You might also like
- Cambridge IGCSE Chemistry Coursebook With CD-ROM PDFDocument532 pagesCambridge IGCSE Chemistry Coursebook With CD-ROM PDFUyanga Natsagdorj83% (12)
- ELG3311: Solutions For Assignment 1: Problem 2-6Document14 pagesELG3311: Solutions For Assignment 1: Problem 2-6tesfayregs gebretsadik100% (1)
- UreaDocument18 pagesUreaDian Anggraini PurbaNo ratings yet
- Fundamentals of Chemical Reaction EngineeringDocument385 pagesFundamentals of Chemical Reaction Engineeringtesfayregs gebretsadik100% (2)
- Handbook of Environmental Engineering ProblemsDocument77 pagesHandbook of Environmental Engineering Problemstesfayregs gebretsadik80% (5)
- Chapter - 4 - The Chlor-Alkali IndustryDocument31 pagesChapter - 4 - The Chlor-Alkali Industrytesfayregs gebretsadik100% (1)
- Material Balance of Ammonium Sulphate ProductionDocument5 pagesMaterial Balance of Ammonium Sulphate ProductionShahbaz AlamNo ratings yet
- Exercise 15 - Nitrogen and Sulfur MetabolismDocument75 pagesExercise 15 - Nitrogen and Sulfur MetabolismClairebear Macabidang100% (2)
- Reactor Design: Design Laboratory - Sarkeys E111 September 1, 8, 15 & 22, 2015 CHE 4262-002 Group EDocument39 pagesReactor Design: Design Laboratory - Sarkeys E111 September 1, 8, 15 & 22, 2015 CHE 4262-002 Group EandriasNo ratings yet
- Designing of Acetic Acid Storage TankDocument28 pagesDesigning of Acetic Acid Storage TankKALKE MANDARNo ratings yet
- The Manufacture of Nitric AcidDocument8 pagesThe Manufacture of Nitric AcidAnaFarida100% (1)
- Ammonium Sulphate ModifiedDocument13 pagesAmmonium Sulphate ModifiedAkuwh SyaSyaNo ratings yet
- Team 4 Final PresentationDocument25 pagesTeam 4 Final Presentationlux0008No ratings yet
- Process Intensification: Engineering for Efficiency, Sustainability and FlexibilityFrom EverandProcess Intensification: Engineering for Efficiency, Sustainability and FlexibilityNo ratings yet
- Contact Process: Manufacture of Sulphuric AcidDocument3 pagesContact Process: Manufacture of Sulphuric AcidfatahleeNo ratings yet
- Cement: Dr. Prashant Mehta Assistant Professor, National Law University, JodhpurDocument26 pagesCement: Dr. Prashant Mehta Assistant Professor, National Law University, Jodhpurtesfayregs gebretsadikNo ratings yet
- Ullmann's HNO3 PDFDocument40 pagesUllmann's HNO3 PDFRegalpaz RegalpazNo ratings yet
- Design Project On Nitric Acid ProductionDocument152 pagesDesign Project On Nitric Acid Productionحاتم غيدان خلف100% (1)
- Sop Liquid NitrogenDocument4 pagesSop Liquid NitrogengiyagirlsNo ratings yet
- Hydrochloric Acid Plant Design: The Copperbelt University School of Technology Chemical Engineering DepartmentDocument86 pagesHydrochloric Acid Plant Design: The Copperbelt University School of Technology Chemical Engineering DepartmentAndre Winata100% (1)
- Urea PDFDocument11 pagesUrea PDFSteve WanNo ratings yet
- CH3-CH-OH CoohDocument105 pagesCH3-CH-OH CoohAniket GawdeNo ratings yet
- Mian ProjectDocument224 pagesMian Projectyogeshdama100% (1)
- Ammonium Sulphate ModifiedDocument13 pagesAmmonium Sulphate ModifiedNitin MohandasNo ratings yet
- Refractorymaterials 150313053315 Conversion Gate01Document19 pagesRefractorymaterials 150313053315 Conversion Gate01tesfayregs gebretsadikNo ratings yet
- Acetic AcidDocument8 pagesAcetic AcidMohammedRahimNo ratings yet
- Nitric AcidDocument18 pagesNitric AcidAndreea Ioana100% (1)
- Nitric Acid Manufacturing ProcessDocument7 pagesNitric Acid Manufacturing ProcessLenin PrabhuNo ratings yet
- Ammonia ManufacturingDocument16 pagesAmmonia ManufacturingMuhammad Irfan MalikNo ratings yet
- Btech - Project. TiO2 ProductionDocument140 pagesBtech - Project. TiO2 Productionkaranved7No ratings yet
- Nitric AcidDocument31 pagesNitric AcidBon Bon100% (1)
- Ammonia CrackerDocument2 pagesAmmonia CrackerPuneet Kumar SharmaNo ratings yet
- Cement Industry Environment Report 2003Document24 pagesCement Industry Environment Report 2003tesfayregs gebretsadik100% (2)
- Gas Cylinders and GasesDocument5 pagesGas Cylinders and Gasesjose_mario1128No ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia PlantDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia PlantAbdulrazzaqAL-MalikyNo ratings yet
- Nitrogen Cycle NotesDocument2 pagesNitrogen Cycle NotesAjit PatelNo ratings yet
- Energy Balance On ReactorDocument6 pagesEnergy Balance On ReactorShahid IsmailNo ratings yet
- Odda Process Report CopyDocument24 pagesOdda Process Report CopySB100% (1)
- Rou Wen Horst 2021Document43 pagesRou Wen Horst 2021GabrielNo ratings yet
- Methanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemDocument6 pagesMethanation of CO2 Storage of Renewable Energy in A Gas Distribution SystemzirimiaNo ratings yet
- Production of Maleic Anhydride PresentationDocument15 pagesProduction of Maleic Anhydride PresentationNqobile LowakwaMkhize100% (1)
- REACTOR DESIGN - Docx Fyp MyDocument5 pagesREACTOR DESIGN - Docx Fyp Myabdul rehmanNo ratings yet
- 2017-02-15 Brochure Ammonium Sulfate Plants SCRDocument8 pages2017-02-15 Brochure Ammonium Sulfate Plants SCRSya Fitri MarsellaNo ratings yet
- The Technology of Cement IndustriesDocument42 pagesThe Technology of Cement Industriestesfayregs gebretsadik0% (1)
- Energy Usage Trends PPT (Lecture - 2)Document14 pagesEnergy Usage Trends PPT (Lecture - 2)tesfayregs gebretsadik100% (1)
- Case Study 109 Ammonia OxidationDocument9 pagesCase Study 109 Ammonia OxidationkaalkankNo ratings yet
- Nitric AcidDocument14 pagesNitric Acidmalini2201No ratings yet
- A Platinum-Rhodium Catalyst Used in Nitric AcidDocument2 pagesA Platinum-Rhodium Catalyst Used in Nitric AcidAlaa MagdyNo ratings yet
- Nhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolDocument40 pagesNhóm (Đ.Anh+ Hiếu + Ý) Syngas to MethanolStrong NguyenNo ratings yet
- Production of Acetic AcidDocument28 pagesProduction of Acetic AcidAl NazreenNo ratings yet
- Maleic Anhydride Expansion ProjectDocument2 pagesMaleic Anhydride Expansion Projectthaneiro100% (1)
- Problem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialDocument24 pagesProblem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialaamliagarNo ratings yet
- Soda Ash Year Book USGS 2008Document12 pagesSoda Ash Year Book USGS 2008Tarun Surana100% (1)
- Nitrous Oxide EmissionsDocument169 pagesNitrous Oxide Emissionsnesrine10No ratings yet
- Group Acetic Acid PresentationDocument24 pagesGroup Acetic Acid PresentationNatko47No ratings yet
- Cost Estimation HNO3Document4 pagesCost Estimation HNO3yogeshdama100% (1)
- Ullmann's Enc. of Industrial Chemistry PLANTA.Document12 pagesUllmann's Enc. of Industrial Chemistry PLANTA.yoelarismendi100% (1)
- Nitric AcidDocument11 pagesNitric AcidbabarNo ratings yet
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Zoeller. Eastman Chemical Company Acetic Anhydride ProcessDocument19 pagesZoeller. Eastman Chemical Company Acetic Anhydride ProcessJohn Patrick DagleNo ratings yet
- Material and Energy BalanceDocument9 pagesMaterial and Energy BalanceSana100% (1)
- BSC Project ArchiveDocument113 pagesBSC Project ArchiveAkeem Dwayne Ralph NoelNo ratings yet
- Ammonium Sulfate (ZA)Document8 pagesAmmonium Sulfate (ZA)Ulfa Nurul AuliaNo ratings yet
- Aspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorDocument8 pagesAspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorSoumajit SenNo ratings yet
- Tva1 PDFDocument63 pagesTva1 PDFCj QuimbaNo ratings yet
- Desulfurization v1.2 (Final)Document35 pagesDesulfurization v1.2 (Final)Talha JamilNo ratings yet
- A Steady-State Kinetic Model For Methanol Synthesis and The Water Gas Shift Reaction On A Commercial Cu/ZnO/Al2O3 CatalystDocument10 pagesA Steady-State Kinetic Model For Methanol Synthesis and The Water Gas Shift Reaction On A Commercial Cu/ZnO/Al2O3 CatalystHector100% (1)
- Industrial Repor1Document33 pagesIndustrial Repor1Truly SelenatorNo ratings yet
- Few2009 Envitech Ethanol ScrubberDocument12 pagesFew2009 Envitech Ethanol ScrubberudaybhatkandeNo ratings yet
- Haber Process For The Production of Ammonia 1Document4 pagesHaber Process For The Production of Ammonia 1Nisha SundarNo ratings yet
- Project ReportDocument12 pagesProject ReportRabia SabirNo ratings yet
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsFrom EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNo ratings yet
- Industrial BoilersDocument11 pagesIndustrial Boilerstesfayregs gebretsadikNo ratings yet
- Conclusions and RecommendationsDocument2 pagesConclusions and Recommendationstesfayregs gebretsadikNo ratings yet
- Chemical (Process) Engineering Program My Hosting Company Is Dashen Brewery Case Study Biogas Production From BSG By: Asmare Tezera Id Eit/Ur0827/03Document76 pagesChemical (Process) Engineering Program My Hosting Company Is Dashen Brewery Case Study Biogas Production From BSG By: Asmare Tezera Id Eit/Ur0827/03tesfayregs gebretsadikNo ratings yet
- Introduction To Electrical Machines Teaching MaterialDocument286 pagesIntroduction To Electrical Machines Teaching Materialtesfayregs gebretsadik100% (1)
- Dashen Brewery S.C Final Internship ReportDocument92 pagesDashen Brewery S.C Final Internship Reporttesfayregs gebretsadikNo ratings yet
- Chemical Reactor Analysis and Design Fundamentals - RawlingsDocument319 pagesChemical Reactor Analysis and Design Fundamentals - Rawlingstesfayregs gebretsadikNo ratings yet
- Leaching 7Document37 pagesLeaching 7tesfayregs gebretsadikNo ratings yet
- Se PDFDocument840 pagesSe PDFtesfayregs gebretsadikNo ratings yet
- Electrochemical Energy Storage Systems EditedDocument46 pagesElectrochemical Energy Storage Systems Editedtesfayregs gebretsadikNo ratings yet
- Electrochemical Energy Storage Systems EditedDocument46 pagesElectrochemical Energy Storage Systems Editedtesfayregs gebretsadikNo ratings yet
- Sugar Manufacturing ProcessDocument20 pagesSugar Manufacturing Processtesfayregs gebretsadikNo ratings yet
- Chapter Three Sensors and Analytical Systems: by Tassew Alemayehu (Assistance Professor)Document60 pagesChapter Three Sensors and Analytical Systems: by Tassew Alemayehu (Assistance Professor)tesfayregs gebretsadikNo ratings yet
- Best 1Document72 pagesBest 1tesfayregs gebretsadikNo ratings yet
- Adigrat University College of Engineering and Technology Chemical Engineering DepartmentDocument84 pagesAdigrat University College of Engineering and Technology Chemical Engineering Departmenttesfayregs gebretsadikNo ratings yet
- Fractional DistillationDocument11 pagesFractional Distillationtesfayregs gebretsadik100% (1)
- Grade 8 Integrated Science Notes Term 1Document43 pagesGrade 8 Integrated Science Notes Term 1Javya JaneNo ratings yet
- Thermal Properties of PolycarbonatesDocument20 pagesThermal Properties of PolycarbonatesThụy Thảo LinhNo ratings yet
- ABSTRACTS The Ecological Society of America 88thannual MeetingDocument398 pagesABSTRACTS The Ecological Society of America 88thannual MeetingYendra PratamaTerrificninetyninefoldNo ratings yet
- Mass Transfer: Reference: Gengel, Ghajar (Unsolved Problem)Document6 pagesMass Transfer: Reference: Gengel, Ghajar (Unsolved Problem)Kani Al BazirNo ratings yet
- StreamNet Lookup CodesDocument158 pagesStreamNet Lookup CodesczcorneliaNo ratings yet
- Cambridge IGCSE Chemistry Topic 11: Air and Water: NotesDocument4 pagesCambridge IGCSE Chemistry Topic 11: Air and Water: NotesPatuan TampuolonNo ratings yet
- Chapter 7 Pblock ElementDocument46 pagesChapter 7 Pblock ElementAmrit BorahNo ratings yet
- Chemistry Form 4 PDF UPLOADDocument18 pagesChemistry Form 4 PDF UPLOADRahmat Syafiq MuhammadNo ratings yet
- Naming CompoundsDocument27 pagesNaming CompoundsKerem BayerNo ratings yet
- Maharashtra State Board Class XII Chemistry Board Paper - 2016 SolutionDocument17 pagesMaharashtra State Board Class XII Chemistry Board Paper - 2016 SolutionSaniya MujawarNo ratings yet
- The End of The Long Summer by Dianne Dumanoski - ExcerptDocument38 pagesThe End of The Long Summer by Dianne Dumanoski - ExcerptCrown Publishing Group97% (34)
- Section 2.3 Chemical Properties: Reading StrategyDocument2 pagesSection 2.3 Chemical Properties: Reading StrategyBobNo ratings yet
- Short-Cut Nitrogen RemovalDocument32 pagesShort-Cut Nitrogen RemovalOssian89No ratings yet
- University of Cambridge International Examinations General Certificate of Education Ordinary Level Chemistry Paper 1 Multiple Choice May/June 2005 1 HourDocument20 pagesUniversity of Cambridge International Examinations General Certificate of Education Ordinary Level Chemistry Paper 1 Multiple Choice May/June 2005 1 Hourkaran79No ratings yet
- MCQ & A - R of Class - 12 (P - Block)Document6 pagesMCQ & A - R of Class - 12 (P - Block)assentialNo ratings yet
- Chemistry - Jamb QuestionsDocument70 pagesChemistry - Jamb QuestionsAhmad Invaluable Adeniji0% (1)
- CXC Model Multiple Chioce Exams PDFDocument41 pagesCXC Model Multiple Chioce Exams PDFAlyssa BrownNo ratings yet
- 10 Science Ncert ch1 PDFDocument11 pages10 Science Ncert ch1 PDFArush YadavNo ratings yet
- Msds-Barrier - Comp.bDocument5 pagesMsds-Barrier - Comp.brian wijayaNo ratings yet
- Material Safety Data Sheet Furan Resin Section I - Product & Company IdentificationDocument4 pagesMaterial Safety Data Sheet Furan Resin Section I - Product & Company IdentificationSHAIK ASIMUDDINNo ratings yet
- Trial STPM Term1 2017Document12 pagesTrial STPM Term1 2017Earliany Mohd ShahriNo ratings yet
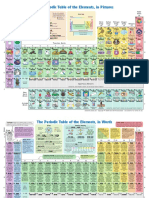
- The Periodic Table of The Elements, in Pictures PDFDocument2 pagesThe Periodic Table of The Elements, in Pictures PDFSapna Subramani100% (1)
- Ex 1 PPDocument8 pagesEx 1 PPUday Prakash SahuNo ratings yet
- Use of Chelating Agents As Collectors in The Flotation of Copper Sulfides and PyriteDocument9 pagesUse of Chelating Agents As Collectors in The Flotation of Copper Sulfides and PyriteacanalesmahuzierNo ratings yet
- Chemistry Ssc2Document3 pagesChemistry Ssc2Mohammed KhawajaNo ratings yet