You might also like
- AWS Electrode classifications explainedDocument3 pagesAWS Electrode classifications explainedUsamaIjazNo ratings yet
- Trusco WeldingGaugesDocument2 pagesTrusco WeldingGaugesAnonymous rYZyQQot55No ratings yet
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- Quantity Unit Tools Description RemarksDocument2 pagesQuantity Unit Tools Description RemarksnashNo ratings yet
- How To Prevent Control Welding DistortionDocument2 pagesHow To Prevent Control Welding DistortionNilesh DalviNo ratings yet
- Mild Steel Welding ElectrodeDocument12 pagesMild Steel Welding ElectrodeVĩnh NguyễnNo ratings yet
- Document Title: Technical Proposal For 6500cbm LNG Storage TankDocument4 pagesDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahNo ratings yet
- Weld Map # of (Total Quantity) : NotesDocument29 pagesWeld Map # of (Total Quantity) : NotesAbrahamNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- The Sheet Metal Deep DrawnDocument3 pagesThe Sheet Metal Deep DrawnjoaopedrosousaNo ratings yet
- Welding of P91Document37 pagesWelding of P91Shyam Sundar GayenNo ratings yet
- Weld Matrix - PAGE 1&2Document20 pagesWeld Matrix - PAGE 1&2abdulgafoor54No ratings yet
- MIG-MAG Welding Course OverviewDocument10 pagesMIG-MAG Welding Course OverviewGanesanGovindarjNo ratings yet
- Calculation of weld deposition and electrode consumptionDocument7 pagesCalculation of weld deposition and electrode consumptionmaak_roseNo ratings yet
- Spec - WeldingDocument6 pagesSpec - Weldingprasad_kcpNo ratings yet
- Bill of Materials and Engineering DrawingsDocument1 pageBill of Materials and Engineering DrawingsFaull JackmanNo ratings yet
- Factors in Selection of Filler Metals in WeldingDocument2 pagesFactors in Selection of Filler Metals in WeldingBalakumarNo ratings yet
- Selection of Welding Electrodes PDFDocument1 pageSelection of Welding Electrodes PDFAnonymous VohpMtUSNNo ratings yet
- QA-QC Welding Program evaluation TestDocument2 pagesQA-QC Welding Program evaluation TestSatish KeskarNo ratings yet
- The NEW Company ProfileDocument26 pagesThe NEW Company ProfilewisandhaNo ratings yet
- Selection of Welding ConsumablesDocument13 pagesSelection of Welding ConsumablesbassemaeNo ratings yet
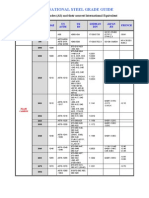
- Steel Grade GuideDocument1 pageSteel Grade Guidetoru101100% (1)
- Stainless Steel Electrode Comparison ChartDocument7 pagesStainless Steel Electrode Comparison Chartmiker100No ratings yet
- S.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMDocument12 pagesS.No SL - No Mogura Deuma Two Tee's One I Two Tee's Du. No Web TCK, MM Flange TCK, MM Width, MM Length, MMRajiv DamodarNo ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- Weld Joint Detail PDFDocument9 pagesWeld Joint Detail PDFKosit WongpinkaewNo ratings yet
- Nip Material ComparsionDocument1 pageNip Material ComparsionRob WillestoneNo ratings yet
- WPS API1104 A516 GR 70Document1 pageWPS API1104 A516 GR 70Erick HoganNo ratings yet
- Welder Test Param19!03!201211Document151 pagesWelder Test Param19!03!201211VapaVapaNo ratings yet
- TWI Control of Welding DistortionDocument12 pagesTWI Control of Welding DistortionClaudia Mms100% (2)
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- CSWIP 3.1 Welding Inspection GuideDocument67 pagesCSWIP 3.1 Welding Inspection Guidedanut horincasNo ratings yet
- INS P 035, Circularity Check - Cyl.sectionsDocument10 pagesINS P 035, Circularity Check - Cyl.sectionsDeepakNo ratings yet
- Welding Certifications and Welder Qualification Tests PDFDocument7 pagesWelding Certifications and Welder Qualification Tests PDFArjun JpNo ratings yet
- Welding and Fabrication NoteDocument54 pagesWelding and Fabrication NoteluminiousNo ratings yet
- Distorsion Corrective TechniquesDocument4 pagesDistorsion Corrective TechniquesMathew RodriguezNo ratings yet
- PQR Al 6xxxDocument7 pagesPQR Al 6xxxAmin ThabetNo ratings yet
- PQRDocument2 pagesPQRafqzfieNo ratings yet
- What Weld Rod To UseDocument2 pagesWhat Weld Rod To Usesatgk0% (1)
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Super Duplex Stainless SteelDocument3 pagesSuper Duplex Stainless SteelNisa_nisheNo ratings yet
- Weld Plan D00651285Document14 pagesWeld Plan D00651285sandeepNo ratings yet
- Welding Bevel Design 3.1 Bevels For Other Than GTAW Root PassDocument2 pagesWelding Bevel Design 3.1 Bevels For Other Than GTAW Root PassaezeadNo ratings yet
- Miller Welding TitaniumDocument20 pagesMiller Welding TitaniumrcpretoriusNo ratings yet
- Indian Institute of Welding-ANB: Refresher Course: Module-06Document64 pagesIndian Institute of Welding-ANB: Refresher Course: Module-06dayalramNo ratings yet
- Post Weld Heat Treatment ProcedureDocument18 pagesPost Weld Heat Treatment Proceduremohd as shahiddin jafriNo ratings yet
- Essential weld gauges for inspectorsDocument15 pagesEssential weld gauges for inspectorssojeckNo ratings yet
- Design of WeldsDocument13 pagesDesign of WeldsGautham AllimuthuNo ratings yet
- Painting Procedure 4288 Danem 28-04-13Document24 pagesPainting Procedure 4288 Danem 28-04-13Rejoy baby100% (1)
- WELDING CONSUMABLE CHARTDocument2 pagesWELDING CONSUMABLE CHARTAfetNo ratings yet
- Welding Rod Cal (1) .Document7 pagesWelding Rod Cal (1) .hakr5100% (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Mechanisms of Deformation and Fracture: Proceedings of the Interdisciplinary Conference Held at the University of Luleå, Luleå, Sweden, September 20-22, 1978From EverandMechanisms of Deformation and Fracture: Proceedings of the Interdisciplinary Conference Held at the University of Luleå, Luleå, Sweden, September 20-22, 1978No ratings yet
- DistortionDocument62 pagesDistortionManzar KhanNo ratings yet
- Welding Distortion Control: RKS, HZWDocument62 pagesWelding Distortion Control: RKS, HZWReza SalimiNo ratings yet
- DistortionDocument37 pagesDistortionSibaram DasNo ratings yet
- 8-Welding Distortion & ControlDocument61 pages8-Welding Distortion & ControlRaj Chodankar100% (1)
- Flare Groove Welds To HSS CornersDocument6 pagesFlare Groove Welds To HSS CornersPO AsselinNo ratings yet
- Ruukki Hot Rolled Steels Processing of Material Flanging Raex and Optim QCDocument9 pagesRuukki Hot Rolled Steels Processing of Material Flanging Raex and Optim QCM R PatraputraNo ratings yet
- PM1610 - Leaflet (2023.04)Document2 pagesPM1610 - Leaflet (2023.04)Роман РакусовNo ratings yet
- Operating Characteristics: Inlet Volumetric Rate of FlowDocument19 pagesOperating Characteristics: Inlet Volumetric Rate of FlowSandi AslanNo ratings yet
- Micro Bubble Flotation Technology in Secondary Tertiary Produced Water Treatment English A4Document19 pagesMicro Bubble Flotation Technology in Secondary Tertiary Produced Water Treatment English A4DeepakKumarGorai100% (1)
- 32 Samss 007 PDFDocument59 pages32 Samss 007 PDFkartik_harwani4387No ratings yet
- Vehicle Dynamics Baruh Chapter 1Document40 pagesVehicle Dynamics Baruh Chapter 1Ashley MoreiraNo ratings yet
- Fluid Mechanics SyllabusDocument4 pagesFluid Mechanics Syllabusjohn@gmail.com0% (1)
- Question Bank On Energy Storage SystemDocument12 pagesQuestion Bank On Energy Storage Systemjoshinihar19100% (1)
- Solution Manual For Principles of General Chemistry 3rd Edition by SilberbergDocument19 pagesSolution Manual For Principles of General Chemistry 3rd Edition by Silberberga625797803100% (1)
- Laser Diode: Product Specification Sheet L658P040Document1 pageLaser Diode: Product Specification Sheet L658P040Jorge GuerreroNo ratings yet
- Parth PosterDocument1 pageParth Posteranubhav thakurNo ratings yet
- PFD - Nitrogen Plant UTL Plaju (Cold Box)Document1 pagePFD - Nitrogen Plant UTL Plaju (Cold Box)Julia Dwi LestariNo ratings yet
- Intermolecular Forces and Liquids and Solids ExplainedDocument20 pagesIntermolecular Forces and Liquids and Solids ExplainedRalph EvidenteNo ratings yet
- Skiladaemi 3Document8 pagesSkiladaemi 3Esra MollaNo ratings yet
- Shell Momentum Balances for Pipe and Annular FlowDocument15 pagesShell Momentum Balances for Pipe and Annular FlowPatricia de LeonNo ratings yet
- Fieldwork 6aDocument5 pagesFieldwork 6aJames ColeNo ratings yet
- Anchor Bolt Design For Shear and TensionDocument2 pagesAnchor Bolt Design For Shear and Tensionk.m.ariful islamNo ratings yet
- Astm E1220Document6 pagesAstm E1220Gerardo Mediavilla100% (1)
- Calibration of Contracted Rectangular WeirDocument9 pagesCalibration of Contracted Rectangular WeirDianne Ilao LondobNo ratings yet
- Transmotauto 2015Document107 pagesTransmotauto 2015zoragiNo ratings yet
- p111 Lecture13Document22 pagesp111 Lecture13venkateshyadav2116No ratings yet
- Atomic Structure - JEE Mains PYQ 2020-2022Document147 pagesAtomic Structure - JEE Mains PYQ 2020-2022pankaj baidNo ratings yet
- Clear Air TurbulanceDocument2 pagesClear Air TurbulanceAchmad Arifudin HidayatullohNo ratings yet
- Lecture 4 - Auditorium Design & Sound Reinforcement ManshaDocument24 pagesLecture 4 - Auditorium Design & Sound Reinforcement ManshaRahul NawaniNo ratings yet
- Tinrhert Field Development Project - Epc 1: Inlet Separation and Boosting Facility in OhanetDocument35 pagesTinrhert Field Development Project - Epc 1: Inlet Separation and Boosting Facility in OhanetsathishNo ratings yet
- Every Day Science PDFDocument115 pagesEvery Day Science PDFmuhammad ihtishamNo ratings yet
- Lab02 Pressure WorksheetDocument3 pagesLab02 Pressure WorksheetFawadAkhtar100% (1)
- About Hydrogen Induced CrackingDocument8 pagesAbout Hydrogen Induced CrackingNabil Al-KhirdajiNo ratings yet
- Ce 701Document7 pagesCe 701Shadab Ansari JSNo ratings yet
- Axial Piston Variable Pump A10V (S) O Series 31 AmericasDocument56 pagesAxial Piston Variable Pump A10V (S) O Series 31 AmericasFawzi AlzubairyNo ratings yet
- Heat Transfer Lab ManualDocument77 pagesHeat Transfer Lab ManualJoe AfendiNo ratings yet