You might also like
- Desarrollo de Software Ágil: Extreme Programming y ScrumFrom EverandDesarrollo de Software Ágil: Extreme Programming y ScrumRating: 5 out of 5 stars5/5 (1)
- En Qué Se Diferencia El Estudio de La Viabilidad Técnica y El Estudio Técnico de La Viabilidad FinancieraDocument3 pagesEn Qué Se Diferencia El Estudio de La Viabilidad Técnica y El Estudio Técnico de La Viabilidad FinancieraLeonel Namito Fernando95% (19)
- Función de La Perdida de CalidadDocument23 pagesFunción de La Perdida de CalidadOrtizv Pily100% (2)
- Unidad 6 CalidadDocument47 pagesUnidad 6 CalidadCarolina Perez RamirezNo ratings yet
- Ventajas y Desventajas de Las CarrerasDocument6 pagesVentajas y Desventajas de Las CarrerasMiguel Serrano75% (4)
- Deber #6. CAP 15Document17 pagesDeber #6. CAP 15Alexis Villacis Muñoz50% (2)
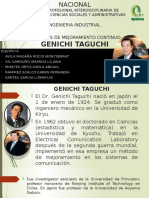
- Genichi TaguchiDocument14 pagesGenichi TaguchijabibialfaNo ratings yet
- 6.1 Metodo Taguchi-1Document26 pages6.1 Metodo Taguchi-1Edeniz CiprianoNo ratings yet
- La Filosofía de La Calidad de TaguchiDocument10 pagesLa Filosofía de La Calidad de TaguchiAlam González0% (1)
- 3 Instituto Tecnologico de AcapulcoDocument20 pages3 Instituto Tecnologico de AcapulcoAlberto Hernández PalmaNo ratings yet
- Metodologia TaguchiDocument7 pagesMetodologia TaguchiOmar Tre BelNo ratings yet
- Calidad en LineaDocument6 pagesCalidad en LineaPepe FrankNo ratings yet
- Genichi TaguchiDocument18 pagesGenichi Taguchiandres felipeNo ratings yet
- Tema 6.1 Metodo TaguchiDocument17 pagesTema 6.1 Metodo Taguchiabhironzon67% (3)
- Aportes TaguchiDocument7 pagesAportes TaguchiVictoriaNo ratings yet
- 2taguchi MonicaDocument5 pages2taguchi Monicacesar quinteroNo ratings yet
- Antologia Diseño RobustoDocument21 pagesAntologia Diseño RobustoIrving SerranoNo ratings yet
- TaguchiDocument19 pagesTaguchiEsteban ArmijosNo ratings yet
- Genichi Taguchi - PUNTOS 7,8y9 - Demin - Javier I.SDocument15 pagesGenichi Taguchi - PUNTOS 7,8y9 - Demin - Javier I.SJavier IsidroNo ratings yet
- Sistemas Modernos de CosteoDocument12 pagesSistemas Modernos de CosteoKathe Barbosa VelasquezNo ratings yet
- Resumen Unidad 1Document7 pagesResumen Unidad 1JoseMarcoAntonioPradoNo ratings yet
- Unidad 1. La Ingenieria de La Calidad y La Funcion de PerdidasDocument34 pagesUnidad 1. La Ingenieria de La Calidad y La Funcion de PerdidasLizandro Castellanos Cruz50% (4)
- Ingenieria de La CalidadDocument43 pagesIngenieria de La CalidadManuel AguilarNo ratings yet
- Unidad 1 de CalidadDocument7 pagesUnidad 1 de CalidadCindyNo ratings yet
- Unidad 6 Mejora ContinuaDocument9 pagesUnidad 6 Mejora ContinuaGiovanni RuizNo ratings yet
- Problemas de Calidad y La Funcion de PerdidaDocument48 pagesProblemas de Calidad y La Funcion de PerdidaMartin Vera Espadas100% (1)
- Ingenieria de La CalidadDocument65 pagesIngenieria de La CalidadEduardo Garcia OrtegaNo ratings yet
- Metodo TaguchiDocument5 pagesMetodo TaguchiPancho MorilloNo ratings yet
- Korina Ccala Villaca - Genichi TaguchiDocument19 pagesKorina Ccala Villaca - Genichi TaguchiKori Ccala VillacaNo ratings yet
- Act.7 Cuadro ComparativoDocument3 pagesAct.7 Cuadro Comparativopedro escalanteNo ratings yet
- InvestigaciónDocument15 pagesInvestigaciónCindy J LauperNo ratings yet
- Actividad 1 CalidadDocument14 pagesActividad 1 CalidadAbilene LizárragaNo ratings yet
- Genichi RaguchiDocument14 pagesGenichi Raguchinicol rani parraNo ratings yet
- UNIDAD 6 Mejora ContinuaDocument17 pagesUNIDAD 6 Mejora Continuasamuel gutierrezNo ratings yet
- Diseño RobustoDocument24 pagesDiseño RobustoLuis OllarvesNo ratings yet
- Genichi Taguchi PresentacionDocument25 pagesGenichi Taguchi PresentacionClaudia GomezNo ratings yet
- Investigacion de La Ingenieria de Calidad y La FuncionDocument13 pagesInvestigacion de La Ingenieria de Calidad y La FuncionAngel Israel Rebolledo LorenzoNo ratings yet
- Genichi Taguchi ExposiciónDocument22 pagesGenichi Taguchi ExposiciónMelany DávilaNo ratings yet
- Taller 4 Grupo 167Document18 pagesTaller 4 Grupo 167Ặlẽǰȧɲḓrọ ḤʉŕẗảdȍNo ratings yet
- Ficha TaguchiDocument8 pagesFicha TaguchiMigdalia RiveraNo ratings yet
- Función de Perdida Feb-24Document61 pagesFunción de Perdida Feb-24Armando JesusNo ratings yet
- Unidad 6 Mejora ContinuaDocument12 pagesUnidad 6 Mejora ContinuaAle GiménezNo ratings yet
- Diseño Robusto.Document14 pagesDiseño Robusto.elizmar05No ratings yet
- Tópicos Unidad 1Document18 pagesTópicos Unidad 1Gaby VazquezNo ratings yet
- Filosofia TaguchiDocument8 pagesFilosofia TaguchiPsicosis AlternativaNo ratings yet
- Genichi Taguchi CalidadDocument2 pagesGenichi Taguchi CalidadAma MetrologíaNo ratings yet
- Tarea 1-Investigación de Ing. de La CalidadDocument8 pagesTarea 1-Investigación de Ing. de La CalidadAYELEEN ALVARADONo ratings yet
- TaguchiDocument14 pagesTaguchiMacarena GuzmanNo ratings yet
- Diseño de Sistemas, Procesos, Parámetros yDocument25 pagesDiseño de Sistemas, Procesos, Parámetros ytaggerkNo ratings yet
- Aportacion de Genichi TaquchiDocument7 pagesAportacion de Genichi Taquchidavid rodriguez garciaNo ratings yet
- Filosofia ToguchiDocument17 pagesFilosofia ToguchiAlejandraIbNo ratings yet
- Cuestionario 5Document6 pagesCuestionario 5Ricardo Sanchez MartinezNo ratings yet
- Taguchi (Judith)Document14 pagesTaguchi (Judith)Hairo Euan MooNo ratings yet
- Filosofía TaguchiDocument5 pagesFilosofía TaguchiDanny MurciaNo ratings yet
- TAGUCHIDocument20 pagesTAGUCHIMontserrat AvilaNo ratings yet
- Tarea 2 de PresupuestoDocument9 pagesTarea 2 de PresupuestoCarolinNo ratings yet
- Filosofía de Taguchi, Calidad Online, Graficas de Control y SPCDocument12 pagesFilosofía de Taguchi, Calidad Online, Graficas de Control y SPCÍlse Polendo'No ratings yet
- Gurús de La Calidad: Genichi TaguchiDocument20 pagesGurús de La Calidad: Genichi TaguchiMariela ProañoNo ratings yet
- Genichi TaguchiDocument2 pagesGenichi TaguchiAndrea OrtizNo ratings yet
- Gerencia - Produccion - Capitulo - 3 - Diseño - Producto ORIG.Document17 pagesGerencia - Produccion - Capitulo - 3 - Diseño - Producto ORIG.Gina Paola PADILLA CASTANONo ratings yet
- Monografia de Control de CalidadDocument11 pagesMonografia de Control de CalidadnormaNo ratings yet
- Tarea 2, ADM OperacionesDocument8 pagesTarea 2, ADM OperacionesChanell MorilloNo ratings yet
- Materias Primas Fundamentales Panaderia ReposteriaDocument14 pagesMaterias Primas Fundamentales Panaderia ReposteriaCarlos OliverosNo ratings yet
- Fundamentos de Equilibrio Liquido VaporDocument27 pagesFundamentos de Equilibrio Liquido VaporCarlos OliverosNo ratings yet
- Materiales en Ingenieria QuimicaDocument30 pagesMateriales en Ingenieria QuimicaCarlos OliverosNo ratings yet
- Viscosidad de FluidosDocument2 pagesViscosidad de FluidosCarlos OliverosNo ratings yet
- Taller EconomicaDocument7 pagesTaller EconomicaCarlos OliverosNo ratings yet
- Ecuaciones EstadisticaDocument2 pagesEcuaciones EstadisticaCarlos OliverosNo ratings yet
- Michael PorterDocument23 pagesMichael PorterCarlos OliverosNo ratings yet
- BartonDocument86 pagesBartonAATTNo ratings yet
- Mapa Conceptual Modelo Costo Volumen UtilidadDocument1 pageMapa Conceptual Modelo Costo Volumen UtilidadClaudio Burciaga100% (1)
- O04 Ejercicios de Análisis Estructural y PlazoDocument3 pagesO04 Ejercicios de Análisis Estructural y PlazoGise AlesciNo ratings yet
- Ensayo Sobre InnovaciónDocument7 pagesEnsayo Sobre InnovaciónJosé Carlos Rodríguez Costilla100% (1)
- Argos Estados FinancierosDocument38 pagesArgos Estados FinancierosVANESSA ARIAS URIBENo ratings yet
- AFORMACIONESDocument22 pagesAFORMACIONESAmalfi Gaviria100% (2)
- Tema 2. El Contrato de CompraventaDocument5 pagesTema 2. El Contrato de Compraventa1afamiguelromeroesteoNo ratings yet
- PDF Doc E001 17120608328263Document1 pagePDF Doc E001 17120608328263Mark Antony Riveros MarquezNo ratings yet
- Como Redactar Una Pregunta de InvestigacionDocument22 pagesComo Redactar Una Pregunta de InvestigacionPaola PinkusNo ratings yet
- Notas de Metodos Cuantitativos 2014Document63 pagesNotas de Metodos Cuantitativos 2014Carlos Ernesto Isaza Carvajal100% (1)
- Cubiertas 2017Document52 pagesCubiertas 2017Fer FerNo ratings yet
- Parcial 2 Contabilidad Corregido JuanDocument54 pagesParcial 2 Contabilidad Corregido JuanCamilo CarmonaNo ratings yet
- Taller Aseguramiento I Preguntas NIA 700 A 720Document9 pagesTaller Aseguramiento I Preguntas NIA 700 A 720Jose Agustin VillaNo ratings yet
- 2 Demanda de Construccion CivilDocument4 pages2 Demanda de Construccion CivilKatherine Cuno ChireNo ratings yet
- Gestionar El Cambio EducativoDocument22 pagesGestionar El Cambio EducativoMiryam Alvarez ZegarraNo ratings yet
- Las Tres Caras Del Poder. K. BouldingDocument14 pagesLas Tres Caras Del Poder. K. Bouldinghector50% (2)
- Mantenimiento Productivo Total (TPM)Document25 pagesMantenimiento Productivo Total (TPM)Elayne TavarezNo ratings yet
- Semana No 01Document15 pagesSemana No 01Juan La Torre ToribioNo ratings yet
- Administrar Una FarmaciaDocument15 pagesAdministrar Una FarmaciaWashington Merma Ccarhuarupay100% (1)
- 6-Cram-Down o Salvataje de EmpresasDocument3 pages6-Cram-Down o Salvataje de EmpresasMartin BrunoNo ratings yet
- 29 Reglamento Interno TrabajoDocument14 pages29 Reglamento Interno TrabajoEvelyn Medrano100% (1)
- Trabajo Politica Monetaria en GuatemalaDocument9 pagesTrabajo Politica Monetaria en GuatemalaCony Beatriz Castillo100% (1)
- ConfiabilidadDocument8 pagesConfiabilidadanairamperezNo ratings yet
- Aporte Individual - Analisis Dofa y Came - Dayana RDocument5 pagesAporte Individual - Analisis Dofa y Came - Dayana Rmaria delgadoNo ratings yet
- El-Prm-001-B Procedimiento Instalación de FaenaDocument8 pagesEl-Prm-001-B Procedimiento Instalación de FaenaJulian Roberto CosteNo ratings yet
- Evi3 TMCG JGFDocument4 pagesEvi3 TMCG JGFJuan Alejandro Gallegos FloresNo ratings yet
- 1 - Informe Defensoría Del Pueblo PDFDocument147 pages1 - Informe Defensoría Del Pueblo PDFAnonymous 7vX01XUMYNo ratings yet