You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Lifting AnalysisDocument7 pagesLifting AnalysissaharuiNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Strengthening of RC Beam Using FRP SheetDocument34 pagesStrengthening of RC Beam Using FRP SheetIJMER100% (1)
- TALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialDocument22 pagesTALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialCORE MaterialsNo ratings yet
- What Is A Magnetic FieldDocument7 pagesWhat Is A Magnetic Fieldruxandra tudorascuNo ratings yet
- Surface Engineering NotesDocument17 pagesSurface Engineering NotesRajesh Shah0% (1)
- Subsea PLEM & PLET - Theory & Application PDFDocument127 pagesSubsea PLEM & PLET - Theory & Application PDFPaolo BertolliNo ratings yet
- Water Control Diagnostic Plots Canuku Base Case Study: Paula CruzDocument24 pagesWater Control Diagnostic Plots Canuku Base Case Study: Paula CruzLina M. Rodriguez Cortés100% (1)
- Three problems on mass transfer diffusion processesDocument15 pagesThree problems on mass transfer diffusion processesPasha Tan100% (1)
- Model Question Paper ERP ImplementationDocument18 pagesModel Question Paper ERP ImplementationPankaj KushwahaNo ratings yet
- 15ccd044 TenderDocument9 pages15ccd044 TenderSeetha SubramanianNo ratings yet
- KM ToolsDocument6 pagesKM Toolsgauravkuchan100% (1)
- CAIR Office Support ServicesDocument1 pageCAIR Office Support ServicesSeetha SubramanianNo ratings yet
- Electronic Toll - Collection System - National Transportation Library Chapter 5Document19 pagesElectronic Toll - Collection System - National Transportation Library Chapter 5yeyidontcare9496No ratings yet
- Midterm Study QuestionsDocument25 pagesMidterm Study QuestionssanakingraNo ratings yet
- Humanoid RobotsDocument17 pagesHumanoid RobotsPaul JacksonNo ratings yet
- dm16 RRDocument16 pagesdm16 RRioan dumitrescuNo ratings yet
- Spe 80945 MSDocument10 pagesSpe 80945 MSLuciano FucelloNo ratings yet
- ASTM C 226 - 02 Standard Speci Cation For Air-Entraining Additions For Use in The Manufacture of Air-Entraining Hydraulic CementDocument4 pagesASTM C 226 - 02 Standard Speci Cation For Air-Entraining Additions For Use in The Manufacture of Air-Entraining Hydraulic CementfilipeNo ratings yet
- Design of Storm Water Drains for Bangaluru Campus ZonesDocument4 pagesDesign of Storm Water Drains for Bangaluru Campus Zonessalmaan mastanNo ratings yet
- 10 Electronic Systems Electronics A Systems Approach Storey SummaryDocument6 pages10 Electronic Systems Electronics A Systems Approach Storey SummaryjwanNo ratings yet
- Gas Chromatography & Liquid Chromatography: Dr. Jenny Jacob School of Bioscience MacfastDocument31 pagesGas Chromatography & Liquid Chromatography: Dr. Jenny Jacob School of Bioscience MacfastJenny Jose100% (1)
- NPL Testing Demonstrates The Flir Gf320 Meets Epa Ooooa StandardsDocument2 pagesNPL Testing Demonstrates The Flir Gf320 Meets Epa Ooooa StandardsjimmymorelosNo ratings yet
- Conservation of MomentumDocument5 pagesConservation of MomentumwscienceNo ratings yet
- Tribology International: Rongping Yun, Peter Filip, Yafei LuDocument10 pagesTribology International: Rongping Yun, Peter Filip, Yafei LuRajiv Gandhi Rajiv GandhiNo ratings yet
- Effect of Motion On Packing EfficiencyDocument14 pagesEffect of Motion On Packing EfficiencydonkosarevNo ratings yet
- Leven William F 200605 PHD PDFDocument132 pagesLeven William F 200605 PHD PDFDeni ChanNo ratings yet
- PCA Chapter 15 - Specify, Design, ProportionDocument91 pagesPCA Chapter 15 - Specify, Design, Proportiongreat_triskelionNo ratings yet
- Seismic Imaging TechnologyDocument3 pagesSeismic Imaging TechnologyrasulbabazadeNo ratings yet
- PCA Gen ManualDocument11 pagesPCA Gen ManualElia CFNo ratings yet
- Critical Chloride Content in ConcreteDocument8 pagesCritical Chloride Content in ConcreteChatchai ManathamsombatNo ratings yet
- 7 4 Inverse of MatrixDocument13 pages7 4 Inverse of MatrixEbookcrazeNo ratings yet
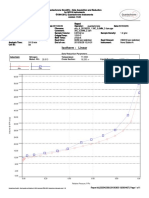
- GraphIsotherm Linear STTN - A - 20150226 - 1 30C - 0,5MM - 3 JamDocument1 pageGraphIsotherm Linear STTN - A - 20150226 - 1 30C - 0,5MM - 3 JamYunus HidayatNo ratings yet
- Breaking Spaghetti Nives Bonacic Croatia IYPT 2011Document34 pagesBreaking Spaghetti Nives Bonacic Croatia IYPT 2011Manuel GutarraNo ratings yet
- Ch3 Work and EnergyDocument25 pagesCh3 Work and EnergyahmadskhanNo ratings yet
- Introduction and Basic Concepts: (Iii) Classification of Optimization ProblemsDocument19 pagesIntroduction and Basic Concepts: (Iii) Classification of Optimization Problemsaviraj2006No ratings yet
- Impulse 4.0 Users Guide SI PDFDocument554 pagesImpulse 4.0 Users Guide SI PDFalberto fuentealbaNo ratings yet