You might also like
- ASTM D7765 - Foundary Sand For EmbankmentDocument4 pagesASTM D7765 - Foundary Sand For EmbankmentAnantNo ratings yet
- List of Activities For A Green Field Project A. Site DevelopmentDocument2 pagesList of Activities For A Green Field Project A. Site Developmentarajamani78No ratings yet
- Heat Exchanger Tube Material SpecificationsDocument2 pagesHeat Exchanger Tube Material SpecificationssdrtfgNo ratings yet
- Renderoc TGDocument2 pagesRenderoc TGMansoor Ali50% (2)
- E25NAFLON Expansion BellowsDocument22 pagesE25NAFLON Expansion BellowsRezza Octova GochirNo ratings yet
- Condenser Cladding InfoDocument37 pagesCondenser Cladding Infoabhishe_reenaNo ratings yet
- 9.Mb21 5f Externally Finned TubesDocument4 pages9.Mb21 5f Externally Finned Tubesyulianus_srNo ratings yet
- Forgingforging ProcessDocument13 pagesForgingforging Processpatel ketanNo ratings yet
- Painting ProcedureDocument4 pagesPainting ProcedureRidoNo ratings yet
- Flange Insulation PresentationDocument10 pagesFlange Insulation PresentationNadeemNo ratings yet
- Introduction To Heat Exchangers (HXS) : DR Rashid AliDocument36 pagesIntroduction To Heat Exchangers (HXS) : DR Rashid AliUsama IbrahimNo ratings yet
- Galvanizing Defects RectificationsDocument28 pagesGalvanizing Defects RectificationslakshanNo ratings yet
- Welding Upto Gas WeldingDocument26 pagesWelding Upto Gas Weldingrams789No ratings yet
- Radiographic Film InterpretationDocument5 pagesRadiographic Film Interpretationponnivalavans_994423No ratings yet
- Prorox WM 960 Sa PDFDocument1 pageProrox WM 960 Sa PDFr afriantoNo ratings yet
- Hot Chamber Die Casting ProcessDocument1 pageHot Chamber Die Casting ProcessNordiana IdrisNo ratings yet
- Record of Oil Flush - KPMOG PDFDocument1 pageRecord of Oil Flush - KPMOG PDFCokro YudhaNo ratings yet
- How To Create Pid: Yohanneti RWH Process EngineerDocument22 pagesHow To Create Pid: Yohanneti RWH Process Engineeryohanneti rwhNo ratings yet
- Distortion in Aluminum Welded StructuresDocument3 pagesDistortion in Aluminum Welded StructuresRaron1No ratings yet
- Project Standards and Specifications Design of Furnace Systems Rev01Document10 pagesProject Standards and Specifications Design of Furnace Systems Rev01siddiquiee74No ratings yet
- (A Division of Ba'Amer Trading & Cont. Est) : Cable Management SystemDocument136 pages(A Division of Ba'Amer Trading & Cont. Est) : Cable Management SystemDaniyal ParvezNo ratings yet
- KCCCerak WoolDocument68 pagesKCCCerak WoolSamar Rashid0% (1)
- Copper TubesDocument9 pagesCopper TubesVarun AbrolNo ratings yet
- Weld Built-Up ProcedureDocument1 pageWeld Built-Up ProcedureMohd Shafuaaz KassimNo ratings yet
- Steel Pipe Dimensions ChartDocument1 pageSteel Pipe Dimensions ChartERIC GERARDNo ratings yet
- Design Calculations From Engineering Assessment: 165 219 8.10 10.35 Owner Contact Diamondwrap® ContactDocument2 pagesDesign Calculations From Engineering Assessment: 165 219 8.10 10.35 Owner Contact Diamondwrap® ContactManikandan MNo ratings yet
- Piping Guide Pipe WorkDocument8 pagesPiping Guide Pipe WorkSiddiq RahimNo ratings yet
- Geg A: Bolt-Up Procedure For Flanged Connections 670.210Document9 pagesGeg A: Bolt-Up Procedure For Flanged Connections 670.210puwarin najaNo ratings yet
- InsulationDocument2 pagesInsulationNavneet MukeshNo ratings yet
- Critical Observations During A Shut Down Audit of A PF BoilerDocument9 pagesCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768No ratings yet
- Basics of A ScaffoldDocument8 pagesBasics of A ScaffoldAhmed IsahNo ratings yet
- Flexible Hose Technical DataDocument7 pagesFlexible Hose Technical DataDhimas IriantoNo ratings yet
- Adhesion Testing MethodDocument3 pagesAdhesion Testing MethodMohd Effiezool YaserNo ratings yet
- Welding of Ferritic CreepDocument3 pagesWelding of Ferritic CreepMuhammed SulfeekNo ratings yet
- Thermal Processing of MetalsDocument63 pagesThermal Processing of MetalsNagaVenkateshGNo ratings yet
- l2 Heat Shrink Sleeve DrawingDocument4 pagesl2 Heat Shrink Sleeve Drawingresp-ectNo ratings yet
- Experiment No# 1 Standard Test Method For Sieve Analysis of Coarse Aggregates From Different Sources. ScopeDocument12 pagesExperiment No# 1 Standard Test Method For Sieve Analysis of Coarse Aggregates From Different Sources. Scopeirfan Ullah Lab EngineerNo ratings yet
- Heat ExchangerDocument36 pagesHeat ExchangerUsman MansuriNo ratings yet
- Structure and PropertiedDocument43 pagesStructure and PropertiedJalaj GaurNo ratings yet
- AST Nozzle Repair Req.Document10 pagesAST Nozzle Repair Req.Irvansyah RazadinNo ratings yet
- SUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Document11 pagesSUBJECT: Corrossion Problems Associated With Stainless Steel 4-1Mufleh IdrisNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- 800D SeriesDocument3 pages800D Seriesvkeie0206No ratings yet
- Er308l PDFDocument1 pageEr308l PDFnargissuhailNo ratings yet
- TCVN 4513-1988 Internal Water Supply - Design Standard PDFDocument37 pagesTCVN 4513-1988 Internal Water Supply - Design Standard PDFDoThanhTungNo ratings yet
- Chapter 1 Oil Seal IntroductionDocument0 pagesChapter 1 Oil Seal IntroductionZMCONTROLNo ratings yet
- Storage Tank API 650Document20 pagesStorage Tank API 650jalison07xNo ratings yet
- Rust-O-Cap FC: Technical DataDocument1 pageRust-O-Cap FC: Technical DataGunjan GaganNo ratings yet
- ASTM D 714 - 87 r00Document6 pagesASTM D 714 - 87 r00Abi PutraNo ratings yet
- An Overview of Pipeline Leak Detection TechnologiesDocument9 pagesAn Overview of Pipeline Leak Detection TechnologiesharmlesdragonNo ratings yet
- JIS5402 For FRC Rooftile PDFDocument5 pagesJIS5402 For FRC Rooftile PDFQuảng Nguyễn HồngNo ratings yet
- CORROSION QUIZ - InG - Painting and CoatingDocument3 pagesCORROSION QUIZ - InG - Painting and CoatingErik Alfiandy100% (1)
- TDBFP - Gear Pump API 676 PDFDocument42 pagesTDBFP - Gear Pump API 676 PDFRamon A. Ruiz O.No ratings yet
- 131 - 1.9.1.2-85T - 316 Stainless SteelDocument4 pages131 - 1.9.1.2-85T - 316 Stainless SteelFtg WwfdfNo ratings yet
- IBR - 1950 - Reg282 p1Document2 pagesIBR - 1950 - Reg282 p1ganesh82100% (1)
- To Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindDocument30 pagesTo Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindNidhi SharmaNo ratings yet
- Defects AND DiscontinuitiesDocument49 pagesDefects AND DiscontinuitiesMetalAnand ChelliahNo ratings yet
- DefectologyDocument91 pagesDefectologySivasankaran Raju100% (6)
- RT Defect DetailsDocument77 pagesRT Defect DetailsAnonymous 7ibtVlNo ratings yet
- Table 3 - Diploma Projek Tahun Akhir 1Document4 pagesTable 3 - Diploma Projek Tahun Akhir 1Ford KatimNo ratings yet
- Angle Grinder SopDocument2 pagesAngle Grinder SopFord Katim33% (3)
- Table 3 - Diploma Projek Tahun Akhir 2Document4 pagesTable 3 - Diploma Projek Tahun Akhir 2Ford KatimNo ratings yet
- Welding BayDocument1 pageWelding BayFord KatimNo ratings yet
- Chapter OneDocument71 pagesChapter OneFord KatimNo ratings yet
- How To Write Standard Operating ProcedureDocument11 pagesHow To Write Standard Operating ProcedureFord KatimNo ratings yet
- Deciphering Weld SymbolsDocument11 pagesDeciphering Weld SymbolsAhmad Reza AtefNo ratings yet
- Exercise 9 Welding SymbolsDocument5 pagesExercise 9 Welding SymbolsFord KatimNo ratings yet
- Ast Mta 2013 LatestDocument2 pagesAst Mta 2013 LatestFord KatimNo ratings yet
- Weld Inspection ReportDocument5 pagesWeld Inspection ReportFord Katim100% (2)
- Kertas Kerja ViDocument8 pagesKertas Kerja ViFord KatimNo ratings yet
- Gas Cutting EquipmentDocument92 pagesGas Cutting EquipmentFord KatimNo ratings yet
- Borang Rumusan Markah Mtk202 Sem2 2013Document4 pagesBorang Rumusan Markah Mtk202 Sem2 2013Ford KatimNo ratings yet
- Format Borang Kehadiran PelajarDocument34 pagesFormat Borang Kehadiran PelajarFord KatimNo ratings yet
- Pipe WeldingDocument13 pagesPipe WeldingFord Katim100% (4)
- 2-4 Calibration2Document8 pages2-4 Calibration2Ford KatimNo ratings yet
- Checklist FolioDocument8 pagesChecklist FolioFord KatimNo ratings yet
- Seri Gading Sdn. BHD Jadual Produk (JUTA) - Tahun 2007: DisemberDocument1 pageSeri Gading Sdn. BHD Jadual Produk (JUTA) - Tahun 2007: DisemberFord KatimNo ratings yet
- Negeri Sembilan Addmaths (P1 - Ans)Document6 pagesNegeri Sembilan Addmaths (P1 - Ans)Ford KatimNo ratings yet
- Welding of Stainless SteelsDocument8 pagesWelding of Stainless SteelsFord KatimNo ratings yet
- En 10028 P355GHDocument2 pagesEn 10028 P355GHEvriMert RüzgArdaNo ratings yet
- BS en 10113 2 PDFDocument15 pagesBS en 10113 2 PDF9245126694No ratings yet
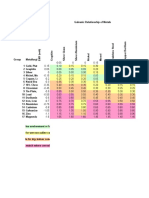
- Galvanic Relationship of MetalsDocument2 pagesGalvanic Relationship of MetalsRay FaiersNo ratings yet
- QCS 2010 Section 22 Part 5Document15 pagesQCS 2010 Section 22 Part 5Abdelazim Mohamed0% (1)
- WPS FormatDocument2 pagesWPS FormatAmit SarkarNo ratings yet
- Filler Metal Technical Bulletin ERCuNi - FM67Document2 pagesFiller Metal Technical Bulletin ERCuNi - FM67jromero_rpgNo ratings yet
- PhosphatingDocument11 pagesPhosphatingmarkleeeNo ratings yet
- Common Metallurgical Defects in Ductile Iron English (1Document1 pageCommon Metallurgical Defects in Ductile Iron English (1sateeshkori100% (2)
- Chemical Properties of Engineering Materials - Electrical4UDocument9 pagesChemical Properties of Engineering Materials - Electrical4URhe floNo ratings yet
- Geological Setting of Gold Deposits in The Mutare Greenstone Belt, ZimbabweDocument2 pagesGeological Setting of Gold Deposits in The Mutare Greenstone Belt, ZimbabweGareth MashingaidzeNo ratings yet
- Southco DZUS D8 Quarter-Turn Fastener PDFDocument19 pagesSouthco DZUS D8 Quarter-Turn Fastener PDFAdrián Sabaté LópezNo ratings yet
- TDS Condor PDFDocument3 pagesTDS Condor PDFgari_monsantoNo ratings yet
- Astm A 865-97Document5 pagesAstm A 865-97Daniel LodiNo ratings yet
- Cold Formed SectionsDocument16 pagesCold Formed SectionsAnonymous xhPRp7No ratings yet
- Turner: 2 SemesterDocument62 pagesTurner: 2 SemesterirshadNo ratings yet
- Astm F1554Document10 pagesAstm F1554djfeghaliNo ratings yet
- Electrochemical CellDocument8 pagesElectrochemical CellSyfkh NsrNo ratings yet
- Thermal Conductivity of Some Common Materials and Gases++++Document10 pagesThermal Conductivity of Some Common Materials and Gases++++vuongNo ratings yet
- Effect of Heat Treatment On The Microstructure and Mechanical Properties of A Welded AISI 410 Martensitic Stainless SteelDocument8 pagesEffect of Heat Treatment On The Microstructure and Mechanical Properties of A Welded AISI 410 Martensitic Stainless SteelAlexis Guzmán MéndezNo ratings yet
- OrganometallicsDocument58 pagesOrganometallicsRohit ChaudharyNo ratings yet
- Module 07 Part 5Document17 pagesModule 07 Part 5Aviation WorldNo ratings yet
- Sika Zinc Rich® - 2Document2 pagesSika Zinc Rich® - 2ahmedNo ratings yet
- AISI 1018 Mild Low Carbon Steel PDFDocument3 pagesAISI 1018 Mild Low Carbon Steel PDFFebrian JhaNo ratings yet
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly Usedivanov5559No ratings yet
- PP PP PP PPDocument37 pagesPP PP PP PPJagdish Kolte100% (1)
- Sensitization: Definition - What Does Mean?Document5 pagesSensitization: Definition - What Does Mean?MELVIN MAGBANUANo ratings yet
- Inconel 625Document1 pageInconel 625kgkganesh8116No ratings yet
- Literature Review On Cast IronDocument8 pagesLiterature Review On Cast Ironafdtwudac100% (1)
- BTV Install Guide Rev0Document60 pagesBTV Install Guide Rev0Michael ErnstNo ratings yet