You might also like
- Chapter 6 Chemical EquilibriumDocument40 pagesChapter 6 Chemical EquilibriumMaame Ama FrempongNo ratings yet
- Chapter 1 MeasurementDocument39 pagesChapter 1 MeasurementMaame Ama FrempongNo ratings yet
- Chem 472 Study Questions IDocument1 pageChem 472 Study Questions IMaame Ama FrempongNo ratings yet
- Chromatography: Theory & PracticeDocument29 pagesChromatography: Theory & PracticeMaame Ama FrempongNo ratings yet
- Chapter 1 Introduction Problems: 1-10: Overhead of Table 1-1Document6 pagesChapter 1 Introduction Problems: 1-10: Overhead of Table 1-1Maame Ama FrempongNo ratings yet
- Prof Derick Carboo Department of Chemistry University of Ghana, Legon E-MailDocument33 pagesProf Derick Carboo Department of Chemistry University of Ghana, Legon E-MailMaame Ama FrempongNo ratings yet
- Chem472 Study Questions IIDocument1 pageChem472 Study Questions IIMaame Ama FrempongNo ratings yet
- Prof Derick Carboo Department of Chemistry University of Ghana, Legon E-MailDocument33 pagesProf Derick Carboo Department of Chemistry University of Ghana, Legon E-MailMaame Ama FrempongNo ratings yet
- Chem472 Study Questions IIDocument1 pageChem472 Study Questions IIMaame Ama FrempongNo ratings yet
- High Performance Liquid ChromatographyDocument24 pagesHigh Performance Liquid ChromatographyMaame Ama Frempong100% (1)
- ChemistryDocument10 pagesChemistryMaame Ama FrempongNo ratings yet
- Chromatographic Theory: Prof. Derick CarbooDocument45 pagesChromatographic Theory: Prof. Derick CarbooMaame Ama FrempongNo ratings yet
- Chemical Bonding: CocaineDocument71 pagesChemical Bonding: CocaineSivakumar PonnusamyNo ratings yet
- CH2-Blood Pressure MeasurementDocument4 pagesCH2-Blood Pressure MeasurementMaame Ama FrempongNo ratings yet
- Marking Scheme Chemistry Form TwoDocument7 pagesMarking Scheme Chemistry Form TwoMaame Ama FrempongNo ratings yet
- Marking Scheme Chemistry Form TwoDocument7 pagesMarking Scheme Chemistry Form TwoMaame Ama FrempongNo ratings yet
- ChemistryDocument17 pagesChemistryMaame Ama FrempongNo ratings yet
- CHM 342 SurfaceDocument43 pagesCHM 342 SurfaceMaame Ama FrempongNo ratings yet
- LipidsDocument16 pagesLipidsMaame Ama FrempongNo ratings yet
- Carbanions: Formation and ReactionsDocument72 pagesCarbanions: Formation and ReactionsMaame Ama FrempongNo ratings yet
- Environmentally-Friendly Gold Mining MethodDocument23 pagesEnvironmentally-Friendly Gold Mining MethodMaame Ama FrempongNo ratings yet
- Environmentally-Friendly Gold Mining MethodDocument23 pagesEnvironmentally-Friendly Gold Mining MethodMaame Ama FrempongNo ratings yet
- G7Document21 pagesG7Maame Ama FrempongNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- RPD 009 Steps of Cast RPD MakingDocument22 pagesRPD 009 Steps of Cast RPD MakingMohsin HabibNo ratings yet
- 01-07092021-DPR-001-NB-OPV&OPV90M-PT - DRU-TNI AL-M AliDocument3 pages01-07092021-DPR-001-NB-OPV&OPV90M-PT - DRU-TNI AL-M AliQA QCNo ratings yet
- Ceramics Processing: Computer-Aided ManufacturingDocument17 pagesCeramics Processing: Computer-Aided ManufacturingJonathan AbrahamNo ratings yet
- Site Cast Tilt Up Concrete Version 18 1Document4 pagesSite Cast Tilt Up Concrete Version 18 1Prakash RajNo ratings yet
- Cupola FurnaceDocument13 pagesCupola FurnaceSumit Dhall100% (1)
- Multi-directional casting machine mold cavity configurationDocument14 pagesMulti-directional casting machine mold cavity configurationCideAmeteBerengueliNo ratings yet
- Effective-Teacher RosalynDocument18 pagesEffective-Teacher RosalynAiza BarbosaNo ratings yet
- Metal Stamping Dies GuideDocument7 pagesMetal Stamping Dies GuideedpsousaNo ratings yet
- Abrasive Flyer TMRDocument4 pagesAbrasive Flyer TMRherysyam1980No ratings yet
- Katalog CleaningDocument21 pagesKatalog CleaningptrsukasihibulhokseumaweNo ratings yet
- WMS FlooringDocument2 pagesWMS FlooringazianNo ratings yet
- Investment Casting ProcessesDocument10 pagesInvestment Casting ProcessesPragyan Kumar PradhanNo ratings yet
- Minerals 13 00315 v2Document16 pagesMinerals 13 00315 v2王柏昆No ratings yet
- ASME B31.3-2016 Postweld Heat Treatment TableDocument1 pageASME B31.3-2016 Postweld Heat Treatment TableSumner TingNo ratings yet
- IS 513 Grade EDDDocument2 pagesIS 513 Grade EDDRamji GautamNo ratings yet
- Paint Spec CIEGO VOLTEODocument3 pagesPaint Spec CIEGO VOLTEOFreddy Carl FredricksenNo ratings yet
- ASK GROUP - Manufacturer of Cutoff Wheels, Grinding Wheels & MoreDocument9 pagesASK GROUP - Manufacturer of Cutoff Wheels, Grinding Wheels & MoreAniket WalkeNo ratings yet
- Industrial Training ReportDocument35 pagesIndustrial Training ReportsamarNo ratings yet
- Proposal Pekerjaan Painting PT Linde Indonesia - GresikDocument16 pagesProposal Pekerjaan Painting PT Linde Indonesia - GresikDicky ArdiansyahNo ratings yet
- Materialqualitaeten EDocument2 pagesMaterialqualitaeten EjvilamaiorNo ratings yet
- 3LPE Coating SpecificationDocument20 pages3LPE Coating SpecificationadammzjinNo ratings yet
- Homemade Bandsaw Plans YouTube PDFDocument3 pagesHomemade Bandsaw Plans YouTube PDFsanosyNo ratings yet
- Diecasting Defect Analysis Chart - 19.11.19Document1 pageDiecasting Defect Analysis Chart - 19.11.19karthickNo ratings yet
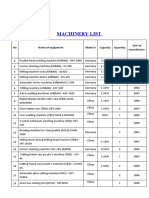
- Machinery List-1Document2 pagesMachinery List-1Hồng HạnhNo ratings yet
- Welding Presentation AESDocument31 pagesWelding Presentation AEScharlessimoNo ratings yet
- Management 14th Edition Robbins Test BankDocument35 pagesManagement 14th Edition Robbins Test BankKeithMitchelltofsm100% (15)
- Hot Bar Polymer Welding1Document2 pagesHot Bar Polymer Welding1Mugesh RanjanendranNo ratings yet
- Dissertationen Humboldt Uni BerlinDocument7 pagesDissertationen Humboldt Uni BerlinWriteMyPaperCoCanada100% (1)
- Welding Defect Causes and PreventionDocument2 pagesWelding Defect Causes and PreventionElizabeth Spence0% (1)
- Spruing and InvestmentDocument23 pagesSpruing and InvestmentZiad OthmanNo ratings yet