You might also like
- CNCDocument44 pagesCNCRoberto Azcárate SánchezNo ratings yet
- Introduccion A La Programacion CNC Modulo I PDFDocument19 pagesIntroduccion A La Programacion CNC Modulo I PDFJonathan ZárateNo ratings yet
- Maquina PunzónadoraDocument12 pagesMaquina PunzónadoraOswald muñozNo ratings yet
- Control PID de Posicion Con FreeRTOSDocument8 pagesControl PID de Posicion Con FreeRTOSaxeladrianaxlNo ratings yet
- Monografia de Cálculos de Elementos de Máquina IDocument21 pagesMonografia de Cálculos de Elementos de Máquina IDiego AlonsoNo ratings yet
- Impresion en AutocadDocument18 pagesImpresion en AutocadHenry Leon SuarezNo ratings yet
- Software GimDocument10 pagesSoftware GimLuis FelipeNo ratings yet
- El Motor Paso A Paso Es Un Dispositivo Electromecánico Que Convierte Una Serie de Impulsos Eléctricos en Desplazamientos Angulares DiscretosDocument4 pagesEl Motor Paso A Paso Es Un Dispositivo Electromecánico Que Convierte Una Serie de Impulsos Eléctricos en Desplazamientos Angulares DiscretosMarilyn ParejoNo ratings yet
- Practica#7Document10 pagesPractica#7Alexiz CuNo ratings yet
- Justificacion para La Instalacion Del Auto CadDocument6 pagesJustificacion para La Instalacion Del Auto CadJenrry Jesse Diaz RuizNo ratings yet
- EMCO WinNC For Sinumerik Operate Turn SP 1849 B EspañolDocument600 pagesEMCO WinNC For Sinumerik Operate Turn SP 1849 B EspañolWillian Leiva HuarcayaNo ratings yet
- 3D-View MILL SPDocument42 pages3D-View MILL SPEfrain GómezNo ratings yet
- Informe de Robot ScaraDocument5 pagesInforme de Robot ScaraDannielitosNo ratings yet
- VTC1640T400Document3 pagesVTC1640T400Miguel Eduardo RivadeneiraNo ratings yet
- 1.1 Paradigma de Programación Visual LISTODocument7 pages1.1 Paradigma de Programación Visual LISTOlalo_3097No ratings yet
- Simbología de Los DiagramasDocument27 pagesSimbología de Los DiagramasAnne GarciaNo ratings yet
- Glosario PDFDocument4 pagesGlosario PDFOscar Huberto Salazar HerreraNo ratings yet
- Mecánica para La AutomatizaciónDocument25 pagesMecánica para La AutomatizaciónRuy GallegosNo ratings yet
- Reporte de CodigoDocument13 pagesReporte de CodigoDavid Alc CNo ratings yet
- Diseño de Instalaciones de SIMDocument6 pagesDiseño de Instalaciones de SIMEliud Cerati0% (1)
- Comunicación de Dos PLC Por: EthernetDocument22 pagesComunicación de Dos PLC Por: EthernetErick RomeroNo ratings yet
- Protocolo - Metodologia de La InvestigacionDocument11 pagesProtocolo - Metodologia de La InvestigacionDiegoREMNo ratings yet
- Bobinas Set y ResetDocument2 pagesBobinas Set y ResetamiguitoNo ratings yet
- Chumacera en SoliworksDocument19 pagesChumacera en SoliworksjavierNo ratings yet
- Reporte de WinunisoftDocument4 pagesReporte de WinunisoftJose Alfredo Morales GonzalezNo ratings yet
- Software CAM - MastercamDocument36 pagesSoftware CAM - Mastercammax_gonzález_8No ratings yet
- 2 Tutorial Programación Labview PDFDocument83 pages2 Tutorial Programación Labview PDFAngel Eduardo Cruzado NuñezNo ratings yet
- Torno y Fresa (Ejemplos)Document28 pagesTorno y Fresa (Ejemplos)JESUS ALEJANDRO FLORES SERRATONo ratings yet
- Que Es La Instrumentacion VirtualDocument17 pagesQue Es La Instrumentacion VirtualH-c UlisesNo ratings yet
- Informe DSP FinalDocument47 pagesInforme DSP FinalDiego Rey TapiaNo ratings yet
- Practica 9 Completa PDFDocument22 pagesPractica 9 Completa PDFManuel De Jesus ValenzuelaNo ratings yet
- Control en Cascada Del Motor DCDocument8 pagesControl en Cascada Del Motor DCnegritilloomarNo ratings yet
- Crear Un Proyecto en CosimirDocument11 pagesCrear Un Proyecto en CosimirJose Luis Sovero Astoaman100% (1)
- Manual de Programacion de Torno EMCODocument12 pagesManual de Programacion de Torno EMCOEduardo QuiñonesNo ratings yet
- DecepticonsDocument25 pagesDecepticonsMaria JuliaNo ratings yet
- Ejemplo de Regulación Práctica de Relé Térmico en Un Motor EléctricoDocument5 pagesEjemplo de Regulación Práctica de Relé Térmico en Un Motor EléctricoChester Noel Brenes AguirreNo ratings yet
- Cuestionario de La Primera Unidad Sistemas CiberfisicosDocument12 pagesCuestionario de La Primera Unidad Sistemas CiberfisicosFabian Rivas PaucarNo ratings yet
- Impresión y Ploteo - Layouts - Model Space - ViewportsDocument12 pagesImpresión y Ploteo - Layouts - Model Space - ViewportsJuan Carlos AlvaradoNo ratings yet
- Simulacion de Corte de PiezasDocument29 pagesSimulacion de Corte de PiezasEufemioNoaChavezNo ratings yet
- Modelo Matematico Del Motor DCDocument5 pagesModelo Matematico Del Motor DCAbdias MoralesNo ratings yet
- Estudio de Mercado de Grabador CNC Con Interfaz Gráfica para Uso PúblicoDocument3 pagesEstudio de Mercado de Grabador CNC Con Interfaz Gráfica para Uso PúblicoDiego MuñozNo ratings yet
- Reporte Practica 1Document11 pagesReporte Practica 1gabrielNo ratings yet
- Informe CNCDocument8 pagesInforme CNCMixio Olivares MuñozNo ratings yet
- Space MouseDocument9 pagesSpace Mousejacksito989No ratings yet
- Plan de Mantenimiento Robot Paketizador - FujiDocument2 pagesPlan de Mantenimiento Robot Paketizador - FujiAlfredoFloresNo ratings yet
- Ejercicios Básicos en AssemblerDocument11 pagesEjercicios Básicos en AssemblerAlexandra WellsNo ratings yet
- Practica #6Document26 pagesPractica #6Efren Aguiñaga RayasNo ratings yet
- 4 Practicas Usando El Simulador Swansoft CNCDocument6 pages4 Practicas Usando El Simulador Swansoft CNCOsielNo ratings yet
- Laboratorio 1 Aliasing ConvolucionDocument8 pagesLaboratorio 1 Aliasing Convolucionalejandro ramonNo ratings yet
- EJERCICIO N°2 - Puerta de Apertura AutomaticaDocument6 pagesEJERCICIO N°2 - Puerta de Apertura AutomaticaTony NavarroNo ratings yet
- Configuraciones de Un Robot Industrial3 PDFDocument30 pagesConfiguraciones de Un Robot Industrial3 PDFAgustin Basilio SalinasNo ratings yet
- Diseño VHDL (Organizacion Y Arquitectura)Document57 pagesDiseño VHDL (Organizacion Y Arquitectura)ENIC-AITCG0% (1)
- Fanuc 0i TDocument11 pagesFanuc 0i TChristian C. SandovalNo ratings yet
- Robot Autónomo para Recorrer Un LaberintoDocument5 pagesRobot Autónomo para Recorrer Un Laberintoᒺᑗᑕᓲᗅᘉᗋ ᙢᘎᖇᗴᗩᑌNo ratings yet
- Practica 2 de CamDocument14 pagesPractica 2 de CamLadhy Guadalupe Feliciano FuentesNo ratings yet
- Informe de La Utilizacion Del Torno GSK980TDbDocument23 pagesInforme de La Utilizacion Del Torno GSK980TDbDreg Ro100% (4)
- El Torno de Control NuméricoDocument39 pagesEl Torno de Control NuméricoReyes ElenaNo ratings yet
- Torno CNCDocument20 pagesTorno CNClariza50% (2)
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109From EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109No ratings yet
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalFrom EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalRating: 5 out of 5 stars5/5 (4)
- Exposicion de Una Bomba SumergibleDocument15 pagesExposicion de Una Bomba SumergibleDenis Burgos RamirezNo ratings yet
- Transferencia de CalorDocument18 pagesTransferencia de CalorDenis Burgos RamirezNo ratings yet
- Columna Tipo MastilDocument11 pagesColumna Tipo MastilDenis Burgos RamirezNo ratings yet
- Clase Teorica de Uniones AtornilladasDocument17 pagesClase Teorica de Uniones AtornilladasDenis Burgos RamirezNo ratings yet
- Instrucciones para Realizar La 6ta PracticaDocument2 pagesInstrucciones para Realizar La 6ta PracticaDenis Burgos RamirezNo ratings yet
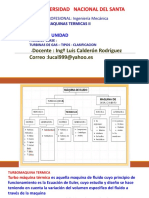
- Catorceava Practica Dirigida TurbinasDocument16 pagesCatorceava Practica Dirigida TurbinasDenis Burgos RamirezNo ratings yet
- Tema 2 Tema 5Document4 pagesTema 2 Tema 5Denis Burgos RamirezNo ratings yet
- Burgos Ramírez ErwinDocument15 pagesBurgos Ramírez ErwinDenis Burgos RamirezNo ratings yet
- Materiales Ejercicios Cap 23Document2 pagesMateriales Ejercicios Cap 23Denis Burgos Ramirez100% (4)
- Laboratorio de Investigacion Operativa IDocument2 pagesLaboratorio de Investigacion Operativa IDenis Burgos RamirezNo ratings yet
- Clase1 Turbina de GasDocument70 pagesClase1 Turbina de GasDenis Burgos RamirezNo ratings yet
- 1.4. Puertos y Tarjetas - SolucionDocument3 pages1.4. Puertos y Tarjetas - SolucionJose Antonio Corrales CorralesNo ratings yet
- Buscador Cable de RedDocument4 pagesBuscador Cable de RedLauredal L.No ratings yet
- Lista Precios - Catalgo WEG - ControlsDocument78 pagesLista Precios - Catalgo WEG - ControlsMario Alexander Sinisterra BautistaNo ratings yet
- Manual de Intervencion de Riesgo Policial PDFDocument312 pagesManual de Intervencion de Riesgo Policial PDFMauro TorresNo ratings yet
- Formato de Carátula-1Document9 pagesFormato de Carátula-1Elita BarzolaNo ratings yet
- Cuaderno de Informes de Practicas - Tarea-2 - Melgarejo Cerna, DiogoDocument15 pagesCuaderno de Informes de Practicas - Tarea-2 - Melgarejo Cerna, DiogoDiogo MelgarejoNo ratings yet
- 7.15.6 Gabinetes de Comunicaciones - Piso 42ru-Sr42ubwdDocument4 pages7.15.6 Gabinetes de Comunicaciones - Piso 42ru-Sr42ubwdEdison CRNo ratings yet
- Trituradora ZeppelinDocument33 pagesTrituradora ZeppelinWohlwend GiosaNo ratings yet
- Manual Maquina Multiplex 50Document21 pagesManual Maquina Multiplex 50DANIELMIESESNo ratings yet
- TP 2 EngranajesDocument15 pagesTP 2 EngranajesBauti GendeNo ratings yet
- Ejercicio 2 Cavidad ZonalDocument3 pagesEjercicio 2 Cavidad ZonalAlonso RamírezNo ratings yet
- Telecomunicaciones Nuevas PartidasDocument1 pageTelecomunicaciones Nuevas PartidassherleyNo ratings yet
- Modulos Electronicos y AlimentacionesDocument7 pagesModulos Electronicos y AlimentacionesMecanico AnsinNo ratings yet
- Módulo 8 - Gráficos EstadísticosDocument27 pagesMódulo 8 - Gráficos EstadísticosKEVIN ARNOLD LEON GUTIERREZNo ratings yet
- Ficha Tecnica Cerraduras - Serie W FalconDocument8 pagesFicha Tecnica Cerraduras - Serie W FalconJose AnacletoNo ratings yet
- Guia Rápida Siemens 802c Torno OkDocument20 pagesGuia Rápida Siemens 802c Torno OkVictor Cerda MorenoNo ratings yet
- PLEMENTARIOSDocument118 pagesPLEMENTARIOSRonald Alan Palmer CaminoNo ratings yet
- CONTACTRON Phoenix ContactDocument11 pagesCONTACTRON Phoenix ContactTio_louis32No ratings yet
- Catálogo LedDocument13 pagesCatálogo LedAndre Leonardo Ventura AlvaNo ratings yet
- F01 (PR-IIEE-03) Protocolo de Tuberias PDocument1 pageF01 (PR-IIEE-03) Protocolo de Tuberias PArnold Ochoa RoblesNo ratings yet
- Identificacion de Riesgos y PrevencionesDocument3 pagesIdentificacion de Riesgos y PrevencionesJuan Pablo Castillo PontonNo ratings yet
- Lista de Precios 2021 - ACT120121Document144 pagesLista de Precios 2021 - ACT120121Luis Horacio Garcia Huerta100% (1)
- ExpoDocument4 pagesExpoAlisson Aguirre GarcíaNo ratings yet
- RODAMIENTOSDocument93 pagesRODAMIENTOSDonald NoriegaNo ratings yet
- Listado de Insumos CorregidoDocument7 pagesListado de Insumos CorregidoDenis ChinoNo ratings yet
- Caratula Parte de Armamento AnzuateguiDocument4 pagesCaratula Parte de Armamento AnzuateguiDairo Rafael Padilla PeriñánNo ratings yet
- Lista de Precios DMT Mayo - 2022Document56 pagesLista de Precios DMT Mayo - 2022Cynthia Ramirez CereceroNo ratings yet
- Catalogo-FERRISENA 123Document79 pagesCatalogo-FERRISENA 123Jovana MoralesNo ratings yet
- Relaciones Hombre - MáquinaDocument47 pagesRelaciones Hombre - MáquinaAlejandro Pantoja67% (12)
- Lista de Precios Herramientas 2Document4 pagesLista de Precios Herramientas 2ALEXINo ratings yet