You might also like
- Manage Risks and Seize OpportunitiesDocument5 pagesManage Risks and Seize Opportunitiesamyn_s100% (2)
- List of Documents ISO 9001 ISO 14001 ISO 45001 Documentation Toolkit enDocument9 pagesList of Documents ISO 9001 ISO 14001 ISO 45001 Documentation Toolkit enAquino Sianipar67% (3)
- Section 06 - Hole CleaningDocument81 pagesSection 06 - Hole CleaningRicardo Villar100% (2)
- Simplex FrameDocument38 pagesSimplex Framedrskathirrvelu0% (1)
- Ring Spinning PDFDocument45 pagesRing Spinning PDFNazmul-HassanNo ratings yet
- Building MaterialsDocument13 pagesBuilding MaterialsPriyanka BasuNo ratings yet
- Analysis of Plain Single Jersey Fabric & Its DerivativesDocument8 pagesAnalysis of Plain Single Jersey Fabric & Its DerivativesShahadat HossainNo ratings yet
- Jute DrawingDocument13 pagesJute Drawingshahadat hossain100% (3)
- Chapter IV (LoomShedding)Document52 pagesChapter IV (LoomShedding)Prabhakaran J100% (1)
- Lect4 - Carding Machine 1Document16 pagesLect4 - Carding Machine 1Mina Samy abd el zaher75% (4)
- E DobbyDocument25 pagesE DobbyVarshitha Gopi83% (6)
- Ring FrameDocument13 pagesRing FrameAnkit Kumar0% (1)
- Draw Frame StudyDocument51 pagesDraw Frame StudySushil Mali100% (4)
- Air Jet SpinningDocument11 pagesAir Jet Spinningsandhyaishta50% (2)
- Ring Spinning Frame GuideDocument12 pagesRing Spinning Frame Guidepoojasol0% (1)
- The Roving FrameDocument14 pagesThe Roving FrameMaham ButtNo ratings yet
- Draw FrameDocument50 pagesDraw FrameDev Narayan KushwahaNo ratings yet
- Garment DyeingDocument25 pagesGarment DyeingSivakumar KNo ratings yet
- Speed Frame PDFDocument9 pagesSpeed Frame PDFKazi Tanvirul Islam50% (2)
- Advanced SpinningDocument130 pagesAdvanced SpinningSivakumar K100% (5)
- Air Jet Spinning: Principles and Production of Fasciated YarnDocument7 pagesAir Jet Spinning: Principles and Production of Fasciated YarnAbi NikilNo ratings yet
- C 20 Series - Lubrication and Maintenance Schedule - 2010Document22 pagesC 20 Series - Lubrication and Maintenance Schedule - 2010Centrifugal SeparatorNo ratings yet
- Ring Spinning NTPELDocument92 pagesRing Spinning NTPELCraig Martin67% (3)
- Blow RoomDocument27 pagesBlow Roomapi-377494789% (19)
- Let Off MechanismDocument10 pagesLet Off MechanismTamanna Ahmed100% (2)
- Roving 180515070435Document70 pagesRoving 180515070435Bubuna Palei100% (1)
- Yarn Numbering System - CountDocument45 pagesYarn Numbering System - CountvasineyNo ratings yet
- Draw Frame: ##Difference Between Card Sliver and Drawn SliverDocument13 pagesDraw Frame: ##Difference Between Card Sliver and Drawn SlivermdnadimNo ratings yet
- Roving Frame Features and FunctionsDocument46 pagesRoving Frame Features and Functionsد. م. فادي نقرشNo ratings yet
- Draw FrameDocument7 pagesDraw FrameRatul Hasan100% (3)
- yarn-II NoteDocument118 pagesyarn-II NoteMoshiur Rahman Kayes100% (1)
- Combing ProcessDocument12 pagesCombing ProcessSenthil Kumar100% (1)
- Advantage and Disadvantage of Conventional and Unconventional LoomsDocument18 pagesAdvantage and Disadvantage of Conventional and Unconventional LoomsSushma BalgarNo ratings yet
- Roving FrameDocument99 pagesRoving Frameirfanfakhar2No ratings yet
- YEM 2 (LAB) Group-2Document32 pagesYEM 2 (LAB) Group-2mortuza hasanNo ratings yet
- Yarn Manufacturing ProcessesDocument39 pagesYarn Manufacturing ProcessesLolla Ravi71% (7)
- Lect2 - Blow Room 1Document18 pagesLect2 - Blow Room 1Mina Samy abd el zaherNo ratings yet
- Lecture 5 Dobby Shedding (JBA)Document17 pagesLecture 5 Dobby Shedding (JBA)Sajib IglesiasNo ratings yet
- Speed Frame: Necessary Machine for Roving ProductionDocument9 pagesSpeed Frame: Necessary Machine for Roving ProductionRatul HasanNo ratings yet
- Dobby Shedding Mechanism ExplainedDocument3 pagesDobby Shedding Mechanism ExplainedEhsaan Raahi RihaanNo ratings yet
- Study On Cone WindingDocument18 pagesStudy On Cone WindingNasim Hassan Raj67% (3)
- Process Control SpinningDocument25 pagesProcess Control SpinningNessre Zeine100% (2)
- Index of Cotton Spinning ExperimentsDocument24 pagesIndex of Cotton Spinning ExperimentsFahima RashidNo ratings yet
- Blow RoomDocument42 pagesBlow RoomSiva Jagadish Kumar MNo ratings yet
- Introduction To Ring MachineDocument16 pagesIntroduction To Ring MachineMujahid MehdiNo ratings yet
- Take Up MechanismDocument29 pagesTake Up MechanismAbdul Aziz50% (2)
- Jute Draw FrameDocument4 pagesJute Draw FrameRobotrix100% (2)
- Multibox MotionDocument14 pagesMultibox Motionmudit bhargavaNo ratings yet
- Project Report - Breakage in RingframeDocument16 pagesProject Report - Breakage in RingframeSushmita KushwahaNo ratings yet
- Study of Lap Former Machine.Document5 pagesStudy of Lap Former Machine.Naimul Hasan0% (1)
- Dobby Shedding Mechanism TypesDocument4 pagesDobby Shedding Mechanism TypesLiz Aby100% (2)
- FLAT KNITTING MACHINE GUIDEDocument21 pagesFLAT KNITTING MACHINE GUIDEvasiney100% (1)
- Vortex Spinning 2Document6 pagesVortex Spinning 2Salome KyatuheireNo ratings yet
- Draft CalculationDocument17 pagesDraft CalculationDyeing Dyeing100% (1)
- Introduction To CardingDocument14 pagesIntroduction To CardingMujahid Mehdi100% (1)
- TappetDocument10 pagesTappetoronno5No ratings yet
- Working Principle of Carding MachineDocument12 pagesWorking Principle of Carding Machinemdnadim100% (1)
- PickingDocument36 pagesPickingMoinul Islam Nasim100% (2)
- Jacquard PDFDocument30 pagesJacquard PDFdebojyotigangulyNo ratings yet
- WarpingDocument10 pagesWarpingKalyan Ray GuptaNo ratings yet
- Heald Staggering MechanismDocument5 pagesHeald Staggering MechanismSOLAYMAN100% (1)
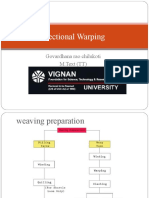
- SECTIONAL WarpingDocument23 pagesSECTIONAL Warpinggovardhan6rao100% (1)
- Dobby Shedding MechanismDocument21 pagesDobby Shedding MechanismAfjal Hossain Sujan100% (2)
- Yarn Manufacturing 2Document16 pagesYarn Manufacturing 2Muhammad Farooq Kokab60% (5)
- Multiphase, A New Concept of WeavingDocument25 pagesMultiphase, A New Concept of Weavingishtiaque67% (3)
- Fabric Manufacturing I WindingDocument30 pagesFabric Manufacturing I WindingSanjay Saha100% (2)
- Short Staple Spinning DrawframeDocument61 pagesShort Staple Spinning DrawframeBharani MurugesanNo ratings yet
- WOLKITE UNIVERSITY - PPT TexDocument98 pagesWOLKITE UNIVERSITY - PPT TexAbel TayeNo ratings yet
- PickingDocument17 pagesPickingSivakumar KNo ratings yet
- TwistDocument27 pagesTwistSivakumar KNo ratings yet
- Yarn Eveness TesterDocument32 pagesYarn Eveness TestervasineyNo ratings yet
- Unit 1 Intelligent Textiles For Medical Applications An OverviewDocument44 pagesUnit 1 Intelligent Textiles For Medical Applications An OverviewSivakumar KNo ratings yet
- Unit 1 Functional GarmentsDocument60 pagesUnit 1 Functional GarmentsSivakumar KNo ratings yet
- UNIT 1 Biological and Chemical Protection ClothingDocument35 pagesUNIT 1 Biological and Chemical Protection ClothingSivakumar KNo ratings yet
- Qbank Ietci 2019 2020 OddDocument4 pagesQbank Ietci 2019 2020 OddSivakumar KNo ratings yet
- Bio PolishingDocument8 pagesBio PolishingSivakumar KNo ratings yet
- Qbank FM II 2019-2020 EvenDocument4 pagesQbank FM II 2019-2020 EvenSivakumar KNo ratings yet
- Warp KnittingDocument20 pagesWarp KnittingSivakumar KNo ratings yet
- StarchDocument20 pagesStarchSivakumar KNo ratings yet
- TRINITY GCSL S2707 Quick Reference: J22 Front Panel ConnectorDocument1 pageTRINITY GCSL S2707 Quick Reference: J22 Front Panel Connectorrick krossNo ratings yet
- Presentation On Pre Bid MeetingDocument23 pagesPresentation On Pre Bid MeetinghiveNo ratings yet
- "The Land of Plenty?": Student's Name: Bárbara Milla. Semester: Third Semester. Professor: Miss Patricia TapiaDocument11 pages"The Land of Plenty?": Student's Name: Bárbara Milla. Semester: Third Semester. Professor: Miss Patricia TapiaAndrea José Milla OrtizNo ratings yet
- A Homemade Edison Tinfoil PhonographDocument32 pagesA Homemade Edison Tinfoil PhonographGabriel MedinaNo ratings yet
- 3600 Marine Engine Application and Installation Guide: PipingDocument10 pages3600 Marine Engine Application and Installation Guide: PipingmikelinchpNo ratings yet
- Euref2 English PDFDocument10 pagesEuref2 English PDFbasileusbyzantiumNo ratings yet
- docPOI UkDocument27 pagesdocPOI UkpvitruvianNo ratings yet
- EPC Civil06Document6 pagesEPC Civil06MHanif ARNo ratings yet
- BC Zong ProjectDocument25 pagesBC Zong Projectshahbaz awanNo ratings yet
- Cing - Common Interface For NMR Structure Generation: Results 1 - 10 of 978Document3 pagesCing - Common Interface For NMR Structure Generation: Results 1 - 10 of 978Judap FlocNo ratings yet
- A Comparative Study Between Multinational and Private IT Industries To Understand The Effect of Talent Management and Managerial Competencies On Employee Engagement Seema PanickerDocument369 pagesA Comparative Study Between Multinational and Private IT Industries To Understand The Effect of Talent Management and Managerial Competencies On Employee Engagement Seema PanickerMd Delowar Hossain MithuNo ratings yet
- Caterpillar 307 CSB Technical SpecificationsDocument3 pagesCaterpillar 307 CSB Technical Specificationsdale100% (22)
- Anixter Wire&Cable Catalog Armored Cables PDFDocument42 pagesAnixter Wire&Cable Catalog Armored Cables PDFAhmed H. HassanNo ratings yet
- VW T4 Automatic Gearbox Adapter Kit InstallationDocument2 pagesVW T4 Automatic Gearbox Adapter Kit InstallationLuke HazelgroveNo ratings yet
- 08 CastingDocument6 pages08 CastinguzairmetallurgistNo ratings yet
- Vs 235 Ag E: Api STD 602 Trim MaterialsDocument1 pageVs 235 Ag E: Api STD 602 Trim Materialskais rguiguiNo ratings yet
- R&D Lorenzo-Siciliano ENIDocument11 pagesR&D Lorenzo-Siciliano ENIinterponNo ratings yet
- Cv-Sreenath (T&i)Document5 pagesCv-Sreenath (T&i)sreenaths100% (1)
- Osaka City Waste Management Collections and TransportationDocument5 pagesOsaka City Waste Management Collections and TransportationRatna 'ica' ChoirunnisaNo ratings yet
- Neurodiagnostic TechnologyDocument3 pagesNeurodiagnostic TechnologyJeyarajasekar TtrNo ratings yet
- Valvula Relief Pruebas y Ajustes 325blDocument9 pagesValvula Relief Pruebas y Ajustes 325blcristian chuquicondor torresNo ratings yet
- Fabrication and Analysis of Tensegrity Based Prism StructureDocument5 pagesFabrication and Analysis of Tensegrity Based Prism StructureAnonymous CUPykm6DZ100% (1)
- Kollmorgen PMA Series CatalogDocument6 pagesKollmorgen PMA Series CatalogElectromateNo ratings yet
- Ale For Abapers - Day3Document15 pagesAle For Abapers - Day3Supratim RayNo ratings yet
- SB07 Decorative Effects 04Document14 pagesSB07 Decorative Effects 04Mohamed AliNo ratings yet