You might also like
- Proyecto de Inversión para Una Planta de YogurtDocument31 pagesProyecto de Inversión para Una Planta de YogurtEsteban Wong MuñozNo ratings yet
- 3er Informe Instrumentos 2016 I - PI415Document17 pages3er Informe Instrumentos 2016 I - PI415Esteban Wong MuñozNo ratings yet
- Plan de Marketing - Galletas IntegrackersDocument30 pagesPlan de Marketing - Galletas IntegrackersEsteban Wong Muñoz50% (2)
- Calor FinalDocument4 pagesCalor FinalEsteban Wong MuñozNo ratings yet
- PCP Planeacion MixtaDocument6 pagesPCP Planeacion MixtaEsteban Wong MuñozNo ratings yet
- MRP JabonDocument10 pagesMRP JabonEsteban Wong MuñozNo ratings yet
- RadiaciónDocument1 pageRadiaciónEsteban Wong MuñozNo ratings yet
- Transferencia de CalorDocument2 pagesTransferencia de CalorEsteban Wong MuñozNo ratings yet
- Tipos de Corrosión - Uniforme y GalvánicaDocument12 pagesTipos de Corrosión - Uniforme y GalvánicaEsteban Wong MuñozNo ratings yet
- Flujo de FluidosDocument33 pagesFlujo de FluidosPaul GLNo ratings yet
- CalorDocument2 pagesCalorEsteban Wong MuñozNo ratings yet
- Problema de Estados Financieros - PI510Document12 pagesProblema de Estados Financieros - PI510Esteban Wong MuñozNo ratings yet
- Calculo de temperaturas de salida en intercambiador tubo-cascoDocument5 pagesCalculo de temperaturas de salida en intercambiador tubo-cascoEsteban Wong MuñozNo ratings yet
- Obtención de Aceite Esencial de OréganoDocument12 pagesObtención de Aceite Esencial de OréganoEsteban Wong MuñozNo ratings yet
- Transferencia de CalorDocument2 pagesTransferencia de CalorEsteban Wong MuñozNo ratings yet
- Revista QUOR 1Document22 pagesRevista QUOR 1Esteban Wong MuñozNo ratings yet
- Obtención de Aceite Escencial de OréganoDocument17 pagesObtención de Aceite Escencial de OréganoEsteban Wong Muñoz100% (1)
- Solucionario Practica 3Document11 pagesSolucionario Practica 3Esteban Wong MuñozNo ratings yet
- Mecanismo de Reacción Del DibenzalDocument2 pagesMecanismo de Reacción Del DibenzalEsteban Wong MuñozNo ratings yet
- 3ra Practica - Transferencia de Calor - FIQT UNIDocument6 pages3ra Practica - Transferencia de Calor - FIQT UNIEsteban Wong MuñozNo ratings yet
- Revista QUOR AntocianinasDocument13 pagesRevista QUOR AntocianinasEsteban Wong Muñoz100% (1)
- Paso A Paso Solido Dimensionado - Diseño MecanicoDocument14 pagesPaso A Paso Solido Dimensionado - Diseño MecanicoEsteban Wong MuñozNo ratings yet
- Lab01 Organica1Document7 pagesLab01 Organica1Esteban Wong MuñozNo ratings yet
- Solucionario Practica 5Document11 pagesSolucionario Practica 5Esteban Wong MuñozNo ratings yet
- Análisis espectroscópico UV-Vis de compuestos orgánicosDocument15 pagesAnálisis espectroscópico UV-Vis de compuestos orgánicosEsteban Wong MuñozNo ratings yet
- Revista QUOR 3Document8 pagesRevista QUOR 3Esteban Wong MuñozNo ratings yet
- FundamentoDocument2 pagesFundamentoEsteban Wong MuñozNo ratings yet
- Informe 05Document12 pagesInforme 05Esteban Wong MuñozNo ratings yet
- Pau Ensayos Dureza07 09Document1 pagePau Ensayos Dureza07 09pomelo peluzaNo ratings yet
- Pantallas flexibles y transparentes con grafeno y OLEDDocument12 pagesPantallas flexibles y transparentes con grafeno y OLEDCarlosMoralesNo ratings yet
- Calculo de Flete TerrestreDocument9 pagesCalculo de Flete TerrestreRonald EscalanteNo ratings yet
- Procedimiento para habilitación y colocación de acero en protección de ductosDocument8 pagesProcedimiento para habilitación y colocación de acero en protección de ductosJose Jarol Mirano SoplaNo ratings yet
- NBR 14 - Cimento - Analise Quimica - Metodo de Arbitragem para Determinacao de Dioxido de SilicioDocument16 pagesNBR 14 - Cimento - Analise Quimica - Metodo de Arbitragem para Determinacao de Dioxido de SilicioRosaWillNo ratings yet
- INSTALACIONES DE GAS LP CALZADA CAMPOS ALEXIA RUB謃20200122 031622 PDFDocument94 pagesINSTALACIONES DE GAS LP CALZADA CAMPOS ALEXIA RUB謃20200122 031622 PDFCALZADA CAMPOS ALEXIA RUBI LICENCIATURA EN ARQUITECTURANo ratings yet
- Mapa Conceptual - Daga de La Torre Cristian ClyntonDocument1 pageMapa Conceptual - Daga de La Torre Cristian ClyntonCristian Clynton DAGA DE LA TORRENo ratings yet
- Implementación-Gestión de ResiduosDocument47 pagesImplementación-Gestión de ResiduosCathy HerasNo ratings yet
- Exposicion de Materiales de ConstruccionDocument16 pagesExposicion de Materiales de ConstruccionCESAR HERNAN GONZALES NAIRANo ratings yet
- SIG-07-PE-PA-015 - OK Installation Manual EWMJ PDFDocument11 pagesSIG-07-PE-PA-015 - OK Installation Manual EWMJ PDFRodrigo Alonso Rosales OrtegaNo ratings yet
- Tablas AmericanasDocument11 pagesTablas AmericanasMauroNo ratings yet
- Determinación de La Humedad de Una Capa de SueloDocument10 pagesDeterminación de La Humedad de Una Capa de SueloMariluz Rios VictoriaNo ratings yet
- El CementoDocument33 pagesEl CementoAlex W. Ch FNo ratings yet
- Procesos Con ResinasDocument11 pagesProcesos Con ResinasSteven CHNo ratings yet
- Convertidor CatalíticoDocument2 pagesConvertidor CatalíticoStephany V. Mata CJNo ratings yet
- Capitulo 1 Fundamentos Del Concreto ACI PDFDocument30 pagesCapitulo 1 Fundamentos Del Concreto ACI PDFanon_441107138No ratings yet
- Austenizacion CompletaDocument12 pagesAustenizacion Completalihgkp100% (1)
- ElectromagnetismoDocument10 pagesElectromagnetismoCleomir PenhaNo ratings yet
- Sustancias Quimicas Actividad ClasificacionDocument5 pagesSustancias Quimicas Actividad ClasificacionYesenia NuGaNo ratings yet
- Sistemas de PresionDocument20 pagesSistemas de PresionMario Machin GarciaNo ratings yet
- Plan de Producción Industria de PapelDocument5 pagesPlan de Producción Industria de PapelBONNIELY CONTRERASNo ratings yet
- 1P Guia 2 Los HidroxidosDocument4 pages1P Guia 2 Los HidroxidosDF PlayNo ratings yet
- Protocolos de Cementacion AdhesivaDocument9 pagesProtocolos de Cementacion Adhesivaluis alejandroNo ratings yet
- Anlisis Predios UnitariosDocument24 pagesAnlisis Predios UnitariosCesar Alexis Luque100% (1)
- SP 56pager PDFDocument60 pagesSP 56pager PDFemuno008No ratings yet
- Fundamentos TecnicosDocument23 pagesFundamentos TecnicosMichael GonzalezNo ratings yet
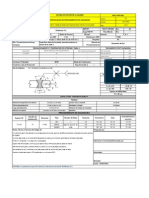
- Formato WPSDocument1 pageFormato WPSEduard John Vega LisencioNo ratings yet
- DeterminaciónDocument3 pagesDeterminaciónLeidy OviedoNo ratings yet
- Triptico Oficial RSDocument3 pagesTriptico Oficial RSKelly Tejada PerfectoNo ratings yet
- Técnicas gravimétricas y formación de precipitadosDocument11 pagesTécnicas gravimétricas y formación de precipitadosYCristina AcostaNo ratings yet