- 57737Document27 pages57737Mohamed RamadanNo ratings yet
- Hd785-3 Electric OptionalDocument13 pagesHd785-3 Electric OptionalBima Dwi UtomoNo ratings yet
- TL TN DKLG - PLC - Rev20221127Document31 pagesTL TN DKLG - PLC - Rev20221127Nguyễn Quốc ToànNo ratings yet
- Experiment 1: AIM: Introduction To Ladder Logic Program and PLC SimulatorDocument12 pagesExperiment 1: AIM: Introduction To Ladder Logic Program and PLC SimulatorRahul SinghNo ratings yet
- HHP Loco Trouble ShootingDocument5 pagesHHP Loco Trouble ShootingSiddu BiradarNo ratings yet
- Harley Trouble CodesDocument4 pagesHarley Trouble CodesdisenhagNo ratings yet
- GC Cookbook ManualDocument7 pagesGC Cookbook ManualGani Cahyo HandoyoNo ratings yet
- Technical Note on New Electronically Controlled Wash 'n DryerDocument5 pagesTechnical Note on New Electronically Controlled Wash 'n DryerZoran KovacevicNo ratings yet
- Cryo 5 User's ManualDocument20 pagesCryo 5 User's Manualprojgo100% (1)
- Operating Manual For Gas TrainDocument2 pagesOperating Manual For Gas TrainynmoihcppwlkaizbciNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- Advanced Energy Vehicle: Lab 07: System Analysis 3 (Wind Tunnel Testing)Document18 pagesAdvanced Energy Vehicle: Lab 07: System Analysis 3 (Wind Tunnel Testing)زهديابوانسNo ratings yet
- Approximate IntegrationDocument13 pagesApproximate IntegrationزهديابوانسNo ratings yet
- Digital Signal Processing: Electrical Engineering Department Iran University of Science & TechDocument40 pagesDigital Signal Processing: Electrical Engineering Department Iran University of Science & TechزهديابوانسNo ratings yet
- Vnh2sp30-E 2 PDFDocument35 pagesVnh2sp30-E 2 PDFزهديابوانسNo ratings yet
- Transaction Processing, ERP, and E-Commerce Systems SummaryDocument46 pagesTransaction Processing, ERP, and E-Commerce Systems Summarynandini_mba4870No ratings yet
- An Introduction To My CFD Code (2D Version) : Jiannan (Jay) TanDocument34 pagesAn Introduction To My CFD Code (2D Version) : Jiannan (Jay) TanزهديابوانسNo ratings yet
- 6053085Document40 pages6053085زهديابوانسNo ratings yet
- Wind Tunnels: - ObjectiveDocument77 pagesWind Tunnels: - ObjectiveزهديابوانسNo ratings yet
- Unit 3 ReviewDocument34 pagesUnit 3 ReviewزهديابوانسNo ratings yet
- Time Domain Representation of Signals and SystemsDocument105 pagesTime Domain Representation of Signals and SystemsزهديابوانسNo ratings yet
- All Lessons For StudyDocument520 pagesAll Lessons For StudyarbibatmaNo ratings yet
- Introduction To PIC16F877 MicrocontrollersDocument40 pagesIntroduction To PIC16F877 MicrocontrollersزهديابوانسNo ratings yet
- 2 Aero WindtunnelsDocument48 pages2 Aero WindtunnelsزهديابوانسNo ratings yet
- Introduction and Basic Concepts: Dr. Saleha ShamsudinDocument53 pagesIntroduction and Basic Concepts: Dr. Saleha ShamsudinزهديابوانسNo ratings yet
- Wind Tunnel Aerodynamics: by Dr. Charles Trefny 20 Sept 2002Document56 pagesWind Tunnel Aerodynamics: by Dr. Charles Trefny 20 Sept 2002زهديابوانسNo ratings yet
- Operations Management PresentationDocument43 pagesOperations Management PresentationZoya RehmanNo ratings yet
- Intro To AutomationDocument39 pagesIntro To AutomationNurdiana NordinNo ratings yet
- 10 12691 Rse-2-4-2 Fig - 1Document1 page10 12691 Rse-2-4-2 Fig - 1زهديابوانسNo ratings yet
- Mae 3241: Aerodynamics and Flight Mechanics: Review: Bernoulli Equation and ExamplesDocument40 pagesMae 3241: Aerodynamics and Flight Mechanics: Review: Bernoulli Equation and ExamplesزهديابوانسNo ratings yet
- Airfoil Surface Pressure and Wake Velocity ExperimentDocument24 pagesAirfoil Surface Pressure and Wake Velocity ExperimentAh WenNo ratings yet
- 222632Document52 pages222632زهديابوانسNo ratings yet
- Introduction to Robotics: Manipulators, Kinematics, and Mobile RobotsDocument145 pagesIntroduction to Robotics: Manipulators, Kinematics, and Mobile RobotsزهديابوانسNo ratings yet
- Low Speed Wind TunnelDocument22 pagesLow Speed Wind TunnelزهديابوانسNo ratings yet
- 10712843Document25 pages10712843زهديابوانسNo ratings yet
- TQM Review Lecture 2010Document97 pagesTQM Review Lecture 2010Vicky de ChavezNo ratings yet
- A Table-Top Wind Tunnel: You Can Build!Document27 pagesA Table-Top Wind Tunnel: You Can Build!زهديابوانسNo ratings yet
- Me445 Robotics 2Document143 pagesMe445 Robotics 2زهديابوانسNo ratings yet
- 4 RocketryDocument24 pages4 RocketryزهديابوانسNo ratings yet
- Introduction To Concepts in RoboticsDocument26 pagesIntroduction To Concepts in RoboticsزهديابوانسNo ratings yet
- Letter Advocating For Hazard PayDocument2 pagesLetter Advocating For Hazard PayQueens PostNo ratings yet
- Plastic Waste Powerpoint TemplateDocument39 pagesPlastic Waste Powerpoint TemplateVinh Lê KhảiNo ratings yet
- Understanding Nominal Pipe Sizes (NPS) and Pipe DimensionsDocument39 pagesUnderstanding Nominal Pipe Sizes (NPS) and Pipe DimensionsprathikNo ratings yet
- Tdi Hazid TemplateDocument11 pagesTdi Hazid TemplateAnonymous rwojPlYNo ratings yet
- Url Profile Results 200128191050Document25 pagesUrl Profile Results 200128191050Wafiboi O. EtanoNo ratings yet
- Wealth-Lab Developer 6.9 Performance: Strategy: Channel Breakout VT Dataset/Symbol: AALDocument1 pageWealth-Lab Developer 6.9 Performance: Strategy: Channel Breakout VT Dataset/Symbol: AALHamahid pourNo ratings yet
- VVIP Circuit House achieves 5-star GRIHA ratingDocument1 pageVVIP Circuit House achieves 5-star GRIHA ratingmallikaNo ratings yet
- Air Purification Solution - TiPE Nano Photocatalyst PDFDocument2 pagesAir Purification Solution - TiPE Nano Photocatalyst PDFPedro Ortega GómezNo ratings yet
- Service Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EDocument71 pagesService Manual: DCR-DVD150E/DVD450E/DVD650/ DVD650E/DVD850/DVD850EJonathan Da SilvaNo ratings yet
- Marantz CD4000 PDFDocument28 pagesMarantz CD4000 PDFboroda2410No ratings yet
- Banking Software System Monitoring ToolDocument4 pagesBanking Software System Monitoring ToolSavun D. CheamNo ratings yet
- Project Proposal: Retail Environment Design To Create Brand ExperienceDocument3 pagesProject Proposal: Retail Environment Design To Create Brand ExperienceMithin R KumarNo ratings yet
- Statement of Purpose Lanka Venkata Raghava Ravi TejaDocument2 pagesStatement of Purpose Lanka Venkata Raghava Ravi TejaRavi Teja LvrNo ratings yet
- EG3000 ManualDocument7 pagesEG3000 ManualJose Armando Perez AcostaNo ratings yet
- MONETARY POLICY OBJECTIVES AND APPROACHESDocument2 pagesMONETARY POLICY OBJECTIVES AND APPROACHESMarielle Catiis100% (1)
- Pabahay Bonanza: Philippine National Bank As of September 30, 2009Document80 pagesPabahay Bonanza: Philippine National Bank As of September 30, 2009ramonlucas700No ratings yet
- Stock Futures Are Flat in Overnight Trading After A Losing WeekDocument2 pagesStock Futures Are Flat in Overnight Trading After A Losing WeekVina Rahma AuliyaNo ratings yet
- CS547Document11 pagesCS547Usman Suleman AhmadNo ratings yet
- Communication Box Specification V1.0Document3 pagesCommunication Box Specification V1.0Natan VillalonNo ratings yet
- GSR Azure High Level ArchitectureDocument4 pagesGSR Azure High Level ArchitectureCSKNo ratings yet