You might also like
- Casting?: Casting Is A Manufacturing Process by Which A LiquidDocument28 pagesCasting?: Casting Is A Manufacturing Process by Which A LiquidSaurabh TripathiNo ratings yet
- Sand CastingDocument11 pagesSand CastingdesurkarbNo ratings yet
- Metal Casting Sand Mold Factories Foundries: Sand Casting, Also Known As Sand Molded Casting, Is ADocument16 pagesMetal Casting Sand Mold Factories Foundries: Sand Casting, Also Known As Sand Molded Casting, Is AMuneeb Irfan100% (1)
- 4castingprocesses 120526012606 Phpapp01Document28 pages4castingprocesses 120526012606 Phpapp01Chennai TuitionsNo ratings yet
- Moulding ProcessesDocument10 pagesMoulding ProcessesChinmay Das67% (3)
- Foundry Processes: "Why Whittle When You Can Cast?"Document21 pagesFoundry Processes: "Why Whittle When You Can Cast?"lucasNo ratings yet
- Sand - Casting (1) 2Document18 pagesSand - Casting (1) 2Abdo MohammedNo ratings yet
- Basic Mechanical EngineeringDocument70 pagesBasic Mechanical EngineeringHemachandran100% (6)
- ME1107 Casting AllDocument129 pagesME1107 Casting AllMahmud HridoyNo ratings yet
- Sand Casting OverviewDocument166 pagesSand Casting Overviewsamurai7_77No ratings yet
- Casting Process Guide: Learn the Steps and Key TermsDocument40 pagesCasting Process Guide: Learn the Steps and Key Termsharish3742No ratings yet
- Metal CastingDocument69 pagesMetal CastingChalamaiah GuntupalliNo ratings yet
- RicoDocument8 pagesRicokantravi321No ratings yet
- Complete Guide to Sand Casting Process | Sand Casting ManufacturingDocument113 pagesComplete Guide to Sand Casting Process | Sand Casting Manufacturingrupesh89890% (1)
- Cassting 1Document10 pagesCassting 1steve ogagaNo ratings yet
- Sand Casting Spur GearDocument17 pagesSand Casting Spur GearYonas YG100% (2)
- Metal CastingDocument69 pagesMetal CastingMohd Mansoor HasanNo ratings yet
- MME 512 Note 1Document36 pagesMME 512 Note 1faithNo ratings yet
- Riser Casting ReportDocument47 pagesRiser Casting Reportganesh0% (1)
- BME-UNIT2-classsDocument30 pagesBME-UNIT2-classsUpendra NeravatiNo ratings yet
- Casting & Welding Engineering Course OverviewDocument23 pagesCasting & Welding Engineering Course OverviewGanesh Badgire ReddyNo ratings yet
- Introduction To Casting Processes: BackgroundDocument5 pagesIntroduction To Casting Processes: BackgroundSubhasis BiswalNo ratings yet
- Chapter 4Document16 pagesChapter 4Anteneh AssefaNo ratings yet
- Metal CastingDocument93 pagesMetal CastinghashimtkmceNo ratings yet
- Found AryDocument14 pagesFound Aryluv_leo007No ratings yet
- Casting PresentationDocument111 pagesCasting Presentationprabas banerjeeNo ratings yet
- Pouring Lab ReportDocument6 pagesPouring Lab Reportmuhamad azamNo ratings yet
- Casting Manufacturing Lab ReportDocument16 pagesCasting Manufacturing Lab ReportNiko KoNo ratings yet
- Unit - I-Manu Tech-IDocument38 pagesUnit - I-Manu Tech-IMareeswaran Maruthamuthu MNo ratings yet
- FOUNDRY WORKSHOP ASSESSMENT PROJECTDocument27 pagesFOUNDRY WORKSHOP ASSESSMENT PROJECTSahil YadavNo ratings yet
- Engr. Muhammad Nouman: Swedish College of Engineering & Technology, Wah CanttDocument25 pagesEngr. Muhammad Nouman: Swedish College of Engineering & Technology, Wah CanttSaMee KHanNo ratings yet
- Shape Made From Molten Metals-CastingDocument26 pagesShape Made From Molten Metals-CastingTrường Hà Lạc NhậtNo ratings yet
- Manufacturing Casting Process GuideDocument41 pagesManufacturing Casting Process GuideRahul DandugulaNo ratings yet
- Department of Industrial & Production Engineering BUET, Dhaka-1000Document25 pagesDepartment of Industrial & Production Engineering BUET, Dhaka-1000Anshul ShuklaNo ratings yet
- Sand Casting - Wikipedia PDFDocument15 pagesSand Casting - Wikipedia PDFKyaw Bhone WinNo ratings yet
- Chapter Four 4.special Casting Processes: Introduction Contents To Be IncludedDocument76 pagesChapter Four 4.special Casting Processes: Introduction Contents To Be IncludedberhaneNo ratings yet
- Casting LabDocument11 pagesCasting Labfawad naeemNo ratings yet
- 4.0 Metal Casting ProcessDocument48 pages4.0 Metal Casting ProcessSyed MoizNo ratings yet
- MOdule II 2 PageDocument2 pagesMOdule II 2 PageVyshakh SunilNo ratings yet
- Basics of Metal Casting Methods and ProcessesDocument14 pagesBasics of Metal Casting Methods and ProcessesMathew Joel MathewNo ratings yet
- Cast 2Document77 pagesCast 2yash guptaNo ratings yet
- Metal CastingDocument6 pagesMetal CastingWesam abo HalimehNo ratings yet
- Design of Product Selection of Raw Materials Sequence of Process in Which Product Is ManufacturedDocument93 pagesDesign of Product Selection of Raw Materials Sequence of Process in Which Product Is Manufacturedsanku surya sai charanNo ratings yet
- Special Casting ProcessDocument9 pagesSpecial Casting ProcessChaitanya SadhanNo ratings yet
- Seminar Special CastingDocument16 pagesSeminar Special CastingAjith SreenathNo ratings yet
- Production Rate: Advantages: Can Produce Very Large PartsDocument2 pagesProduction Rate: Advantages: Can Produce Very Large PartsHamza ShafqatNo ratings yet
- SAND CASTING PROCESSDocument6 pagesSAND CASTING PROCESSShiri ShaNo ratings yet
- Special CastingDocument24 pagesSpecial CastingManohara ErlaNo ratings yet
- Steps Involved in Sand Casting Process: BY Aravindkumar BDocument39 pagesSteps Involved in Sand Casting Process: BY Aravindkumar BanilNo ratings yet
- Sand Casting and Other Casting ProcessesDocument74 pagesSand Casting and Other Casting ProcessesRashid KareemNo ratings yet
- Suresh 2261Document9 pagesSuresh 226109m008_159913639No ratings yet
- Sand CastingDocument9 pagesSand CastingMohamed OmarNo ratings yet
- Laboratory Manual For Foundry Engineering LabDocument29 pagesLaboratory Manual For Foundry Engineering LabNaveenDarwinNo ratings yet
- Foundry Practice - A Treatise On Moulding And Casting In Their Various DetailsFrom EverandFoundry Practice - A Treatise On Moulding And Casting In Their Various DetailsNo ratings yet
- Mould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionFrom EverandMould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Practical Aspects of Upscaling Geocellular Geological Models For Reservoir Fluid Flow Simulations: A Case Study in Integrating Geology, Geophysics, and Petroleum Engineering Multis..Document28 pagesPractical Aspects of Upscaling Geocellular Geological Models For Reservoir Fluid Flow Simulations: A Case Study in Integrating Geology, Geophysics, and Petroleum Engineering Multis..AkashShuklaNo ratings yet
- Practical Aspects of Upscaling Geocellular Geological Models For Reservoir Fluid Flow Simulations: A Case Study in Integrating Geology, Geophysics, and Petroleum Engineering Multis..Document28 pagesPractical Aspects of Upscaling Geocellular Geological Models For Reservoir Fluid Flow Simulations: A Case Study in Integrating Geology, Geophysics, and Petroleum Engineering Multis..AkashShuklaNo ratings yet
- Subject: Objection Against Career Development Cell DecisionDocument1 pageSubject: Objection Against Career Development Cell DecisionAkashShuklaNo ratings yet
- Important QuestionsDocument1 pageImportant QuestionsAkashShuklaNo ratings yet
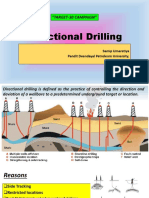
- Directional DrillingDocument29 pagesDirectional DrillingAkashShuklaNo ratings yet
- GATE PETROLEUM ENGINEERING QUESTION PAPER & KEY 2016-2018Document61 pagesGATE PETROLEUM ENGINEERING QUESTION PAPER & KEY 2016-2018AkashShuklaNo ratings yet
- 4045 7803 1 PB PDFDocument13 pages4045 7803 1 PB PDFTin NguyenNo ratings yet
- Time Table PDFDocument2 pagesTime Table PDFAkashShuklaNo ratings yet
- Water Conning in Fractured Reservoir A Simulation StudyDocument55 pagesWater Conning in Fractured Reservoir A Simulation StudyRKJhalendraNo ratings yet
- Aapg Series: AapgpdpuscDocument3 pagesAapg Series: AapgpdpuscAkashShuklaNo ratings yet
- Gamma logging reveals lithology and mineralogyDocument24 pagesGamma logging reveals lithology and mineralogyAkashShuklaNo ratings yet
- SPE 166281 EOR in Tight Oil Reservoirs Through Wettability AlterationDocument15 pagesSPE 166281 EOR in Tight Oil Reservoirs Through Wettability AlterationAkashShuklaNo ratings yet
- Back To School PowerPoint TemplateDocument31 pagesBack To School PowerPoint TemplateAkashShuklaNo ratings yet
- 1 s2.0 S2352854015000650 MainDocument7 pages1 s2.0 S2352854015000650 MainAkashShuklaNo ratings yet
- Engineering Mathematics: All The BestDocument1 pageEngineering Mathematics: All The BestParth ChauhanNo ratings yet
- Stastical Analysis of Refraction PDFDocument14 pagesStastical Analysis of Refraction PDFAkashShuklaNo ratings yet
- Log(k) and h chart dataDocument2 pagesLog(k) and h chart dataAkashShuklaNo ratings yet
- Viii Semester-Upstream 2016Document8 pagesViii Semester-Upstream 2016AkashShuklaNo ratings yet
- Geophysics Lec5Document18 pagesGeophysics Lec5AkashShuklaNo ratings yet
- Thermodynamics of Reservoir Fluids (PE 203) PDFDocument4 pagesThermodynamics of Reservoir Fluids (PE 203) PDFAkashShuklaNo ratings yet
- Bhui Sir GraphDocument8 pagesBhui Sir GraphAkashShuklaNo ratings yet
- Laser Paper SpeDocument12 pagesLaser Paper SpeAkashShuklaNo ratings yet
- SR - No. Roll No. Name of The Student Faculty MentorDocument6 pagesSR - No. Roll No. Name of The Student Faculty MentorAkashShuklaNo ratings yet
- Oil & Gas Production - ANSYS CFD & FEA Consulting & Testing - SimuTechDocument1 pageOil & Gas Production - ANSYS CFD & FEA Consulting & Testing - SimuTechAkashShuklaNo ratings yet
- PDPU & AAPG Workshop ProposalDocument6 pagesPDPU & AAPG Workshop ProposalAkashShuklaNo ratings yet
- Oil & Gas Production - ANSYS CFD & FEA Consulting & Testing - SimuTechDocument1 pageOil & Gas Production - ANSYS CFD & FEA Consulting & Testing - SimuTechAkashShuklaNo ratings yet
- Ahmed, Tarek - Reservoir Engineering HandbookDocument3 pagesAhmed, Tarek - Reservoir Engineering HandbookAkashShuklaNo ratings yet
- Drawing 1Document1 pageDrawing 1AkashShuklaNo ratings yet
- Global Drinking Water Quality IndexDocument60 pagesGlobal Drinking Water Quality IndexIAabbasiNo ratings yet
- Wis 5 Eoca AnswersDocument34 pagesWis 5 Eoca AnswersAli ClubistNo ratings yet
- Fracture TestDocument2 pagesFracture TestRafeek ShaikhNo ratings yet
- PT ZUG WELDING QUALIFICATIONDocument1 pagePT ZUG WELDING QUALIFICATIONMuhammad Fitransyah Syamsuar Putra100% (1)
- Welder Qualification Certificate for MainuddinDocument1 pageWelder Qualification Certificate for MainuddinAnirban Sen SharmaNo ratings yet
- MigDocument6 pagesMigPensel KoNtotNo ratings yet
- Design For Manufacturing and AssemblyDocument44 pagesDesign For Manufacturing and AssemblyfayuangNo ratings yet
- CH 12Document11 pagesCH 12chaitanyacheggNo ratings yet
- What Is WeldingDocument5 pagesWhat Is WeldingJennie VicentaNo ratings yet
- 175 Smaw Zug Asme (Muhammad Wardi 3g) WPQDocument4 pages175 Smaw Zug Asme (Muhammad Wardi 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Arc Welding - Introduction and FundamentalsDocument30 pagesArc Welding - Introduction and FundamentalsweldmindNo ratings yet
- ME3162 Module OutlineDocument4 pagesME3162 Module OutlinedabudhabicozNo ratings yet
- Sample WPS On WPS CipsDocument19 pagesSample WPS On WPS CipsagusNo ratings yet
- ABRASION-RESISTANT STEEL PLATE DATADocument2 pagesABRASION-RESISTANT STEEL PLATE DATABaihaki StNo ratings yet
- Casting Defect Guide with 28 Types & PicturesDocument12 pagesCasting Defect Guide with 28 Types & PicturesFarhan EllahiNo ratings yet
- Weld Joint 1Document81 pagesWeld Joint 1rajibali27100% (1)
- Ch07 HW QuestionsDocument2 pagesCh07 HW QuestionsSirilak KlakwongNo ratings yet
- Manufacturing Processes Course InfoDocument2 pagesManufacturing Processes Course InfokongtrNo ratings yet
- Gec 218 Module Three - Machine TechnologyDocument17 pagesGec 218 Module Three - Machine TechnologyOyedotun TundeNo ratings yet
- MP - Tamil (2 & 3 Marks)Document47 pagesMP - Tamil (2 & 3 Marks)Kal PathippagamNo ratings yet
- Dipetro Synergy Engineering SDN BHD: Visual Inspection ReportDocument1 pageDipetro Synergy Engineering SDN BHD: Visual Inspection ReportMohd SaffririzalNo ratings yet
- Different metal casting and forging processesDocument12 pagesDifferent metal casting and forging processesPj AndayaNo ratings yet
- Tooling List Machine Shop Line WiseDocument55 pagesTooling List Machine Shop Line WiseazadNo ratings yet
- DrillingDocument51 pagesDrillingaraz_1985100% (1)
- 27 AprvdGmaDocument68 pages27 AprvdGmacereferNo ratings yet
- Unconventional Machining Process Anna University SyllabusDocument6 pagesUnconventional Machining Process Anna University Syllabusabdur rahman100% (1)
- Welding Joint Design & Welding Symbols - Chapter #5Document14 pagesWelding Joint Design & Welding Symbols - Chapter #5JACKMAAAANo ratings yet
- On Fedrel Mogul Goetze Training ReportDocument22 pagesOn Fedrel Mogul Goetze Training Report98960169600% (1)
- Gas Metal Arc Welding and Flux Cored Arc Welding Processes and ConsumablesDocument72 pagesGas Metal Arc Welding and Flux Cored Arc Welding Processes and ConsumablesjuandajdjNo ratings yet
- What Is 5 Axis CNC MachiningDocument10 pagesWhat Is 5 Axis CNC MachiningSuhail Abrol100% (1)
- PT Perkasa Heavyndo Engineering Welder Qualification RecordsDocument91 pagesPT Perkasa Heavyndo Engineering Welder Qualification RecordstskmechNo ratings yet